оо
о: со ел Изобретение относится к сварке, а более точно к ультразвуковой микросварке е использованием давления при сборке полупроводниковых приборо.в. Известен инструмент для приварки и отрезки проволочных выводов, содержащий стержень из твердого изно состойкого материала с.рабочим торцом и продольную концентричную полость, в которой с возможностью поворота вокруг и перемещения вдоль оси установлен приводной нож с наклонным пазом в зоне клиноводного торца для направления привариваемой проволоки Т. Нож предназначен для направления привариваемой проволоки в соответствующую канавку и последующей отрезки вывода. Однако инструмент имеет низкую эффективность передачи ультразвуковой энергии из-за недостаточной проводимости материала стержня. Наиболее близким к предлагаемому является инструмент для ультразвуковой сварки, содержащий износостойкий стержень с рабочим торцом и вставку, размещенную в его продольной концентричной полости и выполненную из материала с более высокой добротностью по отношению к материалу стержня Г2 J. Недостатками инструмента являются наличие потери акустической активности из-за крутильных колебаний вставки относительно стержня и сложность и нетехнологичность конст рукции . Цель изобретения - повышение аку тической активности и упрощение кон струкции. Поставленная цель достигается те что в инструменте для ультразвуковой сварки, содержащем износостойкий стержень с рабочим торцом и вст ку, размещенную в его продольной ко центричной полости и выполненную из материала с более высокой добротностью по отношению к материалу стерж ня, продольная полость выполнена сквозной, а вставка со стороны рабо чего торца выполнена с наклонным па зом для подачи привариваемой провол ки, ас противоположной стороны от рабочего торца - с выступающим резо нансным концом, снабженнь1м нагреват лем, при этом длина вылета вставки Р. Д длина волны ультразвуковых колебаний. На чертеже схематично показан инструмент, продольный разрез. Инструмент для ультразвуковой сварки выполнен в виде стержня 1 из износостойкого материала с рабочим торцом 2 и сквозной продольной концентричной полостью 3. В полости 3 установлена вставка с наклонным отверстием 5 для подачи через него привариваемой прюволоки 6 под рабочий торец 2 инструмента. Второй конец вставки i выполнен выступающим из стержня 1 и резонансным. Длина вылета вставки 4 определена нераверством , где G - длина вылета конца вставки в мм, а Л- длина волны ультразвуковых колебаний в мм. На резонансном конце . вставки установлен нагреватель 7. Вставка выполнена из материала с более высокой акустической проводимостью по отношению к материалу инструмента,например, из стали марки 45 или титана. Акустическая проводимость является безразмерной величиной и находится в обратной зависимости от коэффициента внутренних потерь. Акустическая проводимость стали равна 3,, а у титана 1,5104 КоэфФсЬиииент внутренних потерь у керамики и твердого сплава на порядок выше и определяется структурой материала. Поперечное сечение вставки также, выполнено резонансным и составляет 0,030,05 X. Инструмент закреплен в концентраторе 8 сварочной машины. Инструмент работает следующим образом. Проволоку (вывод) 6 через наклонное отверстие 5 подают под рабочий то рец 2 стержня 1. Инструмент опускают к полупроводниковому прибору и прижимают к нему проволоку 6. К инструменту через концентратор 8 прикладывают ультразвуковую, а через вставку Д тепловую энергию. Для согласования колебаний инструмента с его нагружением обеспечивают необходимую амплитуду колебаний на рабочем конце. В момент ультразвукового воздействия в месте сварки начинают разрушаться окисные и адсорбные пленки, пластически деформируются микровыступы в местех фактического контакта