Известеи способ обеспечения перекрытия при сварке кольцевых швов, заключающийся в том, что после полного оборота изделия сварку продолжают в течение времени, необходимого для обеспечения требуемого перекрытия.
Предложенный способ отличается от известного тем, что на изделии укрепляют технологический элемент (штырь) и производят непрерывную сварку при ращномерном вращении изделия. При этом после каждого оборота изделия, фиксируемого технологическим штырем, сварку продолжают в течение времени, продолжительность которого увеличивают с каждым оборотом в целое число раз, равное числу оборотов изделия.
Осуществление способа позволяет механизировать многопроходную аварку кольцевых швов при обеспечении заданного перекрытия для каждого Ш1ва.
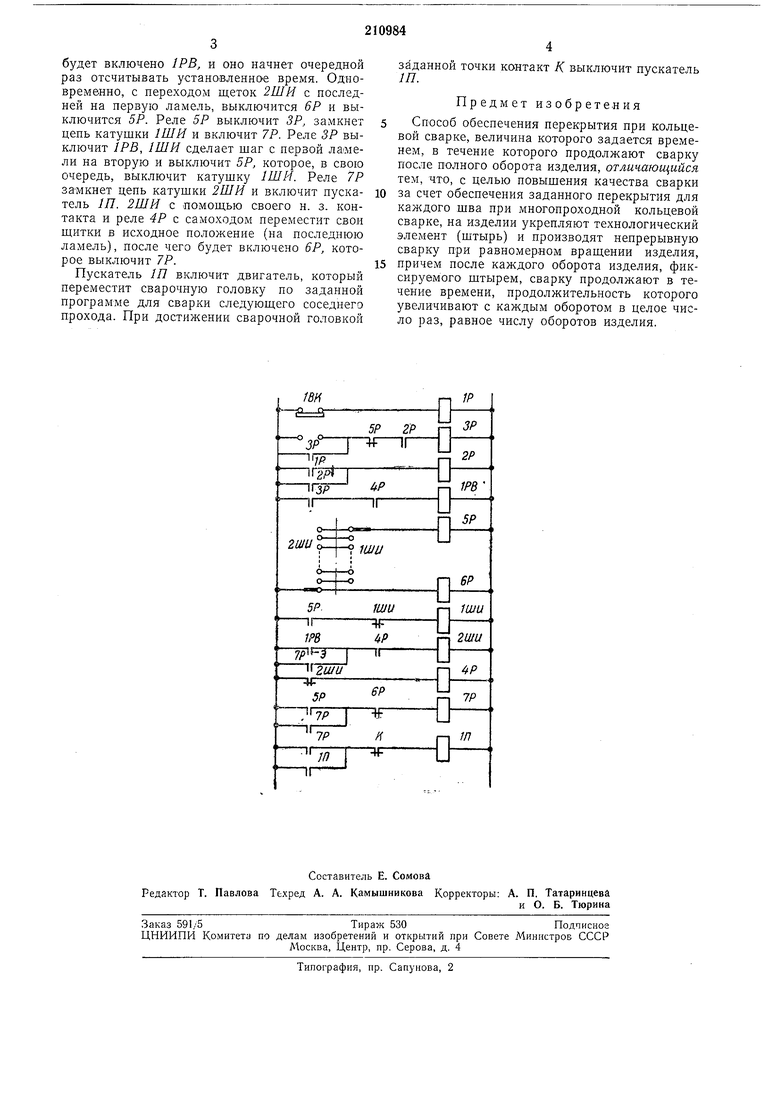
На чертеже представлено устройство для осуществления предложенного способа.
Исходное положение элементов схемы: 1ВК нажат штырем, фиксируя точку начала сварки первого прохода; щетки 2ШИ щагового искателя находятся на последних ламелях; щетки 1ШИ шагового искателя стоят на первых ламелях.
ноименными (первый с первым, второй со вторым и т. д.) ламелями 2ШИ.
Каждое нажатие IBK, за исключением первого, фиксирующего исходное положение, будет включать автоматическое устройство, которое будет обеспечивать смещающееся перекрытие каждого накладываемого валика (прохода).
С подачей питания включится реле 4Р.
После поворота изделия на некоторый угол щтырь сместится, 1ВК. будет отпущен и включит реле IP, которое, в свою очередь, включит 2Р. Последнее станет на самопитание и подготовит цепь включения ЗР, которое включится при следующем нажатии 1ВК,, т. е. после первого поворота изделия на 360°. Реле ЗР станет на самонитание и включит реле времени 1РВ (реле 4Р включено н. з. якорным контактом 2ШИ). Через установленное время, зависящее от величины перекрытия и скорости вращения свариваемого изделия, 1РВ сработает и включит шаговый искатель 2ШИ. LUaroBbm искатель сделает один шаг и его щетки перейдут с последней ламели на первую. При этом якорный контакт 2ШИ в момент срабатывания выключит реле 4Р, которое разорвет цепь 2ШИ и реле 1РВ. Шаговый искатель и реле времени будут выключены, после чего контакт 2ШИ вновь замкнется и включит реле 4Р контактом которого опять
будет включено 1РВ, и оно начнет очередной раз отсчитывать установленное время. Одновременно, с переходом щеток 2ШИ с последней на первую ламель, выключится 6Р и выключится 5Р. Реле 5Р выключит ЗР, замкнет цепь катушки 1ШИ и включит 7Р. Реле ЗР выключит 1РВ, 1ШИ сделает шаг с первой ла мели на вторую и выключит 5Р, которое, в свою очередь, выключит катушку 1ШИ. Реле 7Р замкнет цепь катушки 2ШИ и включит пускатель Ш. 2ШИ с помощью своего н. з. контакта и реле 4Р с самоходом переместит свои щитки в исходное положение (на последнюю ламель), после чего будет включено 6Р, которое выключит 7Р.
Пускатель 1П включит двигатель, который переместит сварочную головку по заданной программе для сварки следующего соседнего прохода. При достижении сварочной головкой
заданной точки контакт /( выключит пускатель 1П.
Предмет изобретения
Способ обеспечения перекрытия при кольцевой сварке, величина которого задается временем, в течение которого продолжают сварку после полного оборота изделия, отличающийся тем, что, с целью повышения качества сварки
за счет обеспечения заданного перекрытия для каждого шва при многопроходной кольцевой сварке, на изделии укрепляют технологический элемент (щтырь) и производят непрерывную сварку при равномерном вращении изделия,
причем после каждого оборота изделия, фиксируемого штырем, сварку продолжают в течение времени, продолжительность которого увеличивают с каждым оборотом в целое число раз, равное числу оборотов изделия.