Изобретение относится к станкостроению. Известен станок для обработки выпуклой или вогнутой поверхностей прокатных валков, содержащий станину с установленным на станине столом с механизмом перемещения с приводом и снабженную приводом ручного перемещения заднюю бабку. На станине размещен механизм качения инструмента, содержащий салазки , с.набженные приводом поперечн.ого Перемещения, выполненным в виде гидроцилиндра., и несущие по цкладнуго пли ту , кинематически связанную с приводом поворота относительно салазок. На подкладной плите расположен узел подачи инструмента, выполненный в виде шлифовальной бабки/ кинематичес ки связанной с приводом продольного перемеще ния. На шлифовальной бабке размещен механизм вращения шлифоваль ного круга. Для управления приводами вращения заготовки, поворота плиты и /продольного перемещения шлифовальной бабки станок снабжен устройством программного управления l . Недостатком данного станка являет ся длительная технологическая подготовка программ, поскольку время, необходимое на. подготовку программы, соизмеримо со временем, затрачиваемым на обработку валков одного типоразмера, ч , Цель изобретения - повышение производительности обработки ручьев путем сокращения времени .технологи|Ческой подготЬвки. Поставленная цель достигается тем что в станке для обработки ручьев пе ременного прЬфиля прокатных валков, содержащем станийу с вертикально перемещаемым крестовым столом, установ ленный на столе узел вращений заготовки с приводом, вращающийся инстру ментальный шпиндель, узел подачи инструмента и систему управления, узел подачи инструмента размещен во вращающемся шпиндел е,а система управления выполнена в виде копирного устройства задания положения резца, размещенного в шпинделе и кинематически связанного с узлом подачи инструмента , и копирной головки положения заготовки, кинематически связанной с копирным устройством задания г1оложения резца. На фиг. 1 изображен станок для .обработки ручьев переменного профиля прокатных валков, продольный разрез; на фиг. 2 - кинематическая схема станка, на фиг. 3 - копирная головка задания положения заготовки; разрез А-А на фиг. 1} на фиг. 4 вид Б на-фиг. 3, на фиг. 5 - разрез В-В на фиг. 3. Станок содержит станину 1, на которой установлен стол 2 с механизма ми продольного, поперечного и вертикального перемещения, снабженными соответственно рукоятками 3-5 ручного управления.. На столе 2 установлен узел вращения заготовки, включающий вал б с оправкой 7 для крепления заготовки, снабженной фланцем 8, шайбой 9 и гайкой 10. Вал 6 установлен в подшипниках 11 и 12, соответстззенно размещенных в корпусе 13 и крышке 14, и кинематически связан через последовательно расположенные червячное колесо 15 и два связанных зубчатым зацеплением че вяка 16, зубчатое колесо 17 и червяк 18, конические шестеони 19 и 20 карданную передачу 21, карданные шарниры которой связаны шлицевым соединением 22, и коробку скоростей 23 с установленным на станине 1 приводом вращения 24. Узел вращения заготовки установлен на столе с возможностью вертикального перемещения, для чего корпус 13 помещен в вертикальных направляющих стола и подпружинен пружинами 25 и 26. Установка двух червяков 16 необходима для .обеспечения жесткого зацепления при попутной и встречной расточке. . На станине 1 установлен узел вращения инструмента, содержащий шпиндель 27, установленный в подьлипни- ковых узлах 28 и 29 и кинематически связанной клиноременной передачей 30, и коробка скоростей 31 с приводом .