Известен агрегат дозирования жидкого металла для отливки двухслойных тел вращения центробежным способом, содержащий корректирующее устройство, изменяющее вес второй порции металла с учетом фактического веса первой порции.
Предложенный агрегат отличается от известного тем, что он снабжен только одним датчиком веса и общим блоком управления последовательной дозировкой первой и второй порций металла.
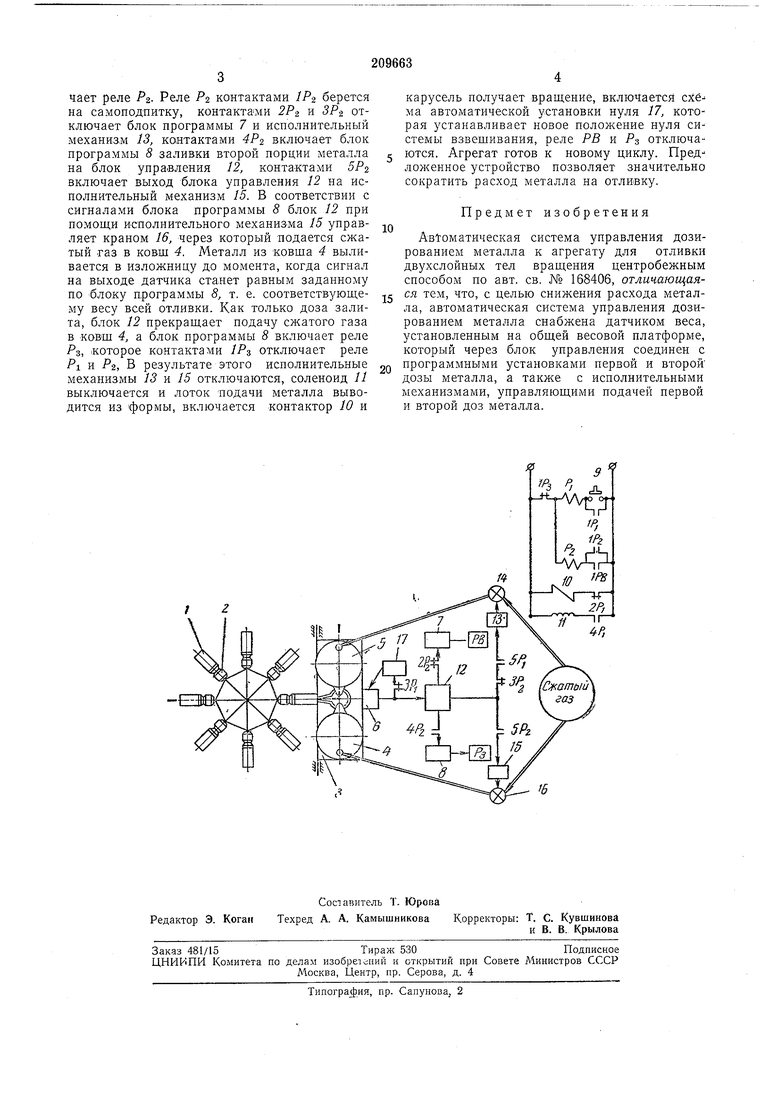
На чертеже представлена схема устройства.
Агрегат выполнен в виде восьмипозиционной карусели, с установленными на ней изложницами 1, приводимыми во вращение двигателями 2.
На весовой площадке 3 установлены ковши и 5 с жидким металлом различного химического состава. Весовая площадка снабжена датчиком веса,6, который подает сигнал в систему автоматического управления дозированием и заливкой.
Система управления имеет два блока задания программы 7 и S. На первом блоке 7 задается программа заливки первой дозы и установка веса дозы первой порции металла. На втором блоке 8 задается программа заливки второго слоя отливки и уставка веса всей отливки И, которая равна сумме сигналов, пропорциональных весам первого Я и второго Яч слоев, т. е.
