Изобретение относится к машиностроению и может быть использовано на предприятиях, изготовляющих резьбовые соединения (например, в соединениях бурового оборудования и инструмента скруглой резьбой) .
Известно нарезание резьбы многопроходным способом, при котором заготовка вращается, а резцу сообщают согласованную с ее вращением подачу на щаг. После очередного прохода резца ему сообщают радиальное врезание и снова осуществляют проход. При этом резец соответствует профилю нарезаемой резьбы 1.
Этот способ из-за низкой производительности и невозможности получить требуемое качество практически непригоден для нарезания резьб с круглым профилем (применяемых, например, в буровом инструменте).
Наиболее близким к предлагаемому по технической сущности является способ нарезания резьбы резцом, при котором не требуется инструмент, имеющий профиль резьбы, а нарезание полного профиля резьбы осуществляется резцом, у которого угол при верщине меньще угла профиля нарезаемой резьбы, а ось вращения резца смещена относительно оси вращения заготовки на определенную величину 2.
Недостатками известного способа являются невозможность нарезания многозаходных резьб и высокая трудоемкость настройки на размер после каждой переточки вращающегося резца.
Потребность в применении бурового инструмента горнодобь1вающей промыщленности не удовлетворяется из-за отсутствия метода получения многозаходных резьб с круглым профилем, обеспечивающего необходимую производительность и качество.
Цель изобретения - повышение производительности и качества при нарезании многозаходных резьб.
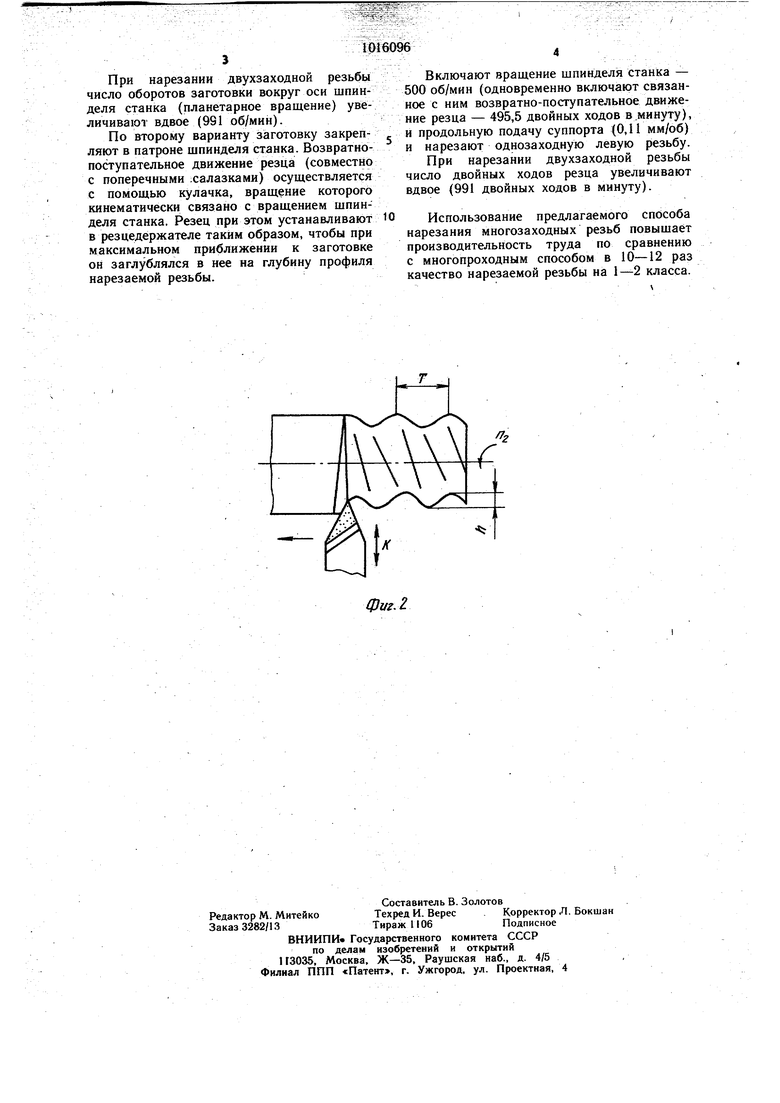
Поставленная цель достигается тем, что согласно способу нарезания резьбы по первому варианту нарезаемой заготовке сообщают вращение вокруг собственной оси и дополнительно - планетарное вращение с эксцентриситетом, равным глубине профиля резьбы, при этом число оборотов планетарного вращения заготовки на длине одного щага нарезаемой резьбы выбирают отличным на единицу (меньше или больше, в зависимости от направления резьбы - соответственно левая или правая) от числа оборотов заготовки вокруг собственной оси на длине того же шага. При этом резцу, профиль которого не зависит от профиля нарезаемой резьбы, сообщают поступательное движение вдоль оси заготовки. При нарезании многозаходной резьбы число планетарных оборотов заготовки в минуту увеличивают в соответствующее числу заходов раз.
