В основном авт. св. № 168406 описан агрегат для отливки двухслойных тел вращения с автоматической системой связи узлов.
Предлагаемый агрегат отличается тем, что в автоматической системе установлено корректирующее устройство, в котором датчик и блок задания температуры первой дозы металла соединены через сумматор и исполнительный механизм с реле времени.
Это позволяет устранить брак по расслоению н перемещиванию слоев отливки из-за колебаний температуры заливаемого металла.
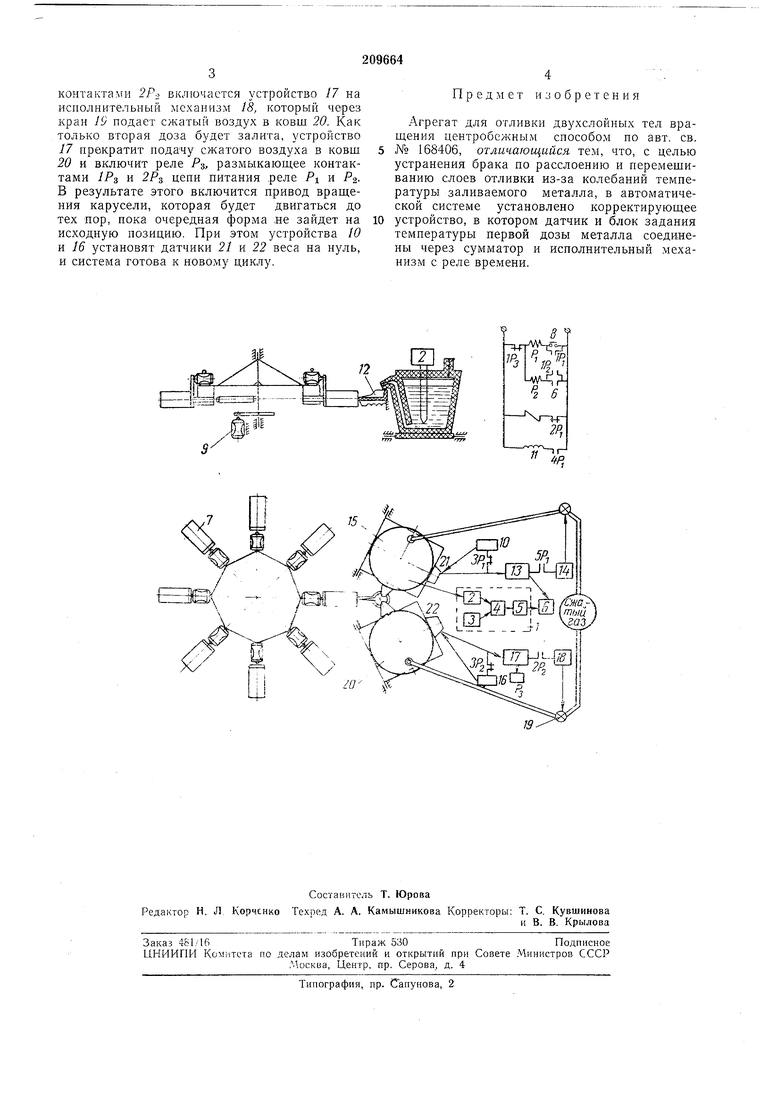
Па чертеже показана схема предлагаемого агрегата.
При литье с послойной кристаллизацией необходимо точно фиксировать время окончания кристаллизации первой дозы металла, чтобы с некоторым опережением подать вторую порцию металла, чем обеспечивается хорошая свариваемость слоев без их перемешивания. Для этого применяется корректирующее устройство 1, которое в зависимости от знака и величины отклонения температуры металла от заданного значения увеличивает или уменьшает интервал времени выдержки между заливками обеих доз. Корректирующее устройство состоит из датчика 2 температуры, блока 3 уставки температуры, заданной по технологическим требованиям, сумматора и исполнительного механизма 5, воздействующего на реле 6 времени в требуемом направлении.
Агрегаг работает следующим образом. Ф-ip.ма 7, прийдя в исходное положение, нажимает
на путевой выключатель S, который включает реле PI. Последнее контактами IPi берется на самоподпитку, а контактами 2Pi отключает привод 5; карусель останавливается. Затем контактами ЗР отключается цепь устройства 10 автоматической установки нуля и контактами 4Р4: включается соленоид 11. Далее лоток 12 вводится в форму 7 и контактами 5Pi включается выход блока 13 управления на испытательный механизм 14, причем последний управляет подачей сжатого воздуха в ковш 15.
Как только первая доза будет залита, механизм 14 прекратит подачу воздуха в ковш,
И блок 13 управления включит реле 6 времени, которое через установленный интервал времени с учетом поправки от корректирующего устройства / включит реле Ро. Последнее контактами /Я берется на самонодпитку, конконтактами 2Р- включается устройство 17 на исполнительный механизм 18, который через кран 19 подает сжатый воздух в ковш 20. Как только вторая доза будет залита, устройство 17 прекратит подачу сжатого воздуха в ковш 20 и включит реле РЗ, размыкающее контактами 1Рз и 2Ps цепи питания реле PI и PZ. В результате этого включится привод враш,ения карусели, которая будет двигаться до тех пор, пока очередная форма не зайдет на исходную позицию. При этом устройства 10 и 16 установят датчики 21 и 22 веса на нуль, и система готова к новому циклу.
Предмет изобретения
Агрегат для отливки двухслойных тел вращения центробелчным способом по авт. св. № 168406, отличающийся тем, что, с целью устранения брака по расслоению и перемешиванию слоев отливки из-за колебаний температуры заливаемого металла, в автоматической системе установлено корректирующее устройство, в котором датчик и блок задания температуры первой дозы металла соединены через сумматор и исполнительный механизм с реле времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ СИСТЕМА УПРАВЛЕНИЯ ДОЗИРОВАНИЕМ | 1968 |
|
SU209663A1 |
| АГРЕГАТ ДЛЯ ОТЛИВКИ ДВУХСЛОЙНЫХ ТЕЛ ВРАЩЕНИЯ ЦЕНТРОБЕЖНЫМ СПОСОБОМ | 1967 |
|
SU190531A1 |
| АГРЕГАТ ДЛЯ ОТЛИВКИ ДВУХСЛОЙНЫХ ТЕЛ ВРАЩЕНИЯ ЦЕНТРОБЕЖНЫМ СПОСОБОМ | 1965 |
|
SU168406A1 |
| Система автоматического управления технологическим процессом наплавки | 1969 |
|
SU437253A1 |
| Устройство для автоматического регулирования положения ковша гидравлического экскаватора | 1985 |
|
SU1258958A1 |
| Система автоматического регулирования процесса горения в секционированной топке парогенератора | 1985 |
|
SU1270494A1 |
| Система управления установкой для отливки многослойных труб | 1975 |
|
SU602294A1 |
| Устройство для программного регулирования температуры инерционных объектов в установках газодинамического нагрева | 1984 |
|
SU1182495A1 |
| Система автоматического регулирования пылеприготовления в мельнице | 1983 |
|
SU1106535A1 |
| Способ автоматического регулирования состава электролита и устройство для осуществления этого способа | 1977 |
|
SU717158A1 |
