Изобретение относится к машиностроению и может быть использовано в станкостроении при производстве станков для шлифования деталей типа тел вращения, например, в подшипниковой промышленности для врезного шлифования фасонных рабочих поверхностей роликов роликовых подшипников, а также дорожек качения внутренних колец подшипников как шариковых, так и роликовых.
Известны круглошлифовальные станки, например универсальный круглошлифовальный станок [1], предназначенный для шлифования цилиндрических и конических деталей, содержащий станину с поперечными направляющими, установленный на них суппорт с шлифовальной бабкой и шпинделем с закрепленным на нем шлифовальным кругом, а также устройство для правки шлифовального круга, устройство для закрепления и вращения детали, механизм компенсации износа шлифовального круга и механизм подачи шлифовальной бабки на деталь. При этом суппорт со шлифовальной бабкой смонтирован на роликовых направляющих.
Устройство для правки шлифовального круга выполнено в виде жестко закрепленного на задней бабке алмазного карандаша. В станке автоматизированы циклы врезного и продольного шлифования. При этом механизмы продольной и врезной подач, а также перемещения шлифовальной бабки работают от гидропривода.
К недостаткам данного круглошлифовального станка можно отнести то, что на нем нельзя шлифовать короткие детали с фасонной поверхностью, требующие получения высокой точности формы, а также выполнения профильных поверхностей с высокой точностью размеров их диаметров.
Наиболее близким к заявляемому техническому решению является круглошлифовальный станок [2], содержащий станину с поперечными направляющими, установленный на них суппорт со шлифовальной бабкой и шпинделем с закрепленным на нем шлифовальным кругом, а также устройство для правки шлифовального круга, устройство для закрепления и вращения детали, механизм компенсации износа шлифовального круга и механизм подачи шлифовальной бабки на деталь.
При этом устройство для правки шлифовального круга, выполнено в виде унифицированного устройства, которое сообщает алмазному карандашу продольное перемещение от двигателя или от рукоятки продольного перемещения, а поперечное перемещение устанавливается вручную соответствующей рукояткой. Обрабатываемая деталь устанавливается между шлифующим и ведущим кругами на опорном ноже так, чтобы центры деталей были несколько выше линии центров обоих кругов. Механизм подачи шлифовальной бабки на деталь при врезном шлифовании выполнен в виде гидрофицированного механизма перемещающего ходовой винт вдоль его оси (без вращения) вместе со шлифовальной бабкой. При окончании шлифования гидроцилиндр отводит бабку от детали.
К недостаткам данного круглошлифовального станка можно отнести то, что он не обеспечивает шлифование поверхностей вращения сложного профиля, а также не позволяет получить изделия с высокой точностью выполнения геометрической формы одинаковых диаметров профильных поверхностей, поскольку станок имеет высокую погрешность размерности обработанных деталей, что обусловлено конструктивным выполнением шлифовальной бабки и ее повышенной вибрацией.
Кроме того, данный станок имеет недостаточно высокую технологичность, что обусловлено тем, что при врезном шлифовании за один рабочий ход выполняется только одна операция - или правка шлифовального круга, или обработка детали.
Также к недостаткам можно отнести невысокую производительность станка.
В основу изобретения поставлена задача создания такого круглошлифовального станка, в котором путем усовершенствования конструкции повышается геометрическая точность обработки деталей профильных поверхностей тел вращения сложного профиля, снижается погрешность размерности обработанных деталей с одновременным повышением производительности станка, а также достигается расширение технологических возможностей.
