Известен способ ковки технически чистого титана, включающий раскрой исходного слитка на мерные заготовки и многоступенчатую протяжку полученных из слитка заготовок на прутки требуемого сечения со сменой граней и углов за несколько проходов с промежуточными нагревами.
Предложенный способ отличается от известного тем, что протяжку заготовки в первом переходе в пруток квадратного сечения осуществляют в направлении перпендикулярном оси слитка, что обеспечивает постоянство коэффициента линейного расщирения и упрощает технологический процесс.
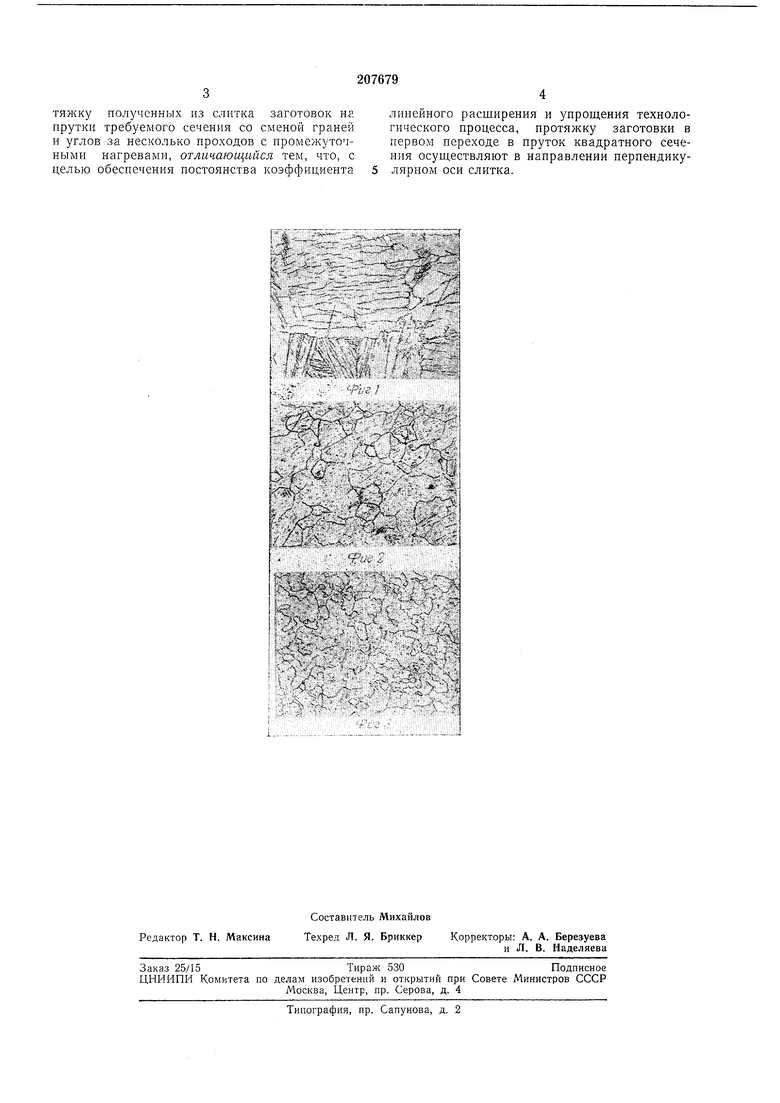
Данное изобретение основывается на зависимости коэффициента линейного расширения (КЛР)от величины и формы микрозерен полуфабриката.
На фиг. 1 приведена микроструктура образца с низким значением КЛР (7,6- IQ-e 1/°С)- крупные зерна с сильной текстурой деформации вдоль осей (0001).
Па фиг. 2 показана микроструктура образца с оптимальным значением КЛР (8,5-Ю 1/°С) - среднее зерно со средней текстурой деформации вдоль осей (0001).
фициента линейного расширения должны укладываться в интервале от (8,0 до 9,0) 1/°С при нагреве до температуры 20-100°С.
Способ ковки технически чистого титана осуществляется следующим образом.
Исходный слиток нагревают до температуры пластической деформации и разрубают на .мерные заготовки, которые после промежуточного нагрева протягивают поперек оси исходного слитка в прутки квадратного сечения. Затем, после нового промежуточного нагрева, упомянутые прутки протягивают на меньщее квадратное сечение со сменой граней и углов, снова нагревают их и протягивают в прутки круглого сечения требуемого диаметра. Температура промежуточных нагревов выбирается в соответствии с известными требованиями. Общая степень деформации (от заготовки до готового прутка) составляет 96-98%, а степень деформации в каждом проходе - 70-809/0Проведение ковки полуфабрикатов из технически чистого титана по указанной схеме позволяет повысить выход годного по КЛР не менее, чем на 400/0. при сохранении требуемого уровня механических свойств.
тяжку полученных из слитка заготовок на прутки требуемого сечения со сменой граней и углов за несколько проходов с промежуточными нагревамп, отличающийся тем, что, с целью обеспечения постоянства коэффициента
линейного расширения и упрощения технологического процесса, протяжку заготовки в первом переходе в пруток квадратного сечения осуш;ествляют в направлении перпендикулярном оси слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВЫХ ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА ТИТАНА С ОРТО-ФАЗОЙ | 2022 |
|
RU2807232C1 |
| МЕТОД ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ МЕТАЛЛОВ И СПЛАВОВ ПСЕВДОПОРОШКОВОЙ МЕТАЛЛУРГИЕЙ | 2001 |
|
RU2208063C2 |
| Способ изготовления прутков из сплавов на основе титана | 2015 |
|
RU2644714C2 |
| СПОСОБ ОБРАБОТКИ ПРУТКОВ ИЗ ОРТО-СПЛАВОВ ТИТАНА ДЛЯ ПОЛУЧЕНИЯ ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2021 |
|
RU2761398C1 |
| Способ комбинированной термомеханической обработки сплава системы титан-цирконий-ниобий для получения длинномерных прутковых полуфабрикатов | 2024 |
|
RU2840357C1 |
| Способ изготовления прутков и проволоки из гафния | 2020 |
|
RU2742176C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНЫХ ЗАГОТОВОК ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2468882C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ α- И (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2002 |
|
RU2217260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758045C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВАНОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758044C1 |
} I
l..
lr - . -гГ. - . -1/
.,, ii I -л. л- . ГГ1 .-Т- f -A-S: -; - а-р-. .
,,X%.S;-s:|v.. ;,;.A;fS V.. :-.::Vv A7 ; ЧА-... .,;Д-;,-W
4v V- -i ;.
-. «i. .. .- . .