По второму варианту нарезаемую деталь вращают только вокруг собственной оси, а резцу сообщают возвратно-поступательное движение в направлении, перпендикулярном оси вращения заготовки с величиной хода, равной глубине профиля резьбы, при этом число двойных ходов резца на длине одного шага нарезаемой резьбы должно отличаться
0 на единицу от числа оборотов заготовки на длине того же шага. Одновременно резец перемещают поступательно вдоль оси заготовки. При нарезании многозаходной резьбы число двойных ходов резца в минуту уве личивайт в соответствующее числу заходов раз.
На фиг. 1 дана схема первого варианта способа; на фиг. 2 - схема второго варианта. На фиг. 1 и 2 обозначено: е - эксцентриситет оси планетарного вращения нарезаемой заготовки относительно собственной оси этой детали; h - глубина профиля резьбы; п - число планетарных оборотов; 2- число оборотов заготовки вокруг собственной оси; Т - длина одного шага нарезаемой резьбы; К, - число двойных ходов резца.
Способ реализуют на токарно-винторезном станке мод. 163 при его незначительном дополнительном оснащении.
Нарезают одно- и двухзаходную наружную резьбу с круглым профилем (применяемую в буровом инструменте) диаметром 32 мм, с шагом 12 мм и глубиной профиля 1,75 мм.
По первому варианту на станке на щпинделе вместо токарного патрона устанавливают специальное устройство, передаточное отношение которого обеспечивает требуемую разницу между вращением заготовки вокруг собственной оси и ее планетарным вращением. В зажимном патроне головки (например, цанговом) крепят нарезаемую заготовку.
Ось этого патрона смещена относительно оси .шпинделя станка на величину, равную глубине профиля нарезаемой резьбы (1,75). Резец с углом при вершине, меньшим угла профиля резьбы, закрепляют в резцедержа5 теле станка как при обычном точении.
Включают вращение шпинделя станка (число оборотов щпинделя устанавливают равным 500 об/мин.) за счет чего осуществляют вращение цангового патрона (заготовки) вокруг собственной оси (500 об/мин)
0 и связанное с ним вращение цангового патрона с заготовкой вокруг оси шпинделя станка (495,5 об/мин).
После касания резцом заготовки поперечным перемещением суппорта устанавливают резец на глубину профиля нарезаемой
5 резьбы (1,75 мм) и включают продольную подачу суппорта (0,11 мм/об), нарезают однозаходную левую резьбу.
При нарезании двухзаходной резьбы число оборотов заготовки вокруг оси шпинделя станка (планетарное вращение) увеличивают вдвое (991 об/мни).
По второму варианту заготовку закрепляют в патроне шпинделя станка. Возвратнопоступательное движение резца (совместно с поперечными халазками) осуществляется с помощью кулачка, вращение которого кинематически связано с вращением шпинделя станка. Резец при этом устанавливают в резцедержателе таким образом, чтобы при максимальном приближении к заготовке он заглублялся в нее на глубину профиля нарезаемой резьбы.
Включают вращение шпинделя станка - 500 об/мин (одновременно включают связанное с ним возвратно-поступательное движение резца - 495,5 двойных ходов в,минуту), и продольную подачу суппорта (0,11 мм/об) и нарезают однозаходную левую резьбу.
При нарезании двухзаходной резьбы число двойных ходов резца увеличивают вдвое (991 двойных ходов в минуту).