Поставленная задача решается тем, что в известном круглошлифовальном станке, содержащем станину с поперечными направляющими, установленный на них суппорт с шлифовальной бабкой и шпинделем с закрепленным на нем шлифовальным кругом, а также устройство для правки шлифовального круга, устройство для закрепления и вращения детали, механизм компенсации износа шлифовального круга, механизм подачи шлифовальной бабки на деталь, согласно изобретения, станина станка содержит дополнительные продольные направляющие, на которых установлен стол с закрепленным на нем устройством для правки шлифовального круга, выполненным в виде шпинделя с закрепленным на нем правящим роликом и приводом его вращения, при этом на столе расположены два устройства для закрепления и вращения деталей, установленные навстречу друг другу, а шлифовальная бабка содержит два соосных шлифовальных круга, расположенных на заданном расстоянии друг от друга, при этом шлифовальная бабка выполнена поворотной относительно оси, параллельной оси вращения шпинделя шлифовальных кругов; а механизм подачи шлифовального круга на деталь выполнен с вертикальным расположением винта подачи, на верхний конец которого в процессе шлифования деталей и правки шлифовальных кругов опирается шлифовальная бабка.
При этом ось поворота шлифовальной бабки выполнена путем сопряжения двух центров, входящих во взаимодействие с центровыми гнездами.
Кроме того, центровые гнезда запрессованы в корпус шлифовальной бабки с двух противоположных ее сторон.
При этом оба центра оси поворота шлифовальной бабки закреплены на кронштейне, жестко связанным с суппортом, причем один из них закреплен на кронштейне неподвижно, а другой подпружинен вдоль своей оси.
Кроме того, станок снабжен загрузочным устройством для подачи и перемещения деталей.
Выполнение станины станка с дополнительными продольными направляющими, обеспечивает установку стола с закрепленным на нем устройством для правки шлифовального круга, выполненным в виде шпинделя с закрепленным на нем правящим роликом и приводом его вращения, повышает технологические возможности станка.
Расположение на столе двух устройств для закрепления и вращения деталей, установленных навстречу друг другу, позволяет производить предварительную и окончательную обработку детали последовательно на одном станке за один цикл перемещения стола (т.е за один двойной ход стола), что повышает производительность станка.
Выполнение шлифовальной бабки с двумя соосными шлифовальными кругами, расположенными на заданном расстоянии друг от друга позволяет повысить технологические возможности станка, поскольку обеспечивает выполнение двух операции одновременно за один рабочий ход стола: на одной позиции один шлифовальный круг обрабатывает деталь, а второй шлифовальный круг в это время проходит правку.
Выполнение шлифовальной бабки поворотной относительно оси, параллельной оси вращения шпинделя шлифовальных кругов, а механизма подачи шлифовального круга на деталь с вертикальным расположением винта подачи, на верхний конец которого в процессе шлифования деталей и правки шлифовальных кругов опирается шлифовальная бабка, обеспечивает жесткость конструкции и постоянство расстояния от режущей кромки шлифовального круга до обрабатываемой поверхности деталей, что повышает размерную точность обработки детали, т.е. снижает погрешность размерности обработанных деталей.
Выполнение оси поворота шлифовальной бабки путем сопряжения двух центров, входящих во взаимодействие с центровыми гнездами, которые запрессованы в корпус шлифовальной бабки с двух противоположных ее сторон, повышает жесткость закрепления шлифовальной бабки, что снижает ее вибрацию и повышает геометрическую точность обработки детали.
Благодаря тому, что оба центра оси поворота шлифовальной бабки закреплены на кронштейне, жестко связанном с суппортом, причем один из которых закреплен на кронштейне неподвижно, а другой подпружинен вдоль своей оси, обеспечивается компенсирование теплового расширения и повышается надежность работы устройства.
Наличие загрузочного устройства для подачи и перемещения деталей позволяет автоматизировать станок и повысить производительность труда.
Таким образом, предложенная конструкция круглошлифовального станка расширяет технологические возможности станка, обеспечивает высокую жесткость станка и высокую геометрическую точность обработки деталей, значительно уменьшает погрешность размерности обработанных деталей. Данный станок позволяет обрабатывать детали с высокой одноразмерностью диаметров профильных поверхностей при высокой производительности.
