1
Известна оправка для формования профилей из Стеклопластиков с параллельно-диагональной структурой армирования, состоящая из формующего дерна -и охватывающих его фильер, образующих с дорном зазор, «оторьгй соответствует сечению формуемого лрофиля. Оправка такой коиструюции имеет тот ледбстаток, что в процессе формования профиля возможно смещение стеклоарматуры. Это обусловлено постоянством сечения известной олравки по ее длине, в связи с чем при протягивании профиля могут быть его перекосы.
Пре1длагаемая оправка отличается от известной тем, что в ней применены фильеры с плавно изменяющимся ло длине олравки профилем; при этом длина периметра каждого сечения оправки остается постоянной. Таким образом предотвращено смещение арматуры в процессе формования лрофиля.
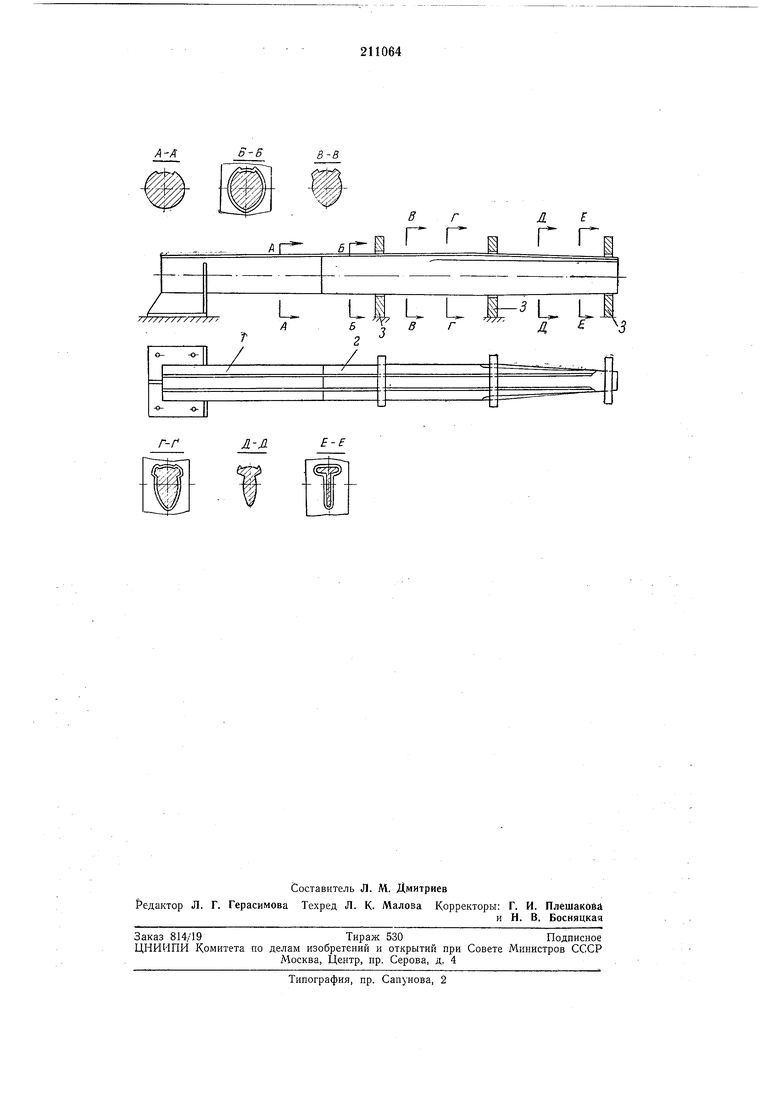
-На чертеже показан общпй вид предлагаемой оправки и различные сечения участкоз оправки (от Л-А до Е-Е).
Оправка состоит из цилиндрической части Л |фасонной части 2 и охватывающих фильер 5.
Форма и размеры поперечных сечений фасанной части олравки определяются полеречным сечением выпускаемого изделия и выбираются исходя из условий постоянства пернметра и минимального отклонения армирующего материала от прямолинейного движения при протягивании. При этом профиль поперечного сечения оправки плавно изменяется, лостоянно приближаясь к размерам полеречного сечения готового изделия.
Намотанная на оправке неотвержденная труба со СЛОЖНОЙ структурой армирования, состоящая ИЗ пропитанных стекложгутов, проходя между фасонной частью оправки и охватывающими фильерами, деформируется, постепенно приближаясь к требуемому поперечному сечению (профилю) изделия.
Предметизобретения
Оправка для формования профилей из стеклопластиков с параллельно-диагональной структурой армирования, состоящая из дорна и охватывающих .его профилирующих фильер,
которые образуют с дорном постоянный по его длине зазор, соответствующий сечению формуемого профиля, отличающаяся тем, что, с целью предотвращения смещения арматуры в процессе формования, профиль дорна и охватывающих его фильгр выполненплавно изменяющимся от цилиндрического сечения до сечения готового изделия яри сохранении длины периметра каждого сечения оправки постоянной.
4
л с
Г Г Г г
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для изготовления изделий методом протяжки | 1982 |
|
SU1080991A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2133670C1 |
| Устройство для формования профильных изделий из полимерных композиционных материалов | 1990 |
|
SU1785912A1 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
| СПОСОБ ФОРМОВАНИЯ СОЕДИНЕНИЯ ОБОЛОЧЕК ИЗ СТЕКЛОПЛАСТИКА | 1972 |
|
SU348370A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ ПОВЫШЕННОЙ ПРОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2492047C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2505403C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2648900C2 |
| Устройство для получения длинномерных полых изделий из дискретных или пластифицированных материалов | 2022 |
|
RU2790694C1 |
| Стержень для армирования бетона и способ его изготовления | 1989 |
|
SU1761903A1 |
6 - 3 г Д 3 2
