Изобретение относится к технологии изготовления полимерных труб многоцелевого использования, армированных сварным металлическим каркасом. Прочность металлического каркаса и химическая стойкость полимеров матрицы позволяют использовать металлопластовые трубы для транспортировки нефти и газа, кислот, щелочных продуктов, питьевой и технической воды, а высокая стойкость к абразивному износу позволяет использовать их также в качестве обсадных труб и для транспортировки агрессивных и нейтральных пульп.
Из уровня техники известен способ непрерывного изготовления армированной полимерной трубы и устройство для его осуществления, описанные в патенте SU 1716963, опубликованном 29.02.1992. Указанный способ включает подачу в кольцевую формующую полость расплава полимера и армирующего каркаса. При этом угол подачи полимера выбран в пределах 90-150° к направлению перемещения каркаса для снижения остаточных внутренних напряжений в стенке трубы. Устройство содержит экструдер, включающий головку с центральным подводящим каналом для расплава. Формующая кольцевая полость для формования трубы образована дорном и гильзой и сообщена с экструзионным каналом. Выходной участок экструзионного канала выполнен с телесным углом в пределах 60-180°, обращенным вершиной к выходу из формующей полости.
Причиной возникновения остаточных напряжений являются, в частности, силы трения экструдата о стенки экструзионного канала и затем, после выхода из экструзионной головки, о стенки формующей полости с последующей фиксацией возникшего напряженного состояния полимера при его отверждении в результате охлаждения. На макроструктурном уровне это напряженное состояние характеризуется продольной ориентацией макромолекул полимера, наиболее выраженной в зонах прилегания к дорну. Применение варианта выполнения выходного участка экструзионного канала с телесным углом в пределах 60-180°, обращенным вершиной к выходу из формующей полости, как предполагалось, должно было способствовать нарушению ламинарного течения расплава полимера внутри экструзионного канала, потому что поток расплавленного полимера, претерпевая крутой поворот при выходе из экструзионного канала в формующую полость, создает нарушения в макроструктурной ориентации полимера, сформировавшейся в экструзионном канале, а последующая ориентация макромолекул полимера в формующей полости должна начинается с дезориентированного состояния полимера. Ввиду того, что для процесса макроструктурной ориентации требуется время, соизмеримое со временем прохождения полимера через полость формирования, предполагалось, что напряжения внутри материала к моменту отверждения развиваются в меньшей степени.
Описанное предположение не оправдало себя, на практике было установлено, что продольная ориентация молекул полимера возникает независимо от угла выхода из экструзионного канала, поскольку до начала момента кристаллизации ориентационные процессы в структуре расплава полимера являются равновесными. Поэтому изменение углов и направлений перемещения расплава внутри экструзионного канала не вносит существенных изменений в процесс пространственного ориентирования молекул в макроструктуре полимера.
Недостатком данной технологии является неоптимальная структура полимерной матрицы, что отражают невысокие показатели длительной прочности трубы. Длительная прочность оценивается методом термоциклического нагружения образцов (термоциклирования) путем их охлаждения в каждом цикле и выдержки в течение 3 часов при -40°С с последующим нагревом до +80°С и выдержкой в течение 3 часов. Количество циклов до начала разрушения, согласно описанию SU 1716963, составляет от 130 до 245 циклов.
Наиболее близким аналогом заявленной группы изобретений (прототипом) является способ и устройство, раскрытые в патенте RU 2319886, опубликованном 20.03.2008. Из указанного патента известен способ непрерывного изготовления металлополимерной трубы путем экструзионного формования, состоящий в том, что на натянутые и перемещаемые вместе с экструдированной трубой элементы продольной арматуры, равномерно расположенные по окружности, навивают с заданным шагом армирующую спираль, приваривают ее по мере навивки к последовательно пересекаемым элементам продольной арматуры электроконтактным методом с помощью роликового электрода, который вращают вокруг оси армирующей спирали, при этом импульсы сварочного тока подают синхронно с моментами пересечения элементов продольной арматуры и полученный армирующий каркас вводят в формующую полость, в которую одновременно подают расплав экструдируемого полимера. Армирующие спирали размещают с взаимным сдвигом по фазе на угол 2π/n, где n - число армирующих спиралей. Сварку производят одновременно несколькими парами роликовых электродов по числу пар спиралей, а сварочный ток подают на каждую пару роликовых электродов автономно, при этом количество пар роликовых электродов равно n/2, где n - количество армирующих спиралей, а центральный угол α в каждой паре между точками контакта электродов с поперечными армирующими спиралями равен 120-240°, причем сварочный ток подают на каждую пару роликовых электродов через свою пару токоподводящих коллекторов поочередно.