Суть изобретения поясняется чертежами, где:
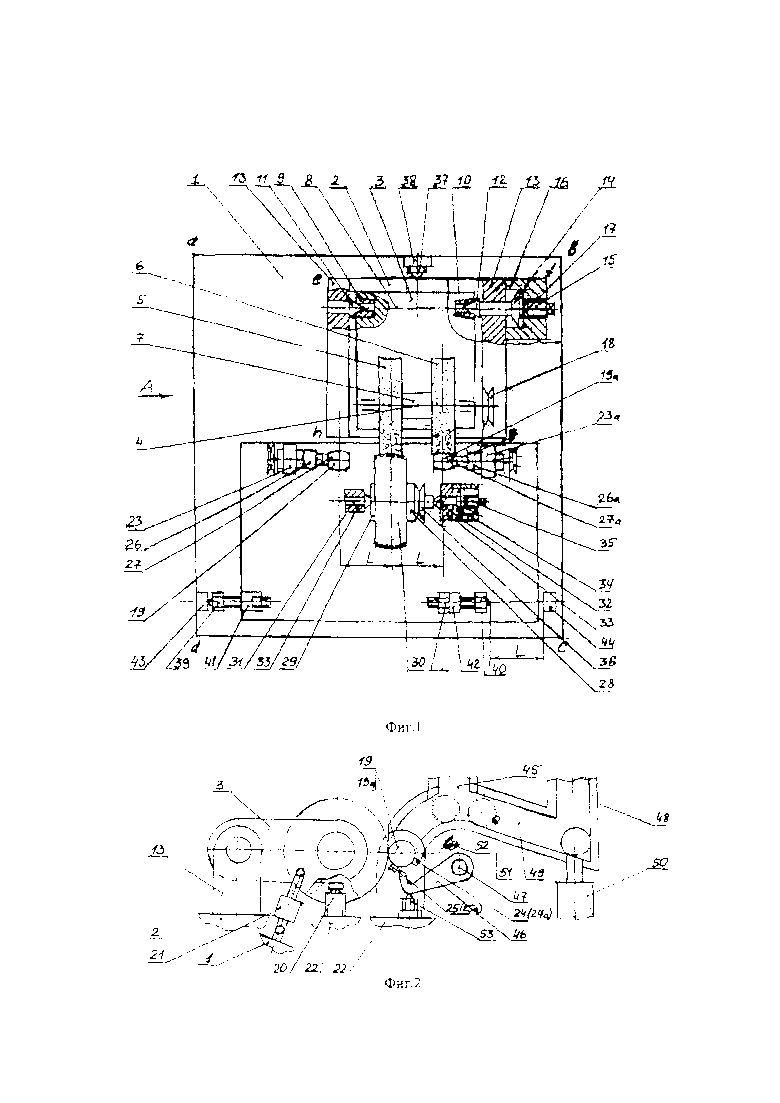
На фиг. 1 представлена схема круглошлифовального станка - вид сверху;
на фиг. 2 - вид станка по стрелке А (повернуто).
Круглошлифовальный станок содержит станину (1), как показано на фиг. 1 линиями видимого контура «а b с d а», поперечные направляющие расположенные на станине (1), (не показано), суппорт (2), как показано на фиг.1 линиями видимого контура «е f g h е», со шлифовальной бабкой (3), на шпинделе (4) которой закреплены два соосных шлифовальных круга (5) и (6) с проставкой (7), расположенных на заданном расстоянии друг от друга. При этом шлифовальная бабка (3) выполнена с возможностью реверсивного поворота вокруг геометрической оси (8), параллельной оси вращения шлифовальных кругов (5) и (6), действительная ось которой выполнена путем сопряжения двух центровых гнезд (9) и (10), запрессованных в корпус шлифовальной бабки (3) с двух противоположных ее сторон, и двух центров (11) и (12), входящих во взаимодействие с центровыми гнездами (9) и (10). Центр (11) закреплен в кронштейне (13), жестко связанным с суппортом (2), а центр (12) имеет возможность перемещения в кронштейне (13) вдоль своей оси под действием тарельчатой пружины (14), усилие действия которой регулируется винтом (15), расположенном в крышке (16), через посредство шайбы (17). Вращение шпинделя (4) осуществляется через шкив (18). Шлифовальная бабка (3) при своем повороте в рабочее положение, т.е. для правки шлифовальных кругов (5) и (6) или для шлифования деталей (19) и (19а), опирается на верхний конец винта (20) механизма подачи шлифовальных кругов (5) и (6) на детали (19) и (19а) (на фиг.2 показан только винт (20) механизма подачи).
