Изобретение относится к области обра ботки металлов резанием и может найти применения при обработке теп вращения методом попутного точения. Известен способ установки многорезцо вого блока в условиях попутного точения, при котором для перехода с одного диаме :ра обработки на другой корпус многорез- . цового блока перемещают относительно ф/йнца суппорта в радиальном направлении по отнощению к обрабатываемой детали по оси его симметрии fl Недостатком способа является то, что при установке резцового блока на новый размер обработки для резцов, расположенных выше линии перемещения блока, имее место уменьшение задних углов, а для резцов, расположенных ниже линии переме щения - их увеличение. Такое изменение углов резания приводит к тому, что величина задних углов у резцов, расположенНЬ1Х выше линии перемещения, становится меньще минимально допустимых значений, что приводит к поломке резцов при врезании. Таким образом, известный способ установки многорезцового блока в условиях попутного тангециального точения имеет ограниченные технологические возможности, поскольку одним и тем же резцовым блоком не позволяет обрабатывать детали зличных диаметров.
Цель изобретения - расширение технологических возможностей способа установки многорезцового блока.
С этой целью по способу, в соответствии с которым многорезцовый( блок с углом охвата резцов в его корпусе не более ЭО при переходе от одного {эазмера обработки на другой перемещают относительно оси вращения детали в плоскости, ей перпендикулярной, причем указанное перемещение осуществляют из исходного положения, в котором ось симметрии блока совпадает с линией, соединякшей оси вращения блока и детали, перемещение блока осуществляют в направлении, совпадающем с линией, соединяющей ось вращения блока с вершиной одного из крайних резцов.
На фиг. 1 показана схема многорезцового блока при переходе с номиналь ного размера обрабатываемой детали на меньший размер; на фиг. 2 - то же, при переходе на больший размер.
При обработке деталей с номинальным размером точка пересечения продольньтх осей резцов О совпацает с осью вращени блока.
где d - величина, на которую перемещается корпус резцового блока, мм; R - радиус вериины резца, мм; 1. - угол между линией, по направлению которой производится смешение, и продольной осью резца, для которого определяется величина Л с1.
При переходе на обработку детали большего диаметра, по сравнению с номинальным диаметром, установка резцового блока на новый размер производится путем перемещения блока по направлению линни ОБ, соединяющей вершину первого резца с осью вращения блока (фиг. 2). В этом случае точка пересечения продольных осей резцов О, перемещается вправо от оси вращения резцового блока. У резца 3 задний угол не изменяется. Для резцов 4-7, расположенных выше линии перемещения блока, величины задних углов увеличиваются.
Величина приращения заднего угла для каждого резца определяется по формуле