Устройство для осуществления указанного способа содержит установленные на основании экструдер с прямоточной головкой, на которой смонтированы оправка с направляющими пазами для продольной арматуры и охлаждаемый дорн, корпус с установленным в нем на подшипниках и снабженным приводом вращения барабаном, на котором смонтирована бобина для поперечной арматуры, установленная с возможностью свободного вращения, отклоняющий ролик для навивки армирующей спирали, роликовый электрод для ее приварки к элементам продольной арматуры и токоподводящий коллектор с изолированными секциями по числу роликовых электродов, размещенную внутри барабана неподвижную гильзу, смонтированную с образованием с дорном формующей полости, при этом бобина для поперечной арматуры размещена на барабане с возможностью свободного вращения, источник сварочного тока. Причем количество пар роликовых электродов равно n/2, где n - количество армирующих спиралей, а центральный угол α в каждой паре между точками контакта электродов с поперечными армирующими спиралями равен 120-240°, а каждый роликовый электрод пары установлен на рычаге, который имеет эксцентриковую опору вращения, при этом в каждой паре рычаги с одной стороны эксцентриковых опор вращения имеют противовесы, а с другой стороны соединены между собой пневмоцилиндром с указателем и регулятором сварочного усилия, причем роликовые сварочные электроды в каждой паре соединены друг с другом, оправкой и источником тока последовательно.
Недостатком этого способа и устройства для его реализации является низкая прочность сварных соединений армирующего металлического каркаса трубы, поскольку усилие прижима на сварочные ролики осуществляется пневмоприводом, который уступает гидроприводу в мощности. Также недостатком конструкции сварочного механизма является то, что величина импульса и момент его подачи на ролик не коррелируют с моментом пересечения элементов поперечной арматуры с элементами поперечной, поскольку в описании устройства отсутствует средство для осуществления синхронных процессов. Следствием является недостаточная прочность трубы в осевом, радиальном направлении.
В качестве недостатка прототипа дополнительно можно указать, что дорн размещен непосредственно после экструзионного канала, т.е. расплав, выйдя из питающего канала экструзионной головки, сразу поступает на охлаждаемый дорн. Следует отметить, что расплав, выходящий из канала, имеет температуру выше температуры его плавления (для полиэтилена - это около 190°С-270°С). Попадая на торец и заднюю часть дорна, расплав передает последнему часть своего тепла. В данном случае с одной стороны имеет место преждевременное охлаждение расплава, раньше времени влекущее за собой начало процесса кристаллизации и адгезии к металлическому каркасу, что приводит к снижению прочности трубы в поперечном сечении. С другой стороны, воздействие высокой температуры расплава на дорн в тот момент, когда технологией предусмотрено его охлаждение, не позволяет контролировать и регулировать процесс охлаждения полимера, не позволяет точно определить и корректировать точку начала его адгезии к армирующему каркасу и кристаллизации. Следствием являются недостатки, возникающие в структуре полимерной матрицы трубы, которая состоит на 70-90% из кристаллитов (зоны с высокой плотностью) и на 10-30% из аморфных зон (зон беспорядочных молекулярных связей, зоны низкой плотности). Такая структура полимера отличается низкой гибкостью. При значительных радиальных и осевых нагрузках на трубу из полимера с такой структурой происходит его растрескивание, поэтому труба, полученная по способу-прототипу, обладает низкими показателями длительной прочности.
Другим существенным недостатком прототипа является организация процесса сварки армирующего каркаса. Сварку производят роликами, установленными только попарно. Число роликовых электродов соответствует числу спиралей поперечной арматуры и выбирается из четного ряда (2, 4, 6…). Нет возможности выбрать число армирующих спиралей из нечетного ряда, что сужает диапазон конструктивных возможностей при изготовлении трубы.
