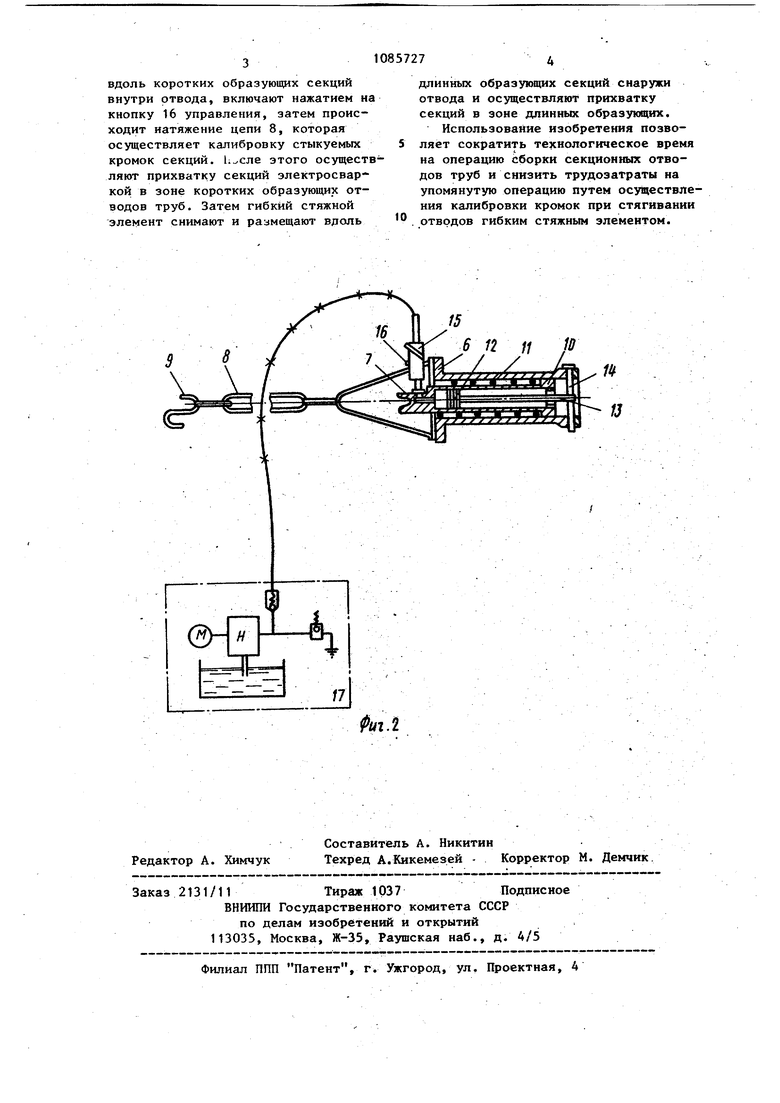
Изобретение относится к изготов лению трубных узлов, в частности способу сборки секционных отводов труб преимущественно большого диаметра. При монтаже технологических тру бопроводов имеется значительный объем работ по изготовлению сварны секционных отводов. Отводы изготав ливаются из отдельных секций с раз личными углами поворота. Общий угол поворота секционного отвода может быть различен, например, 90 и т.д.; секции получают, разрезая трубы под определенными угла 22°30 ми, например. и т.д. Известен способ сборки труб, при котором секции устанавливают на опо ры, стягивают между собой посредством гибкого стяжного элемента, калибруют стыкуемые кромки секций, а затем производят прихватку секций электросваркой lj . Недостатком известного способа является необходимость в использовании дополнительного калибрующего устройства для выравнивания прихватываемых электросваркой кромок стыкуемых секций, что приводит к уве; чению трудозатрат на операцию, снижает производительность сборки и ее качество. Целью изобретения является повышение производительности, качеств сборки, сокращение трудозатрат путе осуществления калибровки при стягивании отводов гибким стяжным элементом. Цель достигается тем, что соглас но способу сборки секционных отводов труб, преимущественно больших диаметров, при котором секции устанавливают на опоры, стягивают между собой посредством гибкого стя ного элемента, калибруют стыкуемые кромки секций, а затем производят прихватку секций электросваркой, по ле установки секций на опоры стяжной элемент сначала размещают вдоль коротких образующих секций внутри отвода, а после калибровки и прихватки секций в зоне коротких образующих гибкий элемент снимают и раз мещают вдоль длинных образующих сек ций снаружи отвода и осуществляют прихватку секций в зоне длинных образующих. На фиг. 1 схематически изображен стенд со стяжным элементом (гидростяжкой) и секциями отвода труб, общий вид; на фиг. 2 - гибкий стяжной элемент. Стенд для сборки секционных отводов труб больших диаметров содержит основание I