Для перемещения шлифовальной бабки (3) в верхнее и нижнее положения, а также дополнительного прижатия суппорта (2) со шлифовальной бабкой (3) к направляющим станины (1) и перемещения суппорта (2) в исходное положение служит гидроцилиндр (21), корпус которого шарнирно связан со станиной (1), а поршень, также шарнирно - с шлифовальной бабкой (3). На станине (1) выполнены дополнительные продольные направляющие (не показано), на которых установлен стол (22), на котором расположены два устройства (23) и (23а) для закрепления и вращения деталей (19) и (19а), установленных навстречу друг другу. При этом каждая деталь (19) и (19а) устанавливается на паре жестких радиальных опор (24), (24а) и 25, (25а) и приводятся во вращение от магнитного патрона (26), (26а) и планшайбы (27), (27а).
На столе (22) станка расположено также устройство (28) для правки шлифовальных кругов (5) и (6). Устройство (28) для правки шлифовальных кругов выполнено в виде шпинделя (29) с приводом его вращения, на котором закреплен правящий ролик (30). Шпиндель (29) выполнен в виде центровой оправки с жестко вмонтированными в ее торцы центровыми гнездами (не показано), которые сопряжены с центрами (31) и (32) закрепленными в кронштейне (33), смонтированном на столе (22) станка, причем центр (31) закреплен в кронштейне (33) жестко, а центр (32) имеет возможность перемещения в нем вдоль своей оси под действием тарельчатой пружины (34), усилие действия которой регулируются винтом (35). Вращение шпинделя (29) правящего ролика (30) приводится от привода его вращения посредством шкива (36). Механизм компенсации износа шлифовальных кругов показан на фиг.1 только его конечными исполнительными звеньями, т.е. парой винт (37) - гайка (38), из которых гайка (38) закреплена неподвижно на станине (1), а винт (37) выполнен подвижным и своим концом при вращении толкает суппорт (2) со шлифовальной бабкой (3) в направлении обрабатываемых деталей. Станок снабжен также двумя регулировочными упорами (39) и (40), закрепленными на столе (22) через посредство кронштейнов (41) и (42) и двумя неподвижными упорами (43) и (44). закрепленными на станине (1) станка. Станок снабжен также загрузочным устройством и устройством для передачи деталей, обработанных на первой позиции (операция предварительной обработки детали) на вторую позицию для окончательной обработки, которые включают загрузочный лоток (45), выбрасыватель (46), поворотный вокруг оси (47), подъемник (48) связанный лотком со второй позицией обработки детали (не показано). Выгрузочный лоток (49) снабжен гидро или пневмоцилиндром (50), отсекателем (51) и упорами (52) и (53).
Круглошлифовальный станок работает следующим образом.
Стол (22) установлен в крайнем левом положении, как показано на фиг. 1.
При включении станка шлифовальная бабка (3) с шлифовальными кругами (5) и (6) под действием гидроцилиндра (21) поднимается в верхнее положение. При этом деталь (19) находится в позиции ее загрузки и выгрузки, шлифовальный круг (5) - против правящего ролика (30), а шлифовальный круг (6) - против детали (19а). Деталь (19) вручную или с помощью загрузочного устройства загружается в положение ее обработки и устанавливается между двумя жесткими радиальными опорами (24) и (25) рядом с планшайбой (27).
При включении автоматического цикла работы станка включается вращение шпинделя устройства (23), планшайба (27) под действием магнитного патрона (26) намагничивается и притягивает деталь (19) к своему торцу. Деталь (19) начинает вращаться и прижимается действующими на нее силами к радиально жестким опорам (24) и (25) (деталь (19) находится в режиме ожидания обработки).