В конструкции сварочного механизма предусмотрен пневмоцилиндр, который создает усилие, необходимое для прижима элементов поперечной арматуры к элементам продольной арматуры. На корпусе пневмоцилиндра закреплен рычаг одного роликового электрода, на штоке - рычаг другого роликового электрода, образующих взаимосвязанную пару. При нагнетании воздуха в пневмоцилиндр, расстояние между осями крепления рычагов к штоку и корпусу пневмоцилиндра увеличивается. Равномерность прижима в основном зависит от правильного расположения опор вращения рычажных механизмов. Если не обеспечить их точного расположения, то геометрические характеристики перемещения рычажных механизмов, а с ними и роликовых электродов, будут различны. Различие геометрических характеристик перемещения рычажных механизмов будет отражаться на качестве прижима каждого отдельного ролика к спирали. Это напрямую ведет к различию в направлении векторов сил относительно оси симметрии в плане. При равной силе, приложенной к опорам рычага на корпусе пневмоцилиндра и на штоке, но при различных углах между вектором прижима ролика и осью симметрии возникает различное усилие прижима. В результате продукт, получаемый по прототипу - это металлополимерная армированная труба, имеющая армирующий каркас с периодически изменяемой прочностью и качеством сварных соединений армирующих спиралей с продольной арматурой.
Заявленное изобретение направлено на решение задачи по разработке способа непрерывного изготовления металлополимерной армированной трубы и созданию установки для его осуществления с получением высококачественной металлополимерной армированной трубы.
Техническим результатом является повышение качества, прочности и длительной прочности металлополимерной армированной трубы при повышении производительности процесса ее изготовления.
Увеличение прочностных показателей металлополимерной армированной трубы складывается из увеличения прочности металлического каркаса в осевом и радиальном направлении, а также из улучшения структуры полимерной матрицы, которая в результате осуществления заявленной технологии обладает гибкостью и пластичностью при снижении адгезионных свойств полимера, что в свою очередь ведет отсутствию растрескивания при термоциклическом нагружении образцов (термоциклировании).
Повышение качества трубы включает в себя улучшение показателей размерной стабильности размещения армирующего каркаса в матрице формуемой трубы.
Преимуществом заявленной технологии является повышение производительности и ресурса работы оборудования по сравнению с предшествующими аналогами, и следующее за этим снижение затрат на производство металлополимерной армированной трубы.
Для решения поставленной задачи заявлен способ непрерывного изготовления металлополимерной армированной трубы методом экструзионного формования, включающий подачу расплава полимера из экструзионной головки в формующую полость, образованную охлаждаемым дорном и наружной формующей гильзой, при одновременной подаче в указанную полость сварного армирующего каркаса, изготовленного с использованием по меньшей мере одного роликового электрода. Перед дорном устанавливают термостойкую неметаллическую втулку, внутреннюю и внешнюю поверхность формуемой трубы подвергают охлаждению, а во время сварки армирующего каркаса на роликовый электрод передают ударные импульсы, синхронизированные с моментом пересечения между собой элементов продольной и поперечной арматуры, а также с моментом подачи импульса тока на роликовый электрод, причем при изготовлении каркаса в качестве средства для формирования спирали из элементов поперечной арматуры используют указанный роликовый электрод, ролик которого обеспечивает постоянный прижим элементов поперечного армирования к элементам продольного армирования с усилием от гидропривода.
В качестве элементов продольной и поперечной арматуры, преимущественно, используют металлическую проволоку.
В качестве полимеров для изготовления металлополимерной армированной трубы, преимущественно, используют полиолефины, однако заявленная технология позволяет изготавливать трубы из различных видов термопластов и реактопластов, например из поликетонов, полиуретанов, фторопластов, каучуков и из других полимеров, выбираемых в зависимости от конкретного назначения формуемой трубы.
В частности, если в качестве полимера для изготовления металлополимерной армированной трубы используют полиолефин, то получают трубу со структурой полимерной матрицы, содержащей аморфную фазу в количестве 60-90% от общего объема полимера.
Для наружного охлаждения формуемой металлополимерной армированной трубы используют хладагент, преимущественно, в виде тумана, полученного из сжатого воздуха и охлаждающей жидкости.