Я Я1+Я2 Яотл . Агрегат работает следующим образом. Изложница 1, придя в исходную позицию, нажимает путевой выключатель Р, который включает реле PI. Реле PI контактами IP берется на самоподпитку, контактами 2Р отключает контактор 10 и останавливает привод карусели, контактами ЗР разрывает цепь схемы автоматической установки нуля 17, контактами 4Pi включает соленоид 11, который управляет направляющим лотком для приема металла, контактами 5Pi через нормально замкнутые
контакты ЗР включает выход блока управления 12 иа исполнительный механизм 13, который при помощи крана 14 управляет подачей сжатого газа в герметизированный ковщ 5 в соответствии с сигналами от блока управления 12, отрабатывающего в данном случае программу уставки веса первой дозы. Металл из ковша 5 выливается в изложницу до момента, когда сигнал на выходе датчика станет равным заданному по программе 7, а
именно Я Как только первая доза залита, блок управления 12 при помощи исполнительного механизма 13 прекращает подачу сжатого газа и в ковш 5, а блок программы 7 включает реле времени РВ, которое с необходичает реле PZ. Реле РЧ контактами 1Р-2 берется на самоподпитку, контактнми 2Р2 и ЗР.2 отключает блок программы 7 и исполнительный механизм 13, контактами 4Р2 включает блок программы 8 заливки второй порции металла на блок управления 12, контактами включает выход блока управления 12 на исполнительный механизм 15. В соответствии с сигналами блока программы 8 блок 12 при помощи исполнительного механизма 15 управляет краном 16, через который подается сжатый газ в ковш 4. Металл из ковша 4 выливается в изложницу до момента, когда сигнал на выходе датчика станет равным заданному по блоку программы 8, т. е. соответствующему весу всей отливки. Как только доза залита, блок 12 прекраш,ает подачу сжатого газа в ковш 4, а блок программы 8 включает реле РЗ, которое контактами 1Р отключает реле Pi и PZ, В результате этого исполнительные механизмы 13 и 15 отключаются, соленоид 11 выключается и лоток нодачи металла выводится из формы, включается контактор 10 и
карусель получает вращение, включается схёма автоматической установки нуля 17, которая устанавливает новое положение нуля системы взвешивания, реле РВ и PZ отключаются. Агрегат готов к новому циклу. Предложенное устройство позволяет значительно сократить расход металла на отливку.
Предмет изобретения
Автоматическая система управления дозированием металла к агрегату для отливки двухслойных тел вращения центробежным способом по авт. св. № 168406, отличающаяся тем, что, с целью снижения расхода металла, автоматическая система управления дозированием металла снабжена датчиком веса, установленным на общей весовой платформе, который через блок управления соединен с
программными установками первой и второй дозы металла, а также с исполнительными механизмами, управляющими подачей первой и второй доз металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ОТЛИВКИ ДВУХСЛОЙНЫХ ТЕЛ ВРАЩЕНИЯ ЦЕНТРОБЕЖНЫМ СПОСОБОМ | 1965 |
|
SU168406A1 |
| АГРЕГАТ ДЛЯ ОТЛИВКИ ДВУХСЛОЙНЫХ ТЕЛ ВРАЩЕНИЯ ЦЕНТРОБЕЖНЫМ СПОСОБОМ | 1968 |
|
SU209664A1 |
| АГРЕГАТ ДЛЯ ОТЛИВКИ ДВУХСЛОЙНЫХ ТЕЛ ВРАЩЕНИЯ ЦЕНТРОБЕЖНЫМ СПОСОБОМ | 1967 |
|
SU190531A1 |
| АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОЛБАСНЫХИЗДЕЛИЙ | 1969 |
|
SU239021A1 |
| Устройство для разливки стали в изложницу | 1983 |
|
SU1125101A1 |
| Система управления установкой для отливки многослойных труб | 1975 |
|
SU602294A1 |
| Система автоматического управления технологическим процессом наплавки | 1969 |
|
SU437253A1 |
| Устройство для заливки стали в изложницу | 1984 |
|
SU1225685A1 |
| Система автоматического управления дегазацией жидкой стали в струе | 1988 |
|
SU1557174A1 |
| Устройство для автоматизации процесса разливки стали в изложницы | 1981 |
|
SU984668A1 |
6
