Известны устройства для алмазной правки фассонных абразивных кругов, в которых вершина алмаза совмещена с осью алмазодержателя.
Предлагаемое устройство отличается тем, что позволяет производить более точную правку сложнофасонных профилей абразивных кругов путем непрерывного обеспечения нормального положения оси алмаза к заправляемому профилю и применения масштабного профилирования.
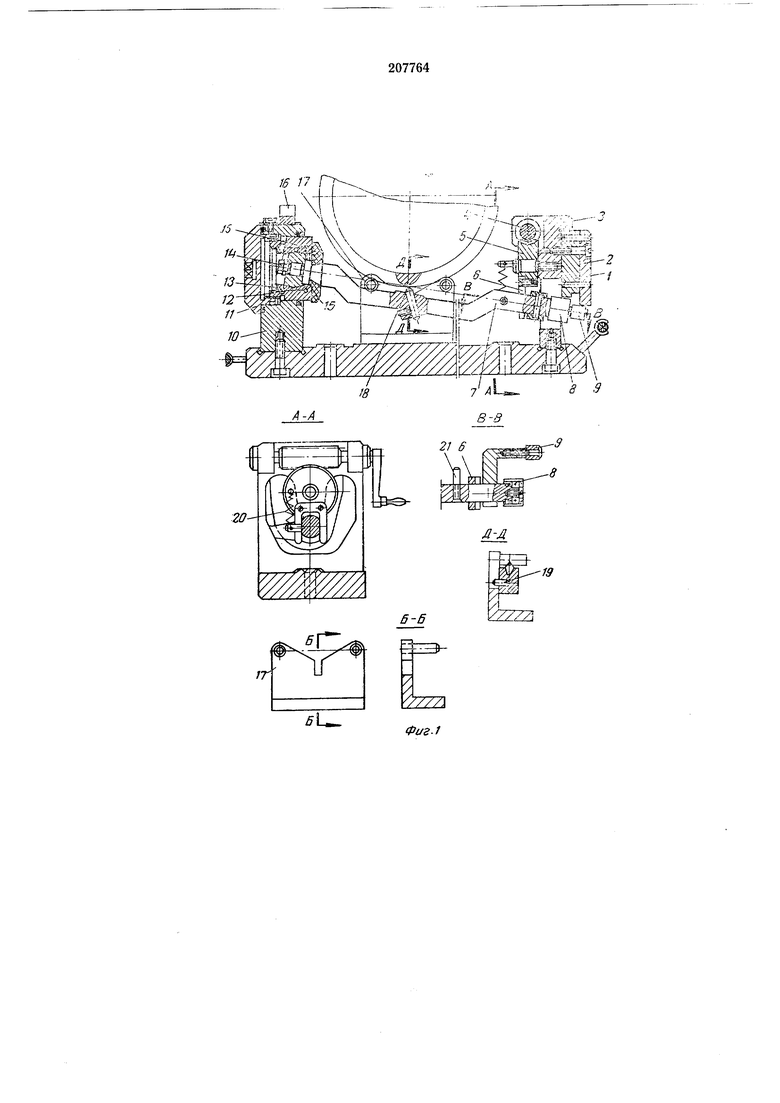
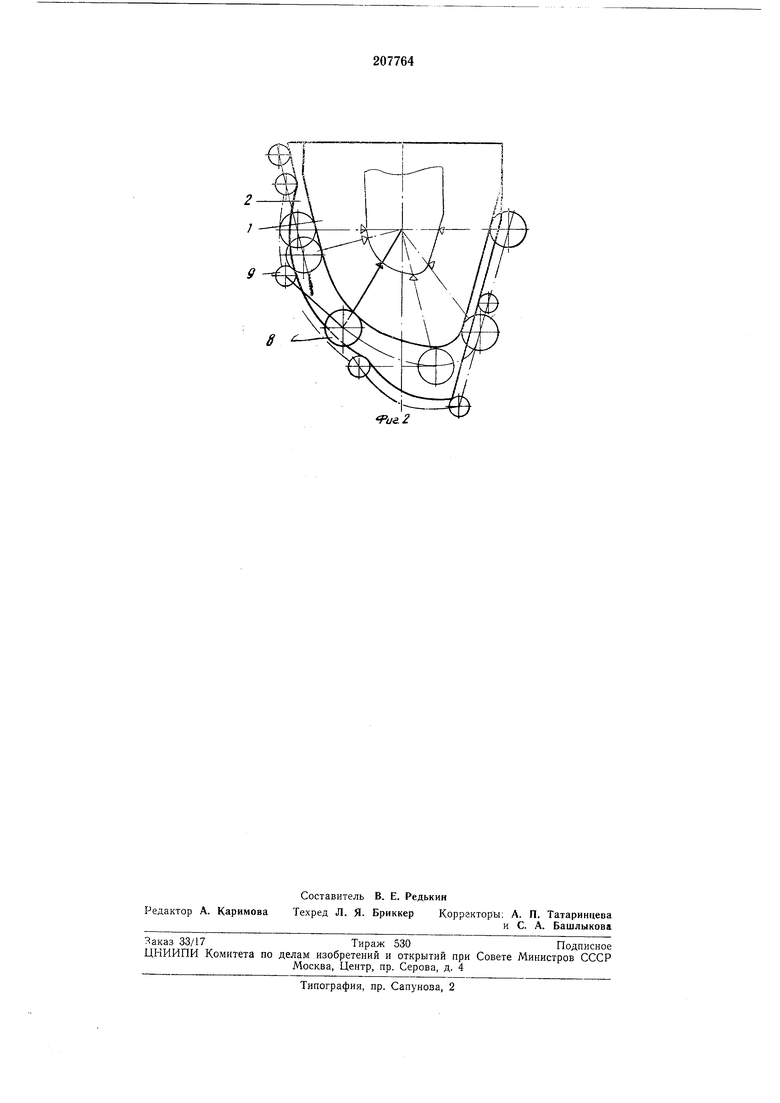
На фиг. 1 изображено устройство для алмазной правки; на фиг. 2 - относительное расположение контуров заправляемого профиля абразивного круга, профилей основного копира и копира доворота.