вращения 32, выполненным в виде электродвигателя, закрепленного на станине 1. Клиноременная передача закрыта кожухом 33. В шпинделе 27 размещен узел подачи инструмента, выполненного в виде резца 34, включающий резцедержатель 35, установленный с возможностью поперечного относительно шпинделя перемещения в направляющих последнего. Станок снабжен системой управления, включающей копирное устройство задания положения резца, размещенное в шпинделе 27 и кинематически связанное с резцедержателем 35, и копирную головку задания положения заготовки, размещенную на валу 6 узла вращения заготовки и кинематически связанную супомянутым копирным устройством. Копирное устройство задания положения резца имеет установленный с возможностью осевого перемещения относительно шпинделя 27 Г-образный кронштейн 36, несущий установленныйна линейках 37 и 38 с возможностью регулирования по высоте сменный копир 39, выполненный и установленный по форме образующей ручья. Копир 39 взаимодействует с подпружиненным упором 40, размещенным в шпинделе 27 с возможностью поперечного перемещения. Этот упор кинематически связан с резцедержателем 35 через жестко прикрепленную к нему зубчатую рей ку 41, зубчатые колеса 42 и 43 и же ко прикрепленную к резцедержателю 3 зубчатую рейку 44 Для исключения дисбаланса итиндель 27 снабжен противовесом 45. Копирная головка зада ния положения з.аготовки включает закрепленную на валу б сменную копирную шайбу 46, снабженную копирным пазом 47, вьтолненным по форме линии, ограничивающей дно ручья, и взаимодействующим с пальцем 48, жес ко связанным со столом. Копирная головка кинематически связана с копирным устройством задания положения резца через шлицево соединение 49, выполненное в оправке 7 и последовательно расположенны включающую шлицевое соединение 50 карданную передачу. 51, шестерни 52 и 53, закрепленную на одном валу с шестерней 53 шестерню 54, взаимодей ствующую с ней зубчатую рейку 55, связанную через подшипниковый узел 56 с рейкой 55 тягу 57, прикрепленную к Г-образному кронштейну 36. Для обеспечения реверсирования привода 24 при переходе со встречно на попутную расточку и наоборот на столе 2 размещены подключенные к це пи управления приводом 24 концевые выключатели 58 и 59, установленные с -возможностью регулирования их пол женин и взаимодействуювдиз скопирной шайбой 46 при ее крайних положениях Станок работает следующим обраг; зом. На вал 6 устаналивают копирную шайбу 46 с требуемым профилем копир нбго паза 47, а на кронштейн 36 39, выполненный по форме обра зующей ручья и установленный при по мощи линеек 37 и 38 под углом, соот ветствующим углу наклона образующей ручья к поперечному сечению валка. При обработке рУчьев .с прямолинейной образующей копир не заменяется, а изменяется только угол его наклон В случае криволинейной образующей ручья устанавливают копир соответст вующей конфигурации. Кронштейн.36 отводят в правое крайнее положение, при этом резцедержатель 35 устанавливается в исходное положение соосн оси вращения шпинделя 27. Затем заготовку 60 устанавливают н,а оправку 7, располагая торец ручья параллельно плоскости вращения режущей кромки резца и фиксируют шайбой 9 и гайкой 10. Посредством перемещения стола в трех направлениях совмещают торец ручья с плоскостью вращения резца и плоскость симметрии ручья с осью вращения шпинделя, а также подводят заготовку к резцу на заданную глубину резания. Включают привод 32, приводя шпиндель 27 и резец 34 во вращение с заданной скоростью. Вместе со шпинделем вращается и копирное устройство задания положения , резца. Включают привод 24, установив предварительно скорость вращения на коробке скоростей 23. Вращение привода 24 через кинематическую цепь передается на вал 6, который поворачивает.