Известны станы холодной прокатки труб, в которых один опорный и два рабочих валка с кольцевыми калибрами заключены в подвижную кассету, перемещаемую от общего кривошипно-шатунного привода. Известны также многониточные станы и с раздельным кривошипно-шатунным приводом каждого рабочего валка.
Особенность предлагаемого устройства состоит в том, что каждый рабочий валок снабжен двумя опорными, объединенными в опорную тележку соединительными планками, связывающими попарно цапфы опорных валков. Это позволяет повысить быстроходность стана без увеличения динамических нагрузок.
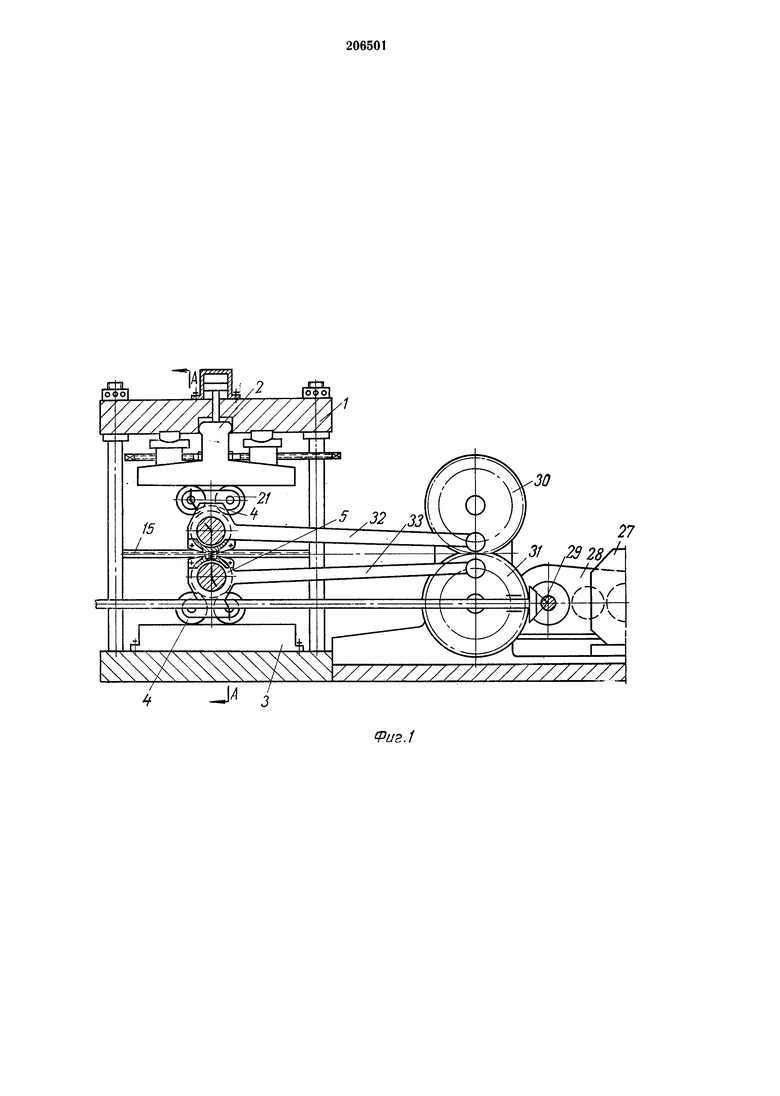
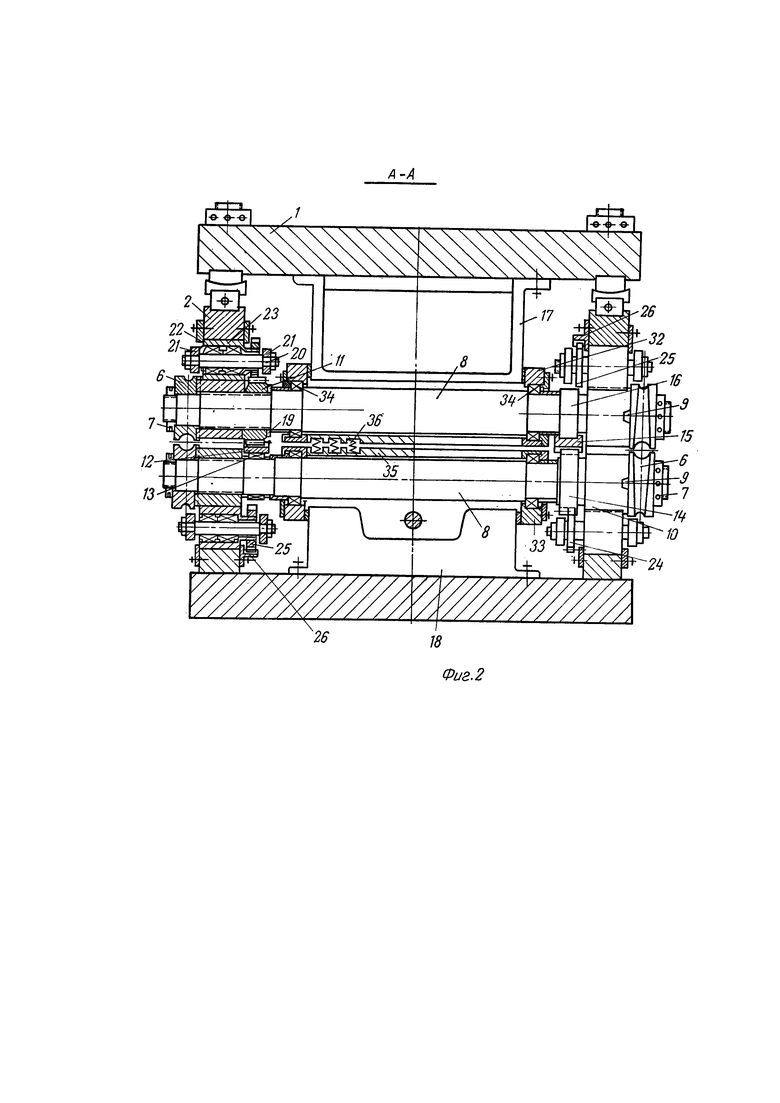
На фиг. 1 показан предлагаемый стан, общий вид; на фиг. 2 - то же, разрез по А-А на фиг. 1.
Стан включает неподвижную станину 1, в которой закреплены опорные брусья 2 и 3, служащие направляющими для перемещения опорных валков (опорных тележек) 4 вместе с рабочими валками 5.
Рабочие валки стана имеют две пары кольцевых калибров 6, которые консольно закреплены при помощи гаек 7 на концах осей 8 и при помощи фиксаторов 9 на опорных бочках (бочках валков) 10, установленных на шлицах тех же осей.
На оси верхнего валка на шлицах установлена шестерня 11, соединенная с рейкой 12, которая опирается на ролик 13, установленный на нижней оси.
С другого конца осей калибры закреплены аналогичным образом с той лишь разницей, что шлицевая шестерня 14, соединенная с рейкой 15, опирающейся на опорный ролик 16, установлена на оси нижнего валка.
Боковое смещение калибров предотвращают упоры 17 и 18. Осевая регулировка калибров осуществляется прокладкой 19.
