Известны многорезцовые головки, с направляющим пазом для движения резцов по авт. св. № 111328.
Предложенная головка позволяет повысить производительность обработки, например, зубьев напильников. Для этого резцы головки в направлении оси головки расположены по однозаходной или многозаходной винтовой линии с возможностью регулировки ее шага, а в радиальном направлении - на разном, постепенно увеличивающемся расстоянии от оси вращения головки.
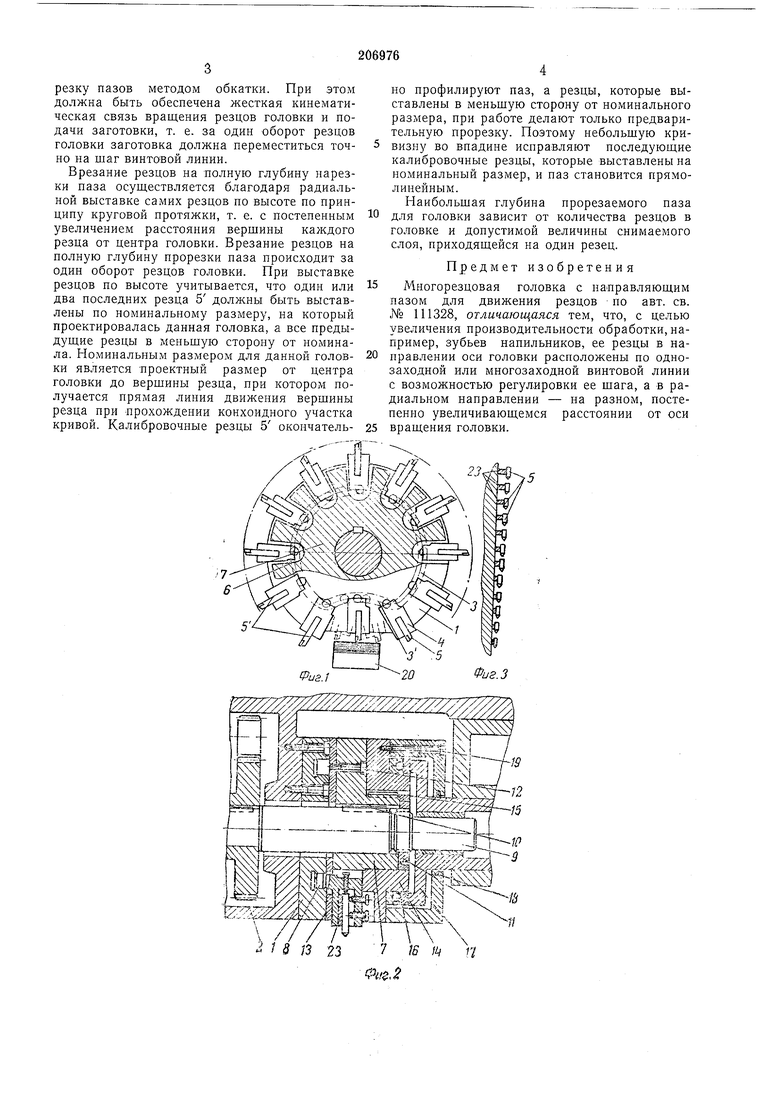
На фиг. 1 приведена схема описываемой головки с видом на диск с направляющим пазом, на фиг. 2 - головка в продольном разрезе, на фиг. 3, 4, 5 - соответственно, схемы установки резцов на одно-, двух- и трехзаходной винтовым линиям, на фиг. 6 - компоновка головки, вариант.
Стальной закаленный диск 1 прикреплен к корпусу 2. Па плоском торце диска вырезан круглый паз 3, переходящий в паз 3, очерченный по конхоиде (Конхоида Пикомеда). Конхоидный и круговой участки паза плавно соединены между собой. Державки 4 для резцов 5 расположены в радиальных пазах 6 ведущего диска 7 и в то же время ролик 8 державки 4 входит в паз диска 2. Ведущий диск жестко связан со шпинделем 9 шпонкой 10 и гайкой 11. К ведущему диску прикреплена с помощью винтов 12 кольцевая проставка 13. Кольцо 14 свободно носажено на шейку ведущего диска и связано с ним щпонкой 15. Упорный подшипник 16 установлен на выступе этого кольца и поджимается к нему стаканом 17. Фланец 18 скреплен с кольцом винтами 19. При перемещении стакана вправо вместе с ним отодвинутся детали 18, 16 и 14 и откроется свободный доступ к державкам 4 для их съема. Конхоидный участок паза 31 должен быть обращен к заготовке 20 так, чтобы прямолинейное движение резцов было параллельно плоскости обработки. Корпус 2 имеет возможность поворота вокруг оси
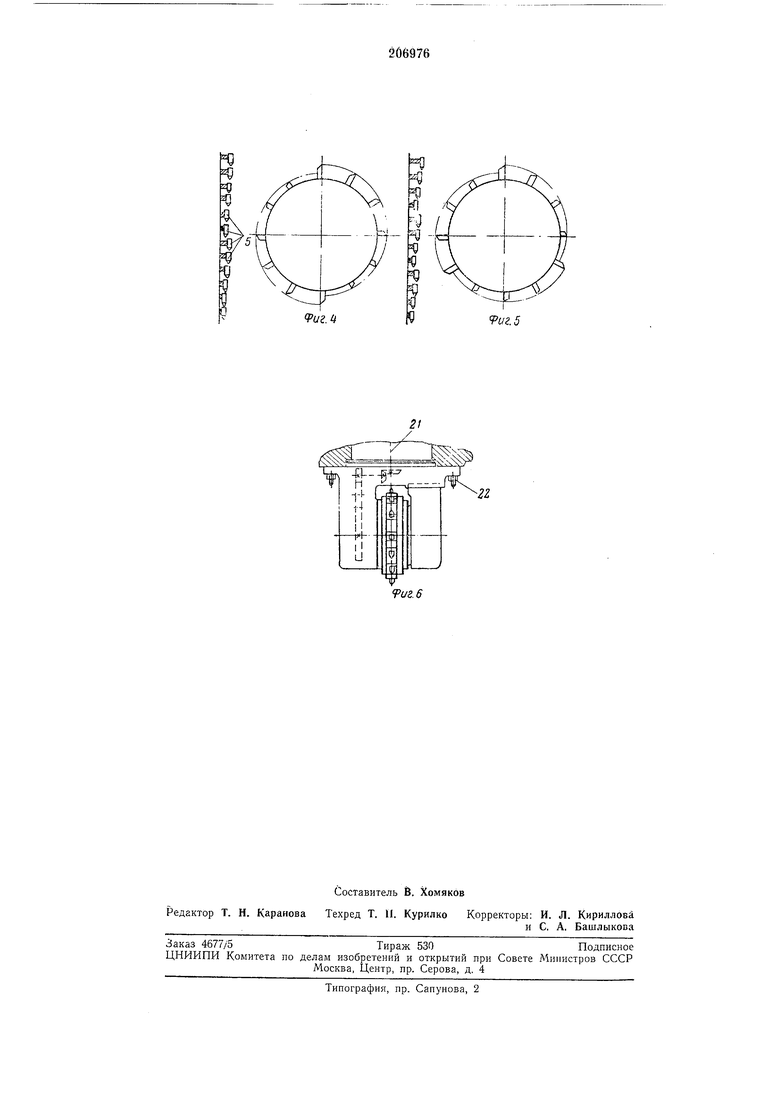
21 (фиг. 6) для установки его на необходимый угол нарезки пазов. После установки корпуса положение его фиксируется гайками 22. Резцы 5 в предлагаемой головке расположены по однозаходной или многозаходной винтовой линии и настраиваются на любой шаг винтовой линии благодаря установке под резцы мерных прокладок 23 (фиг. 3) или за счет постепенного смещения на шаг винтовой