заготовку и копирную шайбу 46 по часовой.стрелке происходит встречная обработку). При этом резец врезается в заготовку. Одновременно копирный паз 47, перемещаясь по пальцу-.48, перемещает копирную шайбу 46 и, соответственно, вал 6 и заготовку 60 в верхнее или нижнее положение в завис 1мости от ф.ормы паза. Одновременно через шлиц вое соединение 49 и далее по кинематической цепи вращение передается на,шестерню 54, которая перемещает зубчатую рейку 55 и связанный с ней Г-образный кронштейн 36 влево. При этом копир 39 перемещает упор 40 и кинематически связанный с ним резцедержатель 35 и соответственно резец 34 в.направлении оси вращения шпинделя (для момента положения шпинделя, как на фиг. 1, вниз). При повороте заготовки на длину ручья копирная . шайба нажимает на концевой выключатель 58 (фиг. 4), сигнал от которого переключает привод 24 на вращение в противоположном направлении. Одновременно стол 2 подают вверх на глубину очередного врезания резца, заготовка поворачивается в противоположном направлении (происходит попутная расточка.) , и обработка ведется описанным выше образом. При повороте заготовки опять-на длину ручья копирная шайба нажимает концевой выключатель 59 и процесс обработки продолжается до образования требуемого ручья„ Использование предложенного станка -для обработки ручбев переменного профиля на секторах-штампах ковочных вальцфв значительно сокращает процесс обработки.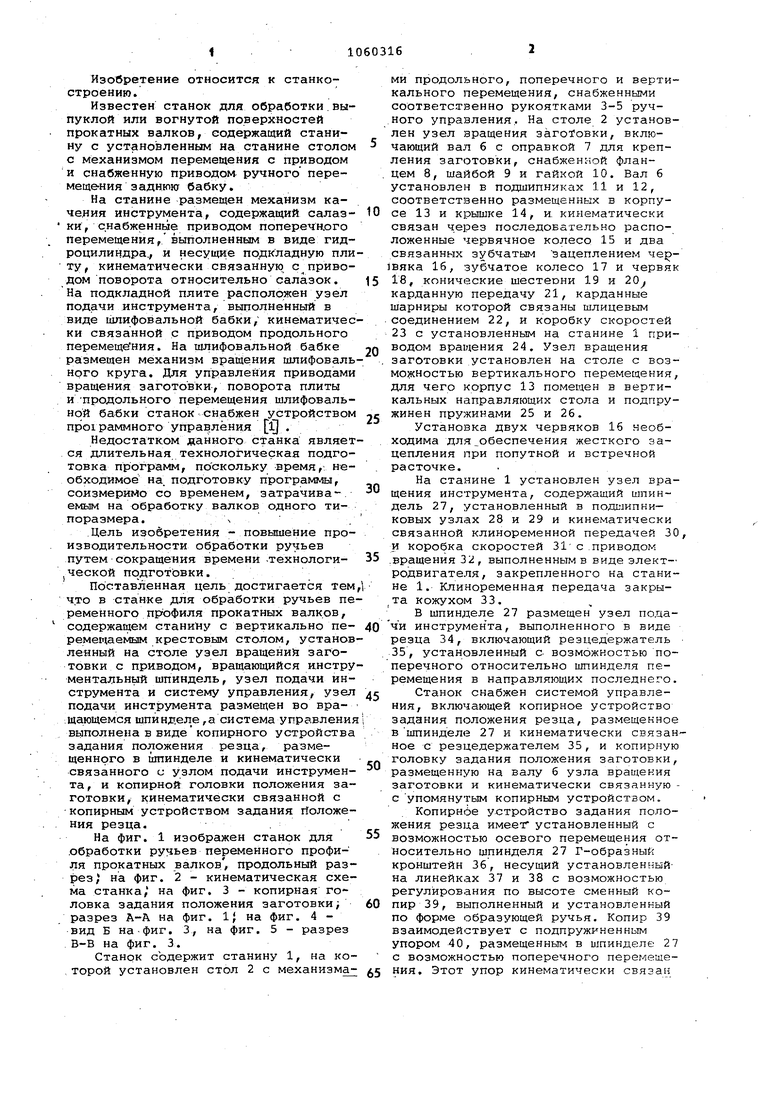

| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНЫЙ СТАНОК | 1968 |
|
SU231299A1 |
| Станок для обработки ручьев валковпильгЕРСТАНА | 1969 |
|
SU296364A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| Станок для обработки поршней | 1976 |
|
SU656744A1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 1992 |
|
RU2056981C1 |
| Способ обработки фасонной поверхности камеры сгорания поршня цилиндра и устройство для его осуществления | 1980 |
|
SU975211A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| Устройство для обработки керамических валков | 1982 |
|
SU1049257A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |

СТАНОК ДЛЯ ОБРАБОТКИ РУЧЬЕВ ПЕРЕМЕННОГО ПРОФИЛЯ ПРОКАТНЫХ ВАЛКОВ,, содержащий станину с вертикально перемещаемым крестовым столом, установленный на столе узел вращения «ШЛ J7 да да jf V АЛ Ч Л заготовки с приводом, вращающийся инструментальный шпиндель, узел подачи инструмента и систему управления, отличающийся тем, что, с целью повьлления производительности, узел подачи инструмента размещен во вращающемся шпинделе, а система управления выполнена в врде копирного устройства задания положения .- . .резца, размещенного в шпинделе и кинематически связанного с узлом подачи инструмента, и копирной головки, положения заготовки, кинематическисвязанной с копирным устройством задания положения резца. (Л if SB о о со о J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР 755521 | |||
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
