Известно использование суперпозиции колебаний боковой поверхности кондентратора, например ступенчатого, для получения вращения ролика вокруг своей оси € регулированием скорости вращения его и изменения направления вращения при механическом контакте последнего с боковой поверхностью концентратора в различных точках ее.
По предложенному способу ультразвуковую обработку ведут свободным концом постоянно подаваемой в зону обработки проволокиинструмента, например, сматываемой с катущки и колеблющейся ультразвуковой частотой за счет использования суперпозиции колебаний боковой поверхности концентратора; причем проволоку-инструмент протягивают между боковой поверхностью концентратора и прижимным роликом, свободно вращающимся на своей оси, местоположение которого определяет усилие подачи и направление поступательного перемещения проволоки-инструмента.
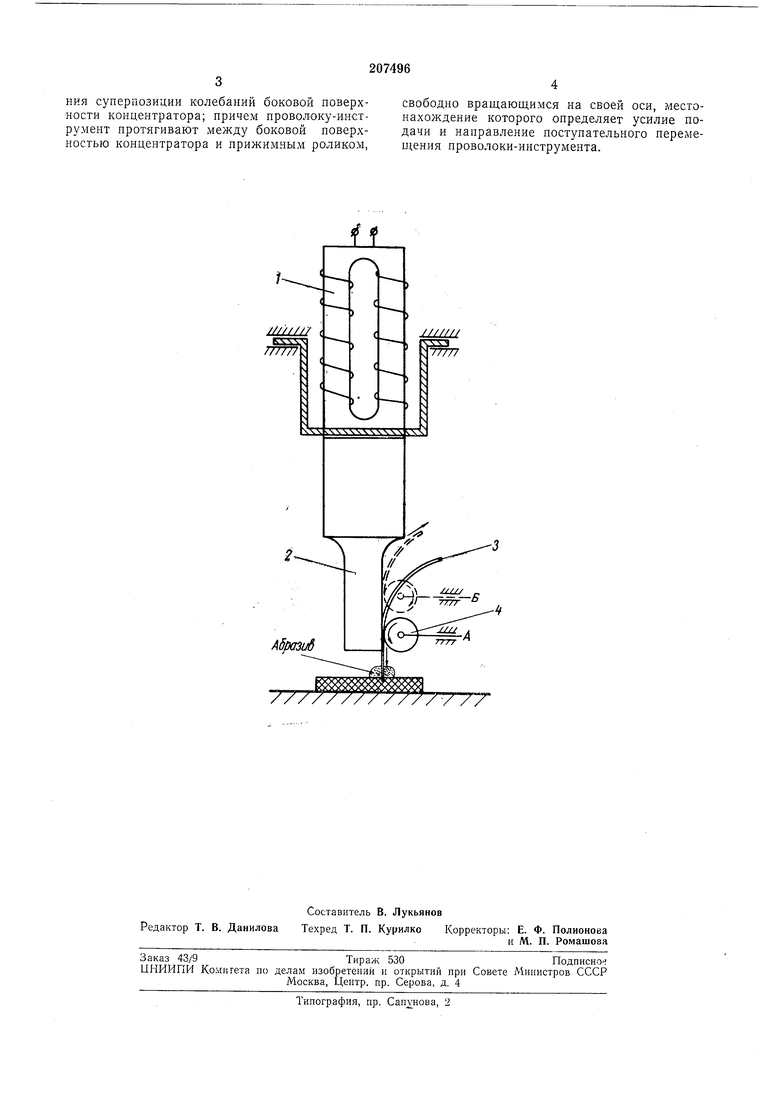
На чертеже показана принципиальная схема предлагаемого способа ультразвуковой обработки.
Колебания от магнитострикционного преобразователя / передаются через акустический волновод - концентратор 2 прижатому к нему инструменту - проволоке 3. Указанное прижатие может быть осуществлено, например роликом 4.
Сложение скоростей иродольных и изгибных колебаний концентратора 2 нриводит при нрижатии к нему инсгрумента-проволочки 3 к возникновению осевой силы.
, Направление (вннз - положение/1, вверх- положение Б) этой силы определяется фазой колебаний.
Место инструмента-проволоки 3 определяет направление его поступательного движения. Усилие подачи и амплитуда колебаний проволоки определяются амплитудой колебаний концентратора 2 и силой прижима инструмента-проволоки.
Предложенный способ позволяет облегчи гь условия ультразвуковой прошивки мелких отверстий, например диаметром меньше 0,3 мм, и может быть успешно использован в стенках средней и большой мощности.
П р е д м е т и 3 о б р е т е и и я
Способ ультразвуковой обработки, в частности прошивки, отличающийся тем, что, с целью облегчения условий ультразвуковой
прошивки мелких отверстий, например диаметром меньше 0,3 мм, обработку ведут свободным концом постоянно подаваемой в зону обработки проволоки-инструмента, например, сматываемой с катушки и колеблющейся с
ния суперпозиции колебаний боковой поверхности концентратора; причем проволоку-инструмент протягивают между боковой поверхностью концентратора и прижимным роликом,
свободно вращающимся на своей оси, местонахождение которого определяет усилие подачи и направление поступательного перемещения проволоки-инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ С ПРИМЕНЕНИЕМ КОЛЕБАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116850C1 |
| Устройство для получения ленты из проволоки с наложением ультразвуковых колебаний на инструмент | 1978 |
|
SU778852A1 |
| Устройство ультразвукового бурения внеземных объектов | 2019 |
|
RU2726495C1 |
| Устройство для многократного волочения металлических изделий с применением радиальных ультразвуковых колебаний | 1984 |
|
SU1161210A2 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОЙ ПРОПИТКИ | 2003 |
|
RU2224649C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Способ волочения катанки | 2018 |
|
RU2696918C1 |
| Способ ультразвуковой безабразивной обработки поверхностей | 1991 |
|
SU1821342A1 |
| Инструмент для ультразвуковой сварки | 1982 |
|
SU1031695A1 |
| Устройство для ультразвуковой сварки | 2015 |
|
RU2610595C1 |
(
///////
УЧЧЧ
77777