Затем стол (22) перемещается в крайнее правое положение, совершая один рабочий ход.
При этом шлифовальный круг (5) устанавливается против детали (19), а шлифовальный круг (6) - против правящего ролика (30).
При этом регулировочный упор (40) упирается в неподвижный упор (44), шлифовальная бабка (3) опускается в нижнее положение, производится шлифование детали (19) и правка шлифовального круга (6).
При перемещении стола (22) в крайнее правое положение происходит компенсация износа шлифовальных кругов.
Для этого винт (37) механизма компенсации износа шлифовальных кругов своим передним концом при вращении перемещает по поперечным направляющим (не показано) станины (1) суппорт (2) с шлифовальной бабкой (3) в направлении обрабатываемых деталей на величину износа шлифовального круга с некоторым запасом, достаточным до полного восстановления положения режущей кромки шлифовального круга после его правки.
Операция компенсации износа производится перед правкой шлифовального круга (6), который обеспечивает максимальную точность геометрических и размерных параметров окончательно прошлифованной детали (19а).
Шлифование детали (19) и правка шлифовального круга (6) заканчивается, когда винт (20) дойдет до жесткого упора (не показано). Происходит один цикл работы станка за один рабочий ход стола.
После окончания предварительного шлифования детали (19) шлифовальным кругом (5) и правки шлифовального круга (6), производят выгрузку детали (19) в зону окончательной обработки. При этом деталь (19) через выгрузочный лоток (49) попадает в подъемник (48) и штоком цилиндра (50) поднимается в передающий лоток (не показано) и далее попадает в загрузочный лоток (45), после чего попадает в зону обработки на вторую позицию для окончательного шлифования.
Далее шлифовальная бабка (3) поднимается и стол (22) перемещается в крайнее левое положение.
Шлифование детали (19а) производится в крайнем левом положении стола (22) при одновременной правке шлифовального круга (5) и загрузке детали (19) в позицию ее предварительной обработки.
При этом шлифовальная бабка (3) опускается в нижнее положение.
Опускание шлифовальной бабки 3 в нижнее рабочее положение происходит сначала со скоростью быстрого подвода до касания с винтом 20 механизма подачи, а затем - со скоростью рабочей подачи, которая задается скоростью вращения винта 20.
Шлифование детали (19а) и правка шлифовального круга (5) заканчивается, когда винт (20) дойдет до жесткого упора (не показано). Происходит один цикл работы станка за один рабочий ход стола.
Далее шлифовальная бабка (3) поднимется в верхнее положение и стол (22) перемещается в крайнее правое положение, совершая один рабочий ход.
Установка детали (19а) в устройстве (23 а) на радиальные жесткие опоры (24а) и (25 а) рядом с планшайбой (27а) производится аналогично установке детали (19) в устройстве (23) и производится окончательная обработка детали (19а) с последующей выгрузкой.
После окончательного шлифования деталь (19а) направляется на выгрузку.
В дальнейшем цикл обработки деталей повторяется.
Цикл работы станка следующий:
1. Стол (22) находится в крайнем левом положении.
1.1 Шлифовальная бабка (3) находится в верхнем положении.
1.2 Загрузка деталей (19) в устройство (23).
2. Перемещение стола (22) в крайнее правое положение.
2.1. Компенсация износа шлифовальных кругов.
3. Стол 22 находится в крайнем правом положении.
3.1. Загрузка детали 19а в позицию окончательной обработки.
3.2. Опускание шлифовальной бабки 3 в нижнее положение.
3.3. Шлифование детали 19 в позиции предварительной обработки.
3.4. Правка шлифовального круга 6.
3.5. Подъем шлифовальной бабки 3.
4. Стол (22) перемещается в крайнее левое положение.
5. Стол 22 находится в крайнем левом положении.
5.1. Опускание шлифовальной бабки 3 в нижнее положение.
5.2. Шлифование детали 19а в позиции окончательной обработки.
5.3. Правка шлифовального круга 5.
5.4 Выгрузка детали 19 и передача ее на вторую позицию для окончательной обработки.
