Данная конструщия предста вляет собой устаноВКу для сборки чугунных секционных котлов, которая может быть использована в строительстве, в условиях заготовительных нредприятий и строительных площадок.
Известны установки для сборки чугунных секционных котлов, включающие подвижную раму, перемещающуюся в продольном направлении, и гидропривод с цилиндром.
Целью данной уста-новки является механизация сборки пакетов чугунных отопительных секционных котлов всех типов, улучшение техники безопасности при сборке котлов на объектах.
Достигается это тем, что на -подвижной тележке смонтированы гидроцилиндры, щтоки которых совершают возвратно-поступательное движение вдоль оси ниппельных гнезд секций котлов, установленных на опорной раме.
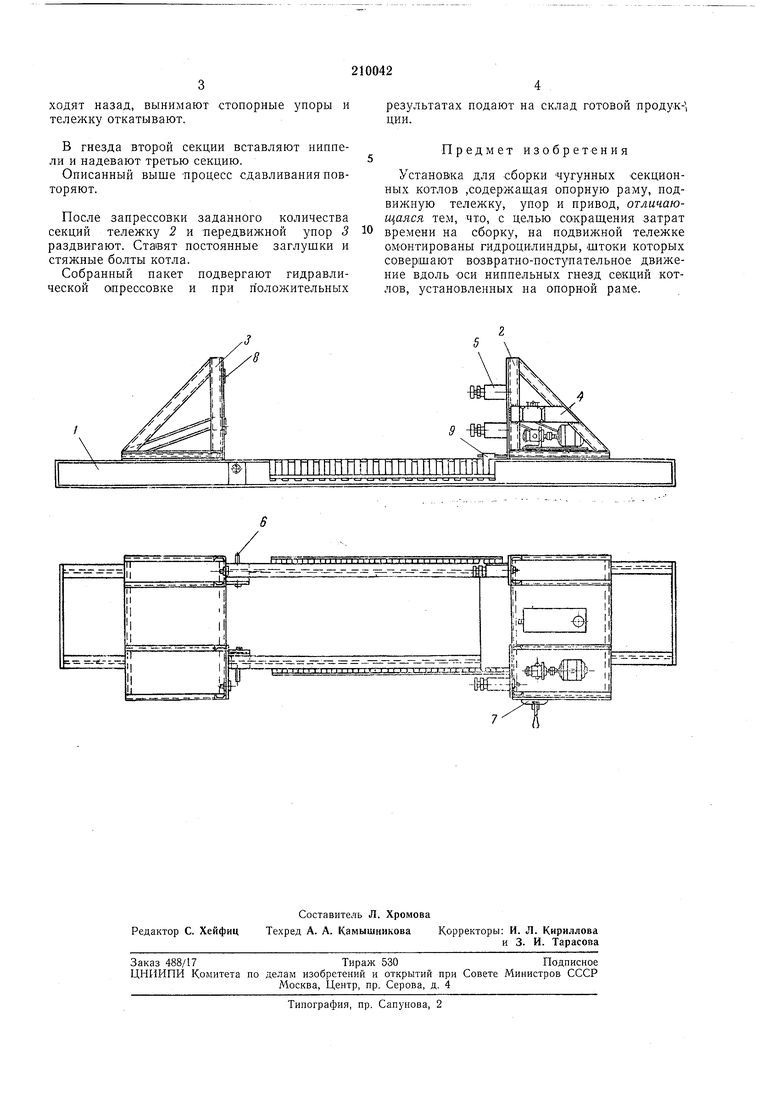
На чертеже изображена установка для сборки чугунных секционных котлов, состоящая из опорной рамы /, тележки 2, передвижного упора 3 и тидропривода 4.
Опорная рама / является остовом установки и имеет направляющие, по которым перемещается тележка 2 и передвижной упор 5.
плита.х подвижной тележки. Перемещение тележки осуществляется вручную. Упор фиксируется в строго определенном положении на опорной раме с помощью двух осей 6.
Для управления работой гидравлических цилиндров служит рукоятка 7 распределителя.
Работу на установке проводят следующим образом.
Передвижной уп.ор ставят в рабочее положение и стопорят двумя осями 6. Устанавливают секцию котла Вплотную к фланцевым упорам 8. В гнезда секции вставляют ниппели -с заранее навернутым уплотнением, пропитанным суриком. Затем берут вторую секцию и надевают на ниппели первой. Подводят тележку 2 к секции до упора шарнирных устройств на штоках цилиндров 5. Вставляют упоры 9 в гнезда на опорной раме / и включают гидропривод 4.
Нажимом рукоятки 7 распределителя включают в работу гидроцилиндры 5.
Штоки гидроцилиндров выдвигают вперед, упирают в торцевую часть ниппельных гнезд секций и слегка откатывают тележ.ку назад до упора 9. После этого начинается процесс сдавливания.