до образования единого контактного пятна, за это время величина и характёр нагрузки на инструмент также ме няются. Поэтому в инструменте, кроме резонансных волн, появляются сто чие волны. Поскольку внутренний сте жень инструмента выбран из материала с высокой акустической проводимо стью и минимальным коэффициентом внутреннего трения, то возникновение стоячей волны в инструменте не повлечет за собой практически больших потерь энергии. Это позволит стабилизировать процесс сварки ,Вр время ультразвуковых колебаний увел чиваются угол поворота поперечного сечения инструмента, изгибающий момент и перерезывающая сила на кон цах и в произвольном сечении всего инструмента. Это обеспечивает более устойчивый характер колебаний инструмента и уменьшает влияние нагрузки на работу колебательной системы во.время сварочного цикла. Концент ричность сборной конструкции инстру мента обеспечивает надежность его работы при приложении перерезывающих сил во время ультразвукового на ружения, при этом перерезывающее усилие направлено поперек поверхности разъема сборной конструкции. Такая конструкция устойчива в работе и приводит к стабилизации качества сварного соединения, обладает большей .гибкостью при соглас i вании инструмента с концентратором что достигается подборой длины внут ренней вставки и углом наклона конусной поверхности внешнего стержня. Предлагаемая конструкция обеспечивает возможность оптимального исг пользования физических свойств материалов (внешний рабочий стержень , из материала с высокой стойкостью и малой адгезией с привариваемой проволокой, внутренний стержень из недефицитного материала с высокой акустической и тепловой проводи. мостью). При износе рабочей части инструмента внутренняя вставка наиболее трудоемкая по изготовлению (из-за операции электроискровой прошивки наклонного бокового паза для подачи проволоки) остается не поврежденной, может быть удалена из отработанного инструмента и .использована вторично или смещена вверх при реставрации инструмента на величину его износа и закреплена вторично. Материал внутреннего стержня обеспечивает высокую теплопроводность. При необходимости элемент нагрева, например, в виде спирали 7 подогревает внутренний стержень инструмента и непосредственно проволоку, проходящую через него, что в свою очередь, также стабилизирует качество сварного инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковой сварки | 1985 |
|
SU1311888A1 |
| Инструмент для ультразвуковой сварки | 1976 |
|
SU590110A1 |
| Инструмент для ультразвуковой сварки | 1975 |
|
SU539712A1 |
| Инструмент для ультразвуковой сварки | 1975 |
|
SU536918A1 |
| Инструмент для ультразвуковой сварки | 1979 |
|
SU829372A1 |
| Инструмент для ультразвуковой микросварки | 1985 |
|
SU1276464A1 |
| Устройство для ультразвуковой обработки материалов | 1976 |
|
SU583892A1 |
| Устройство для доводки отверстий | 1989 |
|
SU1692817A1 |
| Инструмент для ультразвуковой сварки | 1985 |
|
SU1294537A1 |
| Инструмент для ультразвуковой сварки | 1980 |
|
SU903029A1 |
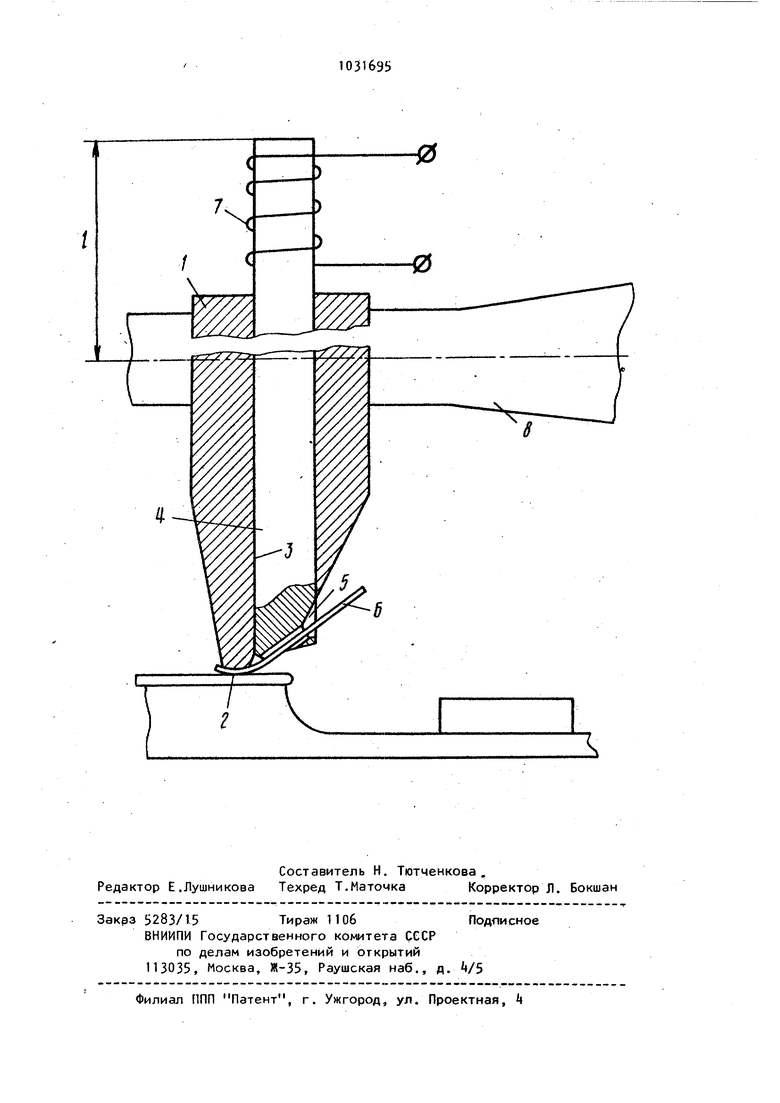
. ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ, содержащий износостойкий стержень с рабочим торцом и вставку, размещенную в его продольной концентричной полости и выполненную из материала с более высокой добротностью по отношению к материалу стержня,отличающийся тем, что, с целью повышения акустической активности и упрощения конструкции, продольная полость выполнена сквозной, вставка со стороны рабочего торца выполнена с наклонным пазом для привариваемой проволоки, а с противоположной стороны от рабочего торца - с выступающим резонансным концом, снабженным нагревателем, при этом длина вылета вставки ., где Л- длина волны ультразвуковых колебаний.