линии вершины резца от базовой плоскости державки 4 путем подшлифовки тела резца. резку пазов методом обкатки. При этом должна быть обеспечена жесткая кинематическая связь вращения резцов головки и подачи заготовки, т. е. за один оборот резцов головки заготовка должна переместиться точно на шаг винтовой линии. Врезание резцов на полную глубину нарезки наза осуществляется благодаря радиальной выставке самих резцов по высоте по принципу круговой протяжки, т. е. с постепенным увеличением расстояния верщины каждого резца от центра головки. Врезание резцов на полную глубину прорезки паза происходит за один оборот резцов головки. При выставке резцов по высоте учитывается, что один или два последних резца 5 должны быть выставлены по номинальному размеру, на который проектировалась данная головка, а все предыдущие резцы в меньщую сторону от номинала. Номинальным размером для данной головки является проектный размер от центра головки до вершины резца, при котором получается прямая линия движения вершины резца при прохождении конхоидного участка кривой. Калибровочные резцы 5 окончатель -f-., -n но профилируют паз, а резцы, которые выставлены в меньшую сторону от номинального размера, при работе делают только предварительную прорезку. Поэтому небольшую кривизну во впадине исправляют последующие калибровочные резцы, которые выставлены на номинальный размер, и паз становится прямолинейным. Наибольшая глубина прорезаемого наза для головки зависит от количества резцов в головке и допустимой величины снимаемого слоя, приходящейся на один резец. Предмет изобретения Многорезцовая головка с направляющим пазом для движения резцов по авт. св. ,№ 111328, отличающаяся тем, что, с целью увеличения производительности обработки, например, зубьев напильников, ее резцы в направлении оси головки расположены по однозаходной или многозаходной винтовой линии с возможностью регулировки ее шага, а в радиальном направлении - на разном, постепенно увеличивающемся расстоянии от оси вращения головки. /vfx
Риг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Многорезцовая головка с направляющим пазом для движения резцов | 1957 |
|
SU111328A1 |
| Способ установки многорезцового блока | 1981 |
|
SU1009611A1 |
| Многорезцовая резьбонарезная головка | 1982 |
|
SU1047632A1 |
| МНОГОРЕЗЦОВАЯ ГОЛОВКА | 1971 |
|
SU427792A1 |
| Составное кольцевое сверло | 1957 |
|
SU111610A1 |
| Способ нарезания резьбы (его варианты) | 1981 |
|
SU1016096A1 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| Роторный двигатель с внешним подводом теплоты А.В.Чащинова | 1987 |
|
SU1812326A1 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
22