ходят назад, вынимают стопорные упоры и тележку откатывают.
В гнезда второй секции вставляют пиппели и надевают третью секцию.
Описанный выше процесс сдавливания повторяют.
После запрессовки заданного количества секций тележку 2 и передвижной упор 3 раздвигают. Ставят постоянные заглушки и стяжные болты котла.
Собранный пакет подвергают гидравлической опрессовке и при положительных
результатах подают на склад готовой продук-, ции.
Предмет изобретения
Установка для сборки чугунных -секционных котлов .содержащая опорную раму, подвижную тележку, упор и привод, отличающаяся тем, что, с целью сокращения затрат времени на сборку, на подвижной тележке смонтированы гидроцилиндры, штоки которых совершают возвратно-поступательное движение вдоль оси ниппельных гнезд секций котлов, установленных на опорной раме.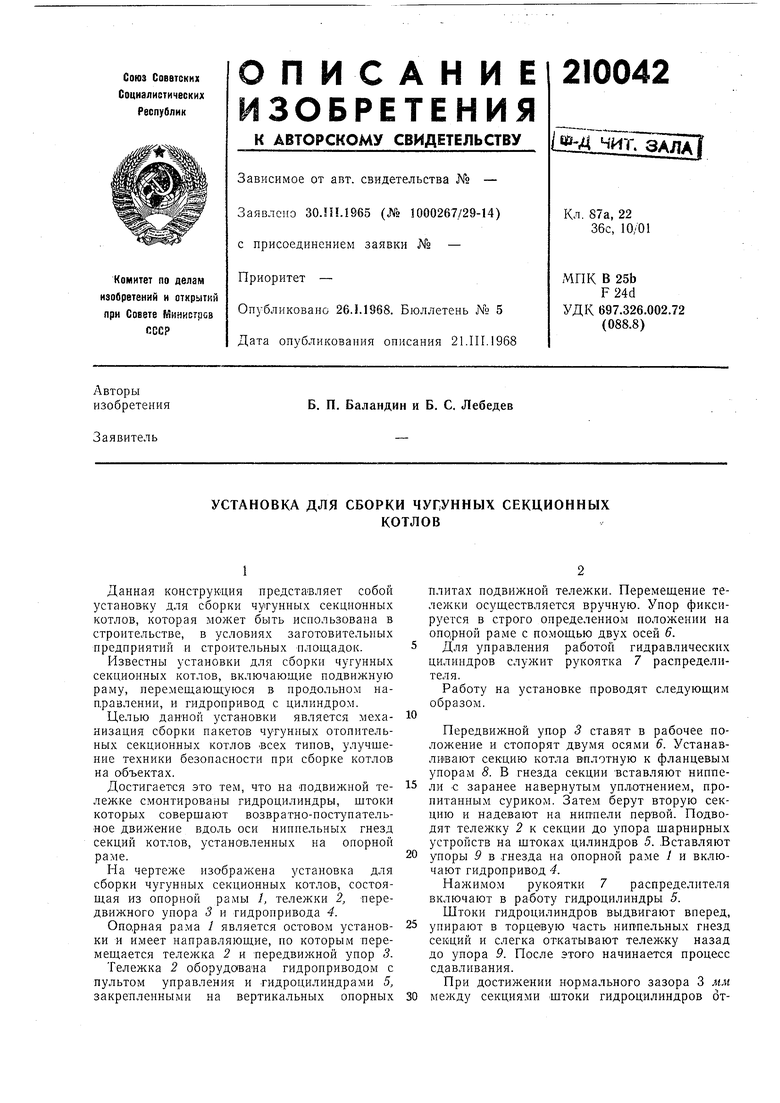
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки чугунных секционных котлов | 1974 |
|
SU522038A2 |
| Установка для сборки чугунных секционных котлов | 1980 |
|
SU904849A1 |
| Установка для сборки чугунных секционных котлов | 1980 |
|
SU1000142A2 |
| УСТАНОВКА ДЛЯ СБОРКИ ЧУГУННЫХ СЕКЦИОННЫХ КОТЛОВ | 1970 |
|
SU276365A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧУГУННОГО РАДИАТОРА ОТОПЛЕНИЯ | 2023 |
|
RU2813038C1 |
| Способ сборки секционных оводов труб | 1982 |
|
SU1085727A1 |
| Чугунный секционный котел | 1960 |
|
SU142398A1 |
| УСТРОЙСТВО для СЪЕМА СЕКЦИЙ ЧУГУННЫХ КОТЛОВ | 1971 |
|
SU318791A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Способ сборки секций чугунных котлов шатрового типа методом макаревича | 1979 |
|
SU865473A1 |