Для внутреннего охлаждения формуемой металлополимерной армированной трубы ее внутреннюю полость в пространстве между дорном и установленной в трубе пробкой заполняют охлаждающей жидкостью.
Для реализации заявленного способа используют устройство для непрерывного изготовления металлополимерной армированной трубы, содержащее экструдер с экструзионной головкой, имеющей канал для вывода расплава полимера в формующую полость, образованную охлаждаемым дорном и наружной формующей гильзой, закрепленными на экструзионной головке, сварочный агрегат, охватывающий экструзионную головку и связанный с катушками для размещения элементов продольной и поперечной арматуры, а также с направляющими средствами для подачи арматуры в зону сварки и для подачи сварного каркаса в формующую полость, систему охлаждения, а также тянущий механизм и отрезное устройство, расположенные последовательно в направлении перемещения формируемой металлополимерной трубы. Дорн, закреплен на экструзионной головке через последовательно установленные рассекатель и термостойкую неметаллическую втулку, а сварочный агрегат содержит по меньшей мере один установленный подвижно роликовый электрод, связанный с прижимным устройством и с ударным механизмом, соединенными с гидроприводом для передачи прижимного усилия и ударных импульсов от гидропривода на роликовый электрод во время сварки элементов продольной и поперечной арматуры, причем подача ударных импульсов синхронизирована с моментом пересечения между собой элементов продольной и поперечной арматуры, а также с моментом подачи импульса тока на роликовый электрод, при этом средством для формирования спирали из элементов поперечной арматуры является указанный роликовый электрод, ролик которого установлен с возможностью вращения как вокруг своей оси, так и вокруг оси армирующего каркаса, а также с возможностью прижима элементов поперечного армирования к элементам продольного армирования с усилием от гидропривода. Система охлаждения дополнительно включает в себя генератор хладагента, размещенный снаружи от формующей гильзы и пробку с клапаном, установленную внутри формируемой металлополимерной трубы с образованием в ней замкнутой полости.
Ударный механизм, содержит гидроцилиндр, соединенный с гидроприводом, а прижимное устройство выполнено в форме пружины, установленной на штоке гидроцилиндра, опирающейся на рычаг роликового электрода.
Сварочный агрегат содержит план шайбу для размещения по меньшей мере одного роликового электрода и барабан, охватывающий корпус экструзионной головки, установленные с возможностью вращения вокруг ее продольной оси и снабженные приводом вращения. На барабане сварочного агрегата подвижно установлены катушки с элементами поперечной арматуры, выполненные с возможностью вращения вокруг оси барабана.
Пробка системы внутреннего охлаждения формуемой трубы закреплена на торце трубки, подающей охлаждающую жидкость в ее полость. В частности, пробка системы охлаждения может быть закреплена на гибкой связи.
В предложенном устройстве на сварочном агрегате установлены датчики положения для синхронизации ударных импульсов и импульсов сварочного тока, подключенные к счетному устройству.
В другом варианте выполнения заявленного устройства для синхронизации ударных импульсов и импульсов сварочного тока на сварочном агрегате установлены датчики обратной связи, соединенные с процессором для автоматического определения оптимальных параметров тока.
Генератор хладагента выполнен в виде трубки, расположенной с внешней стороны формируемой металлополимерной трубы, содержащей отверстия, обращенные в сторону формуемой трубы. Указанный генератор хладагента может быть выполнен в виде перфорированной спиральной трубки, охватывающей формуемую металлополимерную трубу по внешней периферии.
Одним из важнейших показателей качества металлополимерной трубы, как части трубопровода, колонны обсадных и подъемных труб и в иных применениях, является ее геометрия. В данном случае рассматривается геометрия поперечного сечения трубы, в котором есть такие параметры: диаметры внутренней и наружной поверхности, диаметр расположения элементов продольной арматуры. На стабильность геометрических параметров формируемой металлополимерной трубы влияет точность расположения дорна в формующей полости.
В заявленном устройстве охлаждаемый дорн установлен с возможностью позиционирования на экструзионной головке по посадочному диаметру, что позволяет обеспечить размерную стабильность размещения армирующего каркаса в матрице формуемой трубы.