Алмаз на фиг. 2 изображен треугольником, вершина которого направлена всегда нормально к заправляемой поверхности.
Устройство для алмазной правки фасонных абразивных кругов (фиг. 1) состоит из трех частей: узла копирования, узла шарнира и узла алмазодержателя. Узел копирования состоит из блока копиров: основного копира / и копира доворота 2, стойки 3, червячной пары, состояш,ей из червяка 4 и червячного сектора 5, поводка 6, закрепленного на червячном секторе и передаюш,его движение от привода на алмазодержатель 7, один конец которого имеет вильчатую форму с двумя роликами: основным роликом 8 и вспомогательным 9. Другой конец алмазодержателя закреплен в сферическом шарнире. Узел шарнира состоит из стойки 10, лимба гайки 11, позволяюш,ей перемеш,ать обойму 12 от среднего положения на несколько миллиметров. Крепление наружного сферического кольца шарнира в обойме 12 и крепление алмазодержателя в сферическом внутреннем кольце шарнира производится, соответственно, гайкой 13 и болтом 14. Зашита шарнира от абразивной пыли производится упругим уплотнением 15. Установка приспособления относительно абразива производится по габаритам 16 и 17.
Габарит 16 имеет профиль, равный заправляемому профилю. По нему абразивный круг выставляется в оптимальное положение в вертикальной осевой плоскости устройства. По габариту 17, имеюш,ему форму вилки, устройство вершиной алмаза /8 выставляется в вертикальной осевой плоскости абразивного круга. Габарит 17 выставляется симметрично вершине алмаза с помощью штифта 19 в алмазодержателе.
Алмаз прижимается к профилируемой поверхности пружиной 20, соединенной через шпильку 21 с алмазодержателем.
тель 7 может перемещаться относительно сферического шарнира по основному копиру / с помощью основного ролика 8 и дополнительно поворачиваться под действием вспомогательного ролика 9, обкатывающегося по копиру доворота 2.
Основной копир / имеет такой профиль, что ось алмазодержателя 7, совмещенная с осью основного ролика 8, обкатывающегося по основному копиру 1, описывает такую поверхность, что любое ее сечение, перпендикулярное оси устройства, будет подобно профилю на абразивном круге.
Профиль копира доворота 2 рассчитан таким образом, что обкатывающийся по нему вспомогательный ролик 9 алмазодержателя 7 обеспечивает нормальное положение плоскости, проходящей через оси алмаза 18 и алмазодержателя 7, к заправляемому профилю.
Верщина алмаза 18, совмещенная с осью алмазодержателя 7, устанавливается на таком расстоянии от центра сферического шарнира, что при своем движении она описывает
профиль, равный заданному профилю на абразивном круге.
Дополнительная установка алмаза 18, компенсирующая погрешности установки по калибру и погрешности, вызванные усилиями при правке, производится осевым перемещением сферического шарнира с алмазодержателем 7 относительно копиров 1 и 2.
Предмет изобретения
1. Устройство для алмазной правки фасонных абразивных кругов по увеличенному копиру, состоящее из алмазодержателя, узла
копирования и шарнира,- отличающееся тем, что, с целью повыщения точности правки, применен копир доворота, установленный параллельно увеличенному копиру, и сферический шарнир.
2. Устройство по п. 1, отличающееся тем, что алмаз расположен на алмазодержателе, в точке, делящей его в отношении, соответствующем масштабу профилирования.
1(Ш 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки фасонного шлифовального круга | 1989 |
|
SU1684004A1 |
| Правильное устройство для правки фасонного профиля шлифовального круга | 1971 |
|
SU544546A1 |
| Устройство для правки фасонного шлифовального круга | 1986 |
|
SU1450988A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ | 1971 |
|
SU301264A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ правки шлифовального круга | 1989 |
|
SU1689049A1 |
| Устройство для правки фасонногошлифОВАльНОгО КРугА | 1979 |
|
SU814692A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ФАСОННОГО ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076037C1 |
| УСТРОЙСТВО для ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1970 |
|
SU268933A1 |
| УСТРОЙСТВО для БЕСКОПИРНОЙ ПРАВКИ ШЛИФОВАЛЬНЫХКРУГОВ | 1970 |
|
SU282087A1 |
21 6
Д-Д
6-6
гг
IT
Фиг-1
fus.2