с двумя опорами - парами обрезиненных роликов 2, одна из которых установлена на подвижной тележке 3. Ролики установлены под углом соответственно углу поворота отвода так, чтобы стыкуемые торцы находились в вертикальной плоскости. На подвижной тележке 3 закреплено гнездо 4 для зазорной пластины 5. Стягивание секций производят гибким стяжным элементом гидростяжкой, состоящей из втулки 6 с подвижной относительно нее опорной вилкой 7 и закрепленной на втулке 6 цепи 8 с крюком 9. Опорная вилка 7 смонтирована на корпусе гидроцилиндра 10, который взаимодействует с втулкой 6 посредством пружины 11. В гидроцилиндре 10 размещен поршень 12 со штоком 13,зафиксированным во втулке 6 посредством оси 14. На опорной вилке 7 смонтирована рукоятка 15 с кнопкой 16 управления гидроцилиндром от насосной станции 17. Способ сборки секционных отводов труб предусматривает сборку сначала половинок отводов всей изготавливаемой партии, а затем половинки собираются в полный отвод. Для этого при находящейся в центральном положении тележке .3 устанавливают на неподвижную пару обрезиненных роликов 2 одну секцию отвода до упора в зазорную пластину 5.0тводят в крайнее положение тележку 3 с зазорной пластиной 5, находящейся в гнезде 4. Первая секция, находясь на обрезиненных роликах 2, не сползает. На обрезиненные ролики 2 тележки 3 устанавливают вторую секцию до упора в зазорную пластину 5. Производят свободную расстроповку, не касаясь соседней секции, и зачистку шлифмашинкой торцов секций непосредственно на основании 1. Затем секции стягивают между соой посредством гибкого стяжного лемента (гидростяжки). При этом тяжной элемент сначала размещают
вдоль коротких образующих секций внутри отвода, включают нажатием на кнопку 16 управления, затем происходит натяжение цепи 8, которая осуществляет калибровку стыкуемых кромок секций, этого осуществляют прихватку секций электросваркой в зоне коротких образующих отводов труб. Затем гибкий стяжной элемент снимают и размещают вдоль
длинных образующих секций снаружи отвода и осуществляют прихватку секций в зоне длинных образующих.