От точности расположения дорна на экструзионной головке зависит концентричность внутренней и наружной окружностей металлополимерной трубы. Существуют допуски на отклонения от точного геометрического расположения конструктивных элементов, и при выходе за пределы этих допусков происходит смещение полимерной трубы относительно металлического каркаса, что впоследствии ведет к недостаточному заполнению полимером армирующего каркаса, утонению поверхностного слоя полимера над армирующим каркасом, в некоторых случаях к отсутствию полимера на поверхности каркаса. Эти последствия помимо внешних очевидных недостатков имеют также недостатки технологического характера, например, расхождение геометрических параметров металлополимерной трубы не позволяет применять соединительные устройства для образования трубопровода (муфты, переходы, отводы и т.п.).
Для концентричного расположения дорна относительно экструзионной головки при условии, что формующая втулка, обеспечивающая геометрию по наружному диаметру, расположена неподвижно внутри сварочной установки на одной оси с экструзионной головкой, используется способ увеличенных посадочных диаметров. С помощью специальной разметки, нанесенной непосредственно на экструзионную головку, дорн выставляется по одной оси с экструзионной головкой.
После тянущего механизма заявленное устройство содержит в своем составе отрезное устройство, установленное с возможностью передвижения со скоростью, соответствующей скорости перемещения формуемой металлополимерной трубы. После отрезного устройства последовательно в направлении перемещения формируемой металлополимерной трубы расположен рольганг, снабженный системой сбора охлаждающей жидкости и возврата ее в систему охлаждения.
Заявленная группа изобретений иллюстрируется фигурами 1-4.
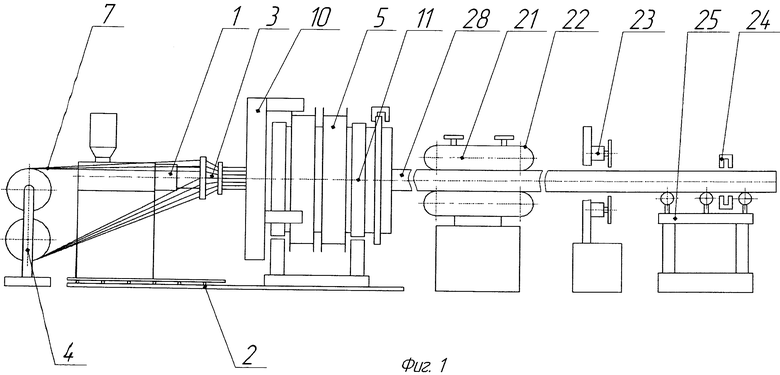
На фигуре 1 показан общий вид устройства для непрерывного изготовления металлополимерной армированной трубы.
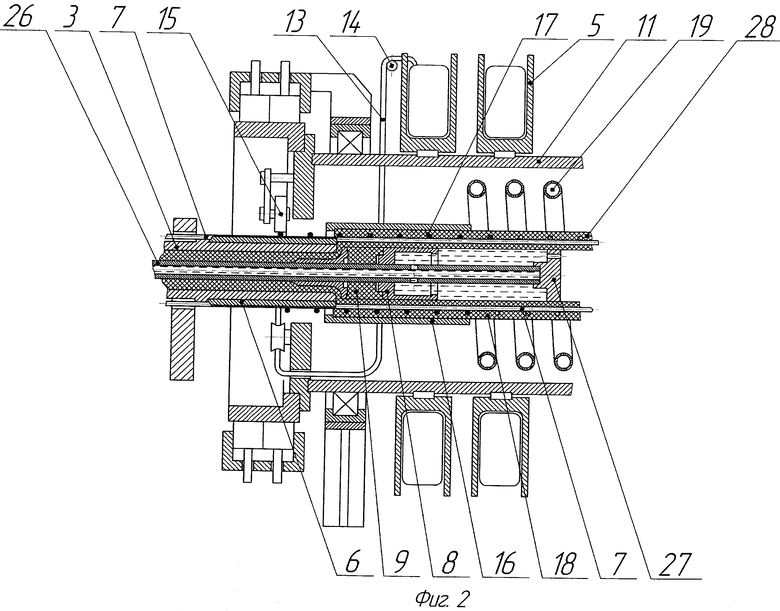
На фигуре 2 показана в разрезе экструзионная головка с размещенным на ней сварочным агрегатом.