Использование предлагаемого способа нарезания многозаходных резьб повышает производительность труда по сравнению с многопроходным способом в 10-12 раз качество нарезаемой резьбы на 1-2 класса.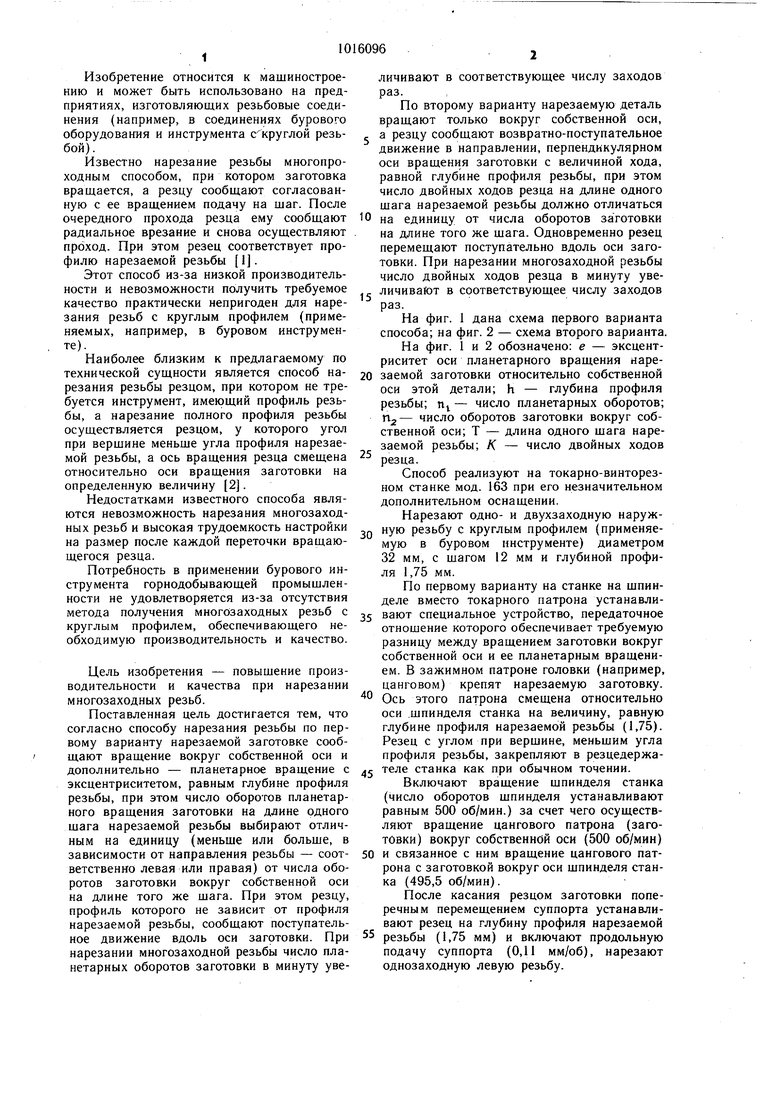
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и приспособление для нарезки многозаходных червяков на токарном станке | 1935 |
|
SU47888A1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| Способ нарезания резьбы резцом | 1972 |
|
SU524629A1 |
| Устройство для нарезания резьбы | 1981 |
|
SU979030A1 |
| Устройство для нарезания внутренних резьб | 1985 |
|
SU1340944A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Способ кинематического дробления стружки | 1968 |
|
SU436709A1 |
| Способ нарезания резьбы с круглым профилем | 1973 |
|
SU432988A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОТОКАРНОЙ ОБРАБОТКИ ВИНТОВ | 2007 |
|
RU2334590C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОЙ ВТУЛКИ | 2005 |
|
RU2311570C2 |
I. Способ нарезания резьбы, включающий врашение заготовки вокруг собственной оси и поступательное движение вдоль оси заготовки резца, отличающийся тем, что, с целью повышения производительности и качества при нарезании многозаходных резьб, заготовке дополнительно сообщают /7; планетарное вращение с эксцентриситетом, равным глубине профиля резьбы, при этом число оборотов планетарного вращения заготовки на длине одного щага нарезаемой резьбы выбирают отличным на единицу от числа оборотов заготовки вокруг собственной оси на длине того же щага и умножают на число заходов резьбы. 2. Способ нарезания резьбы, включающий вращение заготовки вокруг собственной оси и поступательное движение вдоль оси заготовки резца, отличающийся тем, что, с целью повыщения производительности и качества при нарезании многозаходных резьб, резцу сообщают возвратно-поступательное движение в направлении, перпендикулярном оси вращения заготовки, с веi личиной хода, равной глубине профиля резьбы, при этом число двойных ходов резца (Л на длине одного шага нарезаемой резьбы выбирают отличным, на единицу от числа оборотов заготовки на длине того же щага и умножают на число заходов резьбы. О5 о со 05 Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Резание металлов и режущий инструмент | |||
| М., «Машиностроение, 1967, с | |||
| Зеркальный стереовизир | 1922 |
|
SU382A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ нарезания резьбы резцом | 1972 |
|
SU524629A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