. Ъ sin j
t,/,a, .g
Многорезцовый блок состоит из корпуса 1, установленного на фланце суппорм та 2. В корпусе установлены резцы 3-7.. Угол охвата межау крайними резцами менее 90, Резцы выставлены на размер обработки и смещены один относительно другого на величину осевой поцачи. Обработка осуществляется при вращении заготовки 8 со скоростью резания V и круговом движении |1езцового блока со скоростью подачи 5цр. При переходе на новый размер детали, например меныиего диаметра, установка многорезцового блока не новый размер производится путем смещения блока относительно фланца по направлению линии ОА, соединяющей вершину последнего резца 7 с осью вращения блока (фиг. 1); В этом случае точка пёресечения продольных осей резцов располагается слева от оси вращения резцового блока. У резца 7 задний угол не изменяется. Для резцов , расположенных ниже линии перемещения блока, задние углы увеличиваются. Величина приращения заднего угла для каждого резца определяется по форм муле СИ sin 1 . + « cos f| 31О0 Тахая закономерноегь изменения задних углов обеспбчивеют бпагопрнятные условня резания, поскольку увеличение ааднего угла обеспечивает наилучшие условия аачистки при выходе реаца и получение высокого качества офаботаннойповерюаости. 114 Такнм образом, гехяйпогические возможвосгн способа аиачнтельво орао опфены .счет воэможвоств Ьпвкм резпсжым боокбм обрабатывать ли с болыпнм диапаэоном рс.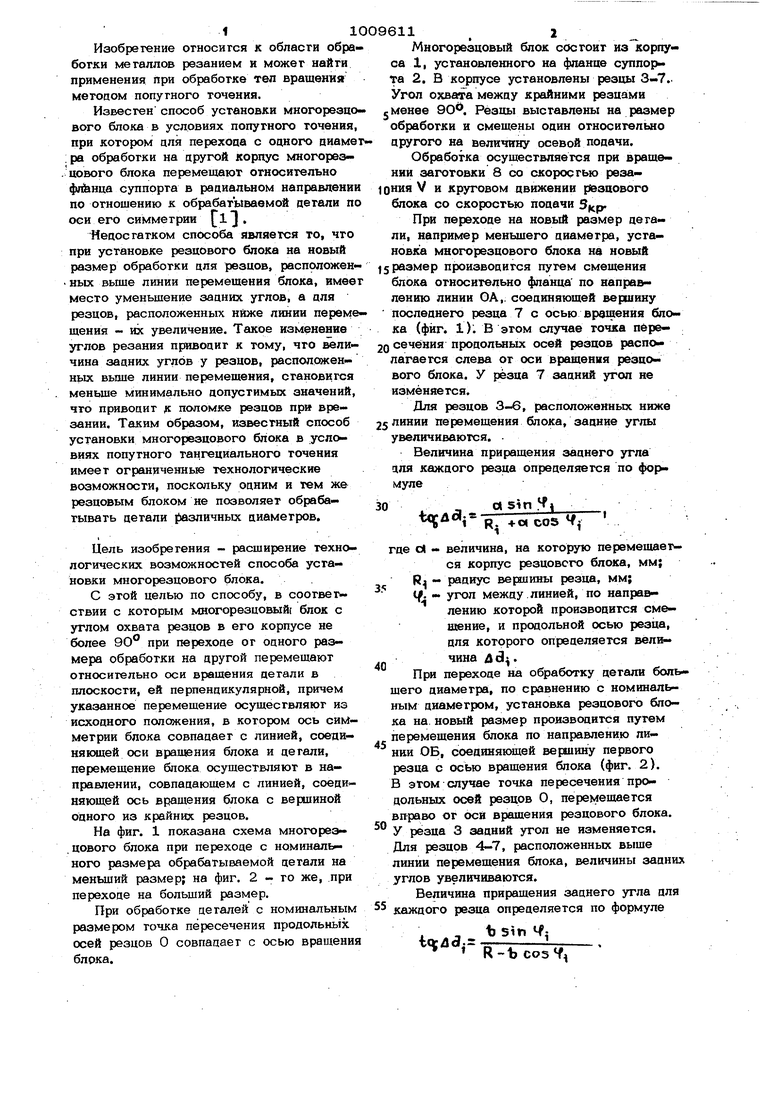

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тангенциального точения торцевых поверхностей тел вращения | 1983 |
|
SU1166897A1 |
| Токарный станок | 1982 |
|
SU1085676A1 |
| Способ многорезцового точения и устройство для его осуществления | 1991 |
|
SU1814969A1 |
| СПОСОБ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275989C1 |
| КОМБИНИРОВАННАЯ ГОЛОВКА ДЛЯ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275990C1 |
| Вращающийся многорезцовый инструмент | 1990 |
|
SU1726149A1 |
| Устройство для многорезцового точения | 1991 |
|
SU1821290A1 |
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 1996 |
|
RU2093313C1 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
СПОСОБ УСТАНОВКИ МНОГОРЕЗЦОВОГО БЛОКА на размер в условиях попутного тангенциального точения,. при котором блок с углом охвата резцов в его корпусе не более 90° при переходе от одного размера обработки на другой перемешают относительно оси вращения детали в плоскости,ей перпендикулярной, причем перемещение осуществля из положения, в котором ось с;1мметрии блока совпадает с линией, соединяющей оси вращения блока и детали, отличающ и и с я тем, что, с целью расширения технологических возможностей способа, перемещение блока осуществляют в направлении, совпадающем с линией, соединяющей ось вращения бгока с вершиной одного из крайних резцов. D О
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Гос | |||
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