Использование изобретения позволяет сократить технологическое время на операцию сборки секционшлх отводов труб и снизить трудозатраты на упомянутую операцию путем осуществления калибровки кромок при стягивании отводов гибким стяжным элемеитом.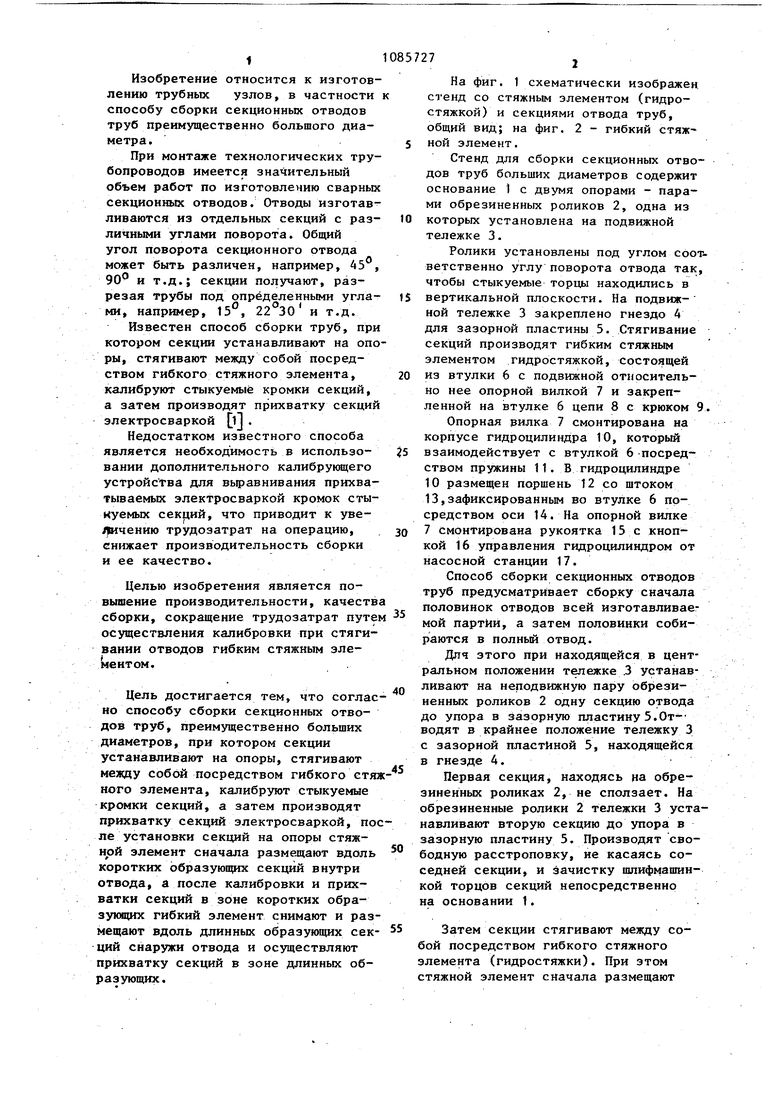
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку преимущественно секционных отводов труб | 1984 |
|
SU1292965A1 |
| Устройство для центрирования и стягивания труб при сварке | 1973 |
|
SU450682A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ | 2002 |
|
RU2220805C2 |
| СТЕНД ДЛЯ СБОРКИ И СВАРКИ ТРУБ | 1971 |
|
SU301489A1 |
| Способ изготовления тонкостенных оболочковых конструкций | 1982 |
|
SU1107990A1 |
| ЗАГРАДИТЕЛЬНОЕ УСТРОЙСТВО | 2012 |
|
RU2498012C1 |
| Устройство для стыковки кольцевых коромок | 1978 |
|
SU766803A1 |
| СТЕНД ДЛЯ СБОРКИ РЕЗЕРВУАРОВ ИЗ ОБЕЧ.АЕК И ДНИЩ | 1970 |
|
SU268356A1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННЫХ БЛОКОВ БЛОЧНЫХ ИЛИ БЛОЧНО-СЕКЦИОННЫХ ТЕПЛООБМЕННЫХ АППАРАТОВ ТИПА РЕГЕНЕРАТИВНЫХ ВОЗДУХОПОДОГРЕВАТЕЛЕЙ | 2004 |
|
RU2252852C1 |
| Способ сборки под сварку труб в плети и устройство для его осуществления | 1979 |
|
SU867582A1 |
СПОСОБ СБОРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБ, преимущественно больших диаметров, при Котором секции устанавливают на опоры, стягивают между собой посредством гибкого стяжного элемента, калибруют стыкуемые кромки секций, а затем производят 4 прихватку секций электросваркой, отличающийся тем, что, с целью повышения производительности, качества сборки, сокращения трудозатрат путем осуществления калибровки при стягивании отводов гибким стяжным элементом, после установки секций на опоры стяжной .элемент сначала размещают вдоль коротких образующих секций внутри отвода, а после калибровки, и прихватки секций в зоне коротких образующих гибкий элемент снимают и размещают вдоль длинных образующих секций снаружи отвода и осуществляют прихватжу секций в зоне длинных образующих. 1 Фиг.1
6 П 11 W
/ / и ;
/J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