Каждый рабочий валок снабжен двумя опорами, цапфы 20 которых попарно связаны соединительными планками 21, образуя опорную тележку, не связанную с осями рабочих валков. От бокового смещения опорные тележки удерживаются планками 22. При помощи шестерен 23 и 24 они соединены с шестернями 11 и 14, а при помощи шестерен 25 - с рейками 26.
Привод перемещения валков осуществляется от двигателя 27 через редукторы 28, вал 29, кривошипы 30 и 31 и шатуны 32 и 33. Последние расположены между калибрами и соединены непосредственно с осями валков через подшипники 34. Верхние и нижние шатуны попарно соединены планками 35, в гнездах которых установлены пружины 36, распирающие оси 8 и постоянно прижимающие опорные тележки к опорным брусьям. Каждая из осей рабочих валков для обеспечения независимой регулировки зазоров в калибрах установлена с возможностью наклона в вертикальной плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехвалковая клеть стана холодной прокатки труб | 2018 |
|
RU2694440C1 |
| РАБОЧАЯ КЛЕТЬ МНОГОНИТОЧНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1971 |
|
SU305923A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU727244A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061564C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2384376C1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1994 |
|
RU2086319C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Рабочая многониточная клеть роликового стана холодной прокатки труб | 1984 |
|
SU1159666A1 |
Стан холодной прокатки труб, преимущественно многониточный, включающий неподвижную станину с опорными брусьями, опорные и рабочие валки с кольцевыми калибрами и привод их перемещения, отличающийся тем, что, с целью повышения быстроходности стана без увеличения динамических нагрузок, каждый рабочий валок снабжен двумя опорными, объединенными в опорную тележку соединительными планками, связывающими попарно цапфы опорных валков.