В дальнейшем цикл обработки деталей повторяется.
Таким образом, за двойной ход перемещения стола получают одну готовую деталь, т.е. совершают два цикла обработки детали: предварительное и окончательное шлифование с одновременной правкой, при этом правку шлифовального круга (6) производят перед окончательным шлифованием детали (19а). Поскольку предварительное и окончательное шлифование производят на одном станке, то на окончательное шлифование можно оставить минимальный и стабильный припуск, что обеспечивает наилучший результат работы станка, как по качеству обработки, так и по его производительности.
В результате такого конструктивного выполнения станка осуществляются две операции одновременно за один рабочий ход: на одной позиции один круг обрабатывает деталь, а второй в это время проходит правку, затем на второй позиции во время следующего рабочего хода другой круг обрабатывает деталь, а первый в это время проходит правку. Таким образом, за один двойной рабочий ход стола проходит два цикла обработки детали.
Данный станок обеспечивает шлифование деталей типа тел вращения, врезное шлифования фасонных рабочих поверхностей роликов роликовых подшипников, а также дорожек качения внутренних колец подшипников как шариковых, так и роликовых и других подобных деталей.
Таким образом, использование предложенного технического решения выполнения круглошлифовального станка позволяет повысить геометрическую точность обработки деталей профильных поверхностей тел вращения сложного профиля, снижает погрешность размерности обработанных деталей с одновременным повышением производительности станка, а также расширяет его технологические возможности, поскольку за один двойной рабочий ход стола станка одновременно обеспечивается осуществление таких двух операций, как обработка детали одним шлифовальным кругом и правка другого шлифовального круга с последующим чередованием позиций, что позволяет за один двойной ход стола производить предварительную и окончательную обработку профильных деталей.
Источники информации
1. В.В. Лоскутов «Шлифование металлов», Москва, Машиностроение 1985 г. (мод. 3М151, стр. 71, рис. 55).
2. 3М184 станок круглошлифовальный бесцентровый (бесцентровошлифовальный), Веб-страница Интернет http://stanki-katalog.ru/sprav_3ml84.htm.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2003 |
|
RU2264906C2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2006 |
|
RU2319598C2 |
| СПОСОБ ШЛИФОВАНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ НА УСТРОЙСТВЕ ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2007 |
|
RU2353500C2 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Круглошлифовальный станок для врезного шлифования | 1972 |
|
SU592583A1 |
| Бесцентровый круглошлифовальный станок с удлиненным ходом корпуса ведущего круга | 1979 |
|
SU1014687A1 |
