Известны плоскошлифовальные станки, у которых подача на глубину резания осуществляется вертикальным перемещением крестового суппорта со столом и изделием относительно неподвижной в процессе работы шлифовальной бабки.
Предложенный станок отличается от известных тем, что его крестовый суппорт выполнен в виде клина, перемещающегося по плоским поперечным направляющим, расположенным наклонно к направлению продольного хода стола, и снабжен подвижной направляющей крестовиной, имеющей два взаимно перпендикулярных шипа для фиксации его в продольном и поперечном направлении. Это позволяет повысить жесткость станка и снизить уровень его колебаний.
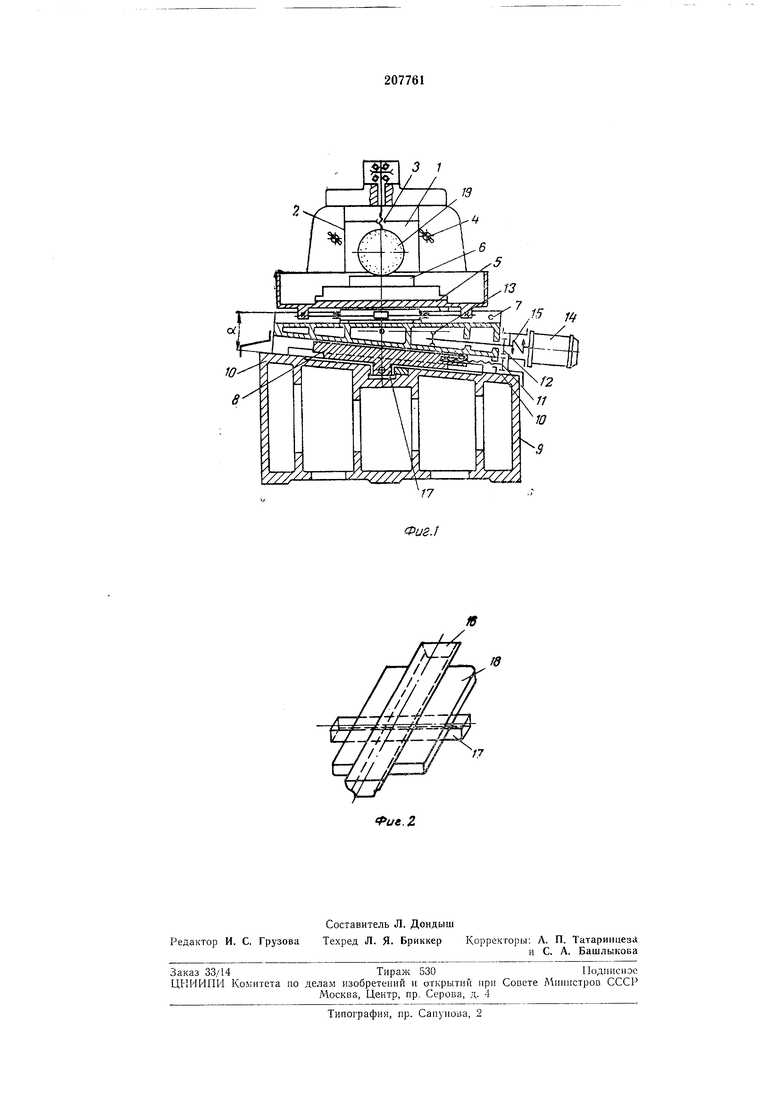
На фиг. 1 изображен общий вид плоскощлифовального станка; на фиг. 2 - направляющая крестовина суппорта.
Станок состоит из шлифовальной бабки 1 с вертикальными направляющими 2, механизмом 3 установочного перемещения и зажимами 4, продольного стола 5 с приводом и продольными направляющими, несущего изделие 6, крестового суппорта 7, направляющей крестовины 8, станины 9 с поперечными направляющими 10, механизма //-15 ручной и автоматической подачи на глубину резания и
механизма ручной и автоматической поперечных подач.
Крестовый суппорт 7 станка выполнен в виде клина, перемещающегося по плоским поперечным направляющим.
Шлифовальная бабка / может быть скреплена со станиной 9 после перестановки ее по высоте винтовыми зажимами 4 с ручным или иным приводом. Направляющие шлифовальной бабки представляют собой опоры скольжения.
Направляющая крестовина 8 имеет продольный 16 и поперечный 17 направляющие шипы, расположенные взаимно перпендикулярно и связанные плоским ребром 18. Шипы могут быть выполнены как в виде опор качения, так и скольжения.
Верхний направляющий щип 16 входит в соответствующий продольный паз суппорта 7, а нижний - в поперечный паз станины 9. Суппорт 7 благодаря этому может перемещаться не только в поперечном, но и в продольном направлении. Вдоль направляющих щипов по оси продольного шина 16 параллельно ей расположены винт или гайка механизма подачи на глубину резания.
Станок работает следующим образом.
Изделие укладывается на стол и шлифовальная бабка перемещается к нему до соприкосновения с кругом 19. После этого окончательно устанавливаются упоры .продольного хода стола, и изделие щлифуется.
В конце поперечного хода (или продольной подачи) крестовый суппорт смещается в продольном направлении и приподнимает стол с изделием, осуществляя таким образом подачу на глубину резания.
После окончания обработки суппорт 7 возвращается в исходное положение.
Предмет изобретения
Плоскошлифовальный станок, содержащий шлифовальную бабку, жестко закрепленную
на станине, и стол с приводом, установленный на крестовом суппорте механизма подачи на глубину резания, отличающийся тем, что, с целью повышения жесткости и снижения уровня колебаний, крестовый суппорт выполнен в
виде клина, перемещающегося по плоским поперечным направляющим, располол-;енным наклонно к направлению продольного хода стола, и снабжен подвижной направляющей крестовиной, имеющей два взаимно перпендикулярных шипа, служащих для фиксации его в продольном и поперечном направлениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАСТОЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК | 1994 |
|
RU2089383C1 |
| КООРДИНАТНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2074081C1 |
| Станок для обработки ручьев переменного профиля прокатных валков | 1982 |
|
SU1060316A1 |
| СТАНОК ПЛОСКОШЛИФОВАЛЬНЫЙ ЭЛЕКТРОМЕХАНИЧЕСКИЙ | 1994 |
|
RU2080237C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Широкоуниверсальный фрезерный станок | 1990 |
|
SU1780939A1 |
| Токарный станок | 1983 |
|
SU1090506A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
/7
Pue.Z