Изобретение относится к машиностроению и может быть использовано при врезном шлифовании, например, роликов подшипников, а также дорожек качения внутренних колец подшипников. Станок содержит станину с поперечными направляющими, установленный на них суппорт со шлифовальной бабкой и шпинделем с закрепленными на нем двумя шлифовальными кругами. На продольных направляющих станины установлен стол с закрепленным на нем устройством для правки шлифовального круга, выполненным в виде шпинделя с правящим роликом и приводом его вращения. На столе расположены два устройства для закрепления и вращения деталей. Шлифовальная бабка выполнена поворотной относительно оси, параллельной оси вращения шпинделя шлифовальных кругов, а механизм ее подачи - с вертикальным расположением винта подачи, на верхний конец которого в процессе шлифования деталей и правки шлифовальных кругов опирается шлифовальная бабка. В результате повышаются геометрическая точность и производительность обработки деталей сложного профиля. 4 з.п. ф-лы, 2 ил.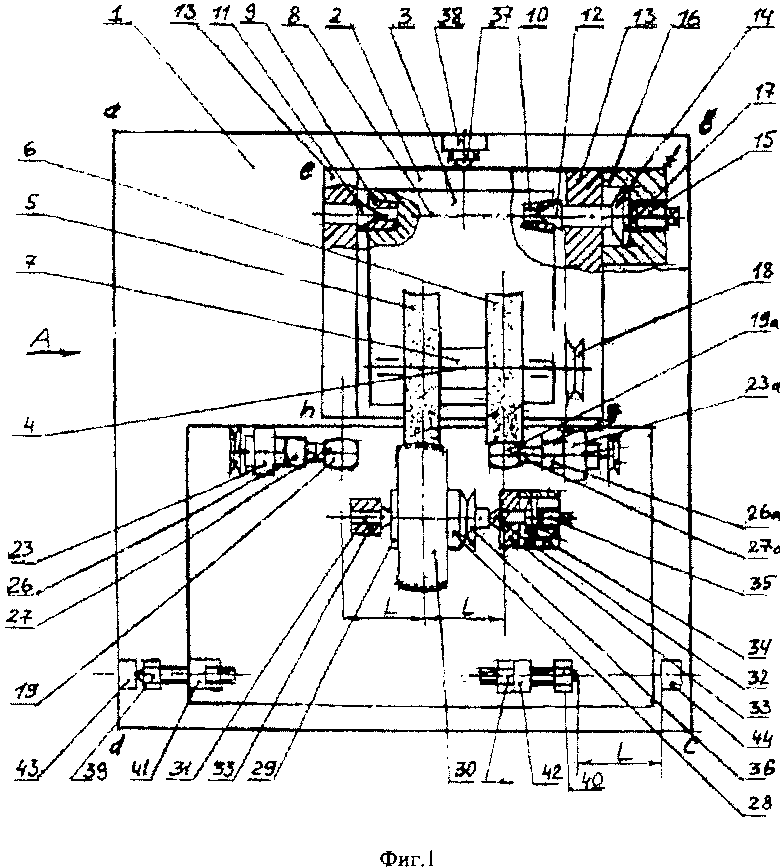
1. Круглошлифовальный станок, содержащий станину с поперечными направляющими, установленный на них суппорт со шлифовальной бабкой и шпинделем для закрепления шлифовальных кругов, устройство для правки шлифовального круга, механизм компенсации его износа и механизм подачи шлифовальной бабки на обрабатываемую деталь, отличающийся тем, что станина выполнена с дополнительными продольными направляющими, на которых установлен стол с закрепленным на нем устройством для правки шлифовального круга, выполненным в виде шпинделя с закрепленным на нем правящим роликом и приводом его вращения, при этом на столе расположены два устройства для закрепления и вращения деталей, установленные навстречу друг другу, а шлифовальная бабка содержит два соосно расположенных на заданном расстоянии друг от друга шлифовальных круга, причем шлифовальная бабка выполнена поворотной относительно оси, параллельной оси вращения шпинделя шлифовальных кругов, а механизм подачи шлифовальной бабки на деталь выполнен с вертикально расположенным винтом подачи, на верхний конец которого в процессе шлифования деталей и правки шлифовальных кругов опирается шлифовальная бабка.
2. Круглошлифовальный станок по п. 1, отличающийся тем, что ось поворота шлифовальной бабки выполнена с обеспечением сопряжения двух центров с центровыми гнездами, входящими во взаимодействие.
3. Круглошлифовальный станок по п. 2, отличающийся тем, что центровые гнезда запрессованы в корпус шлифовальной бабки с двух противоположных ее сторон.
4. Круглошлифовальный станок по п. 2, отличающийся тем, что оба центра оси поворота шлифовальной бабки закреплены на кронштейне, жестко связанном с суппортом, причем один из них закреплен на кронштейне неподвижно, а другой - подпружинен вдоль своей оси.
5. Круглошлифовальный станок по п. 1, отличающийся тем, что он снабжен загрузочным устройством для подачи и перемещения деталей.
| ЛОСКУТОВ В.В | |||
| Шлифование металлов, М., Машиностроение, 1985, с | |||
| Аппарат для радиометрической съемки | 1922 |
|
SU124A1 |
| Огнетушитель | 0 |
|
SU91A1 |
| Экономайзер | 0 |
|
SU94A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| Круглошлифовальный станок для врезного шлифования | 1972 |
|
SU592583A1 |
| US 2000288 A1, 07.05.1935. | |||