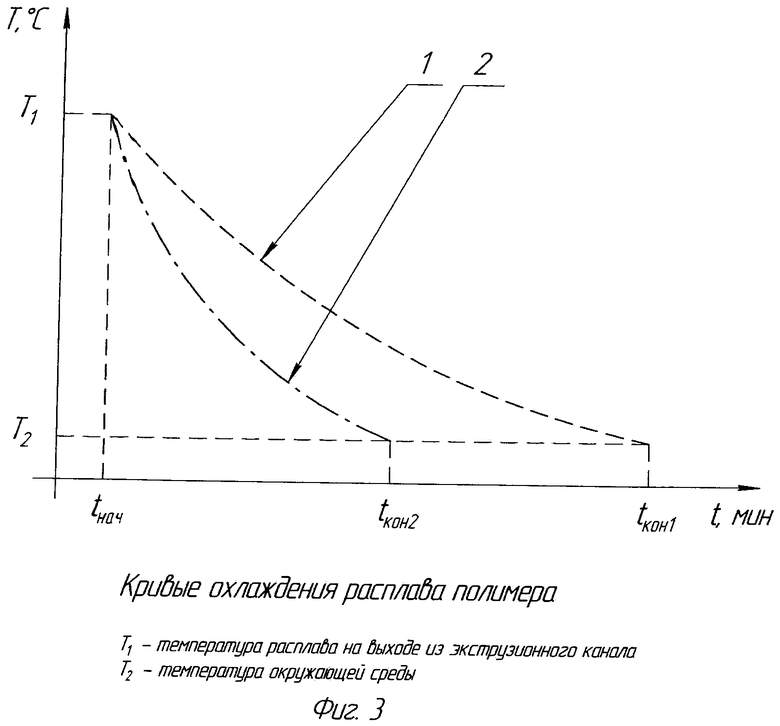
На фигуре 3 показаны кривые охлаждения расплава полимера в заявленном способе и по прототипу.
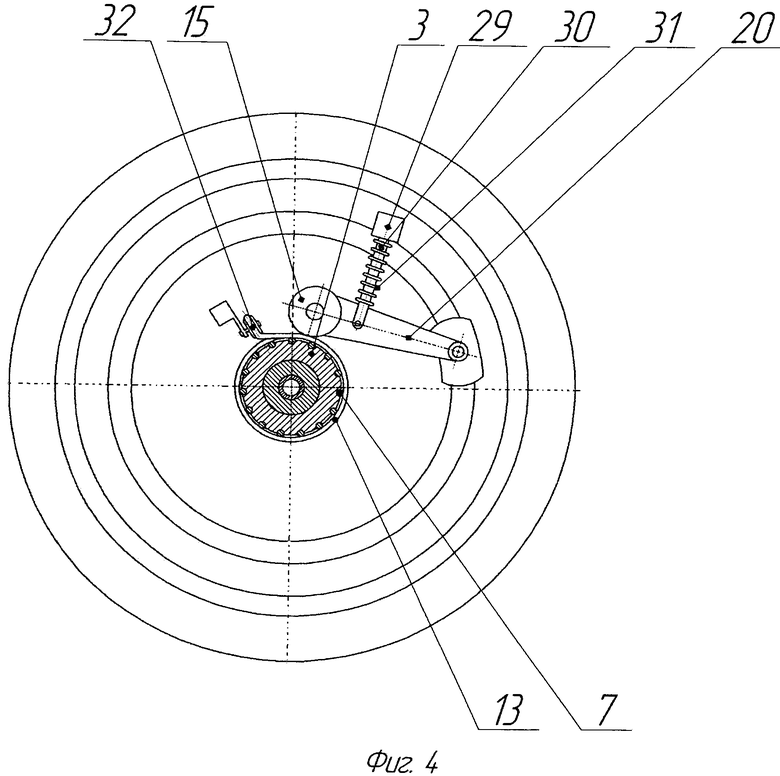
На фигуре 4 показано размещение одного сварочного ролика на планшайбе сварочного агрегата.
Способ непрерывного изготовления металлополимерной трубы включает в себя технологию экструзии полимера совместно с армирующим каркасом, состоящим из сваренных между собой продольных и поперечных металлических элементов, при этом расплав экструдируемого полимера, выходящий из экструзионной головки, попадает на постоянно перемещающийся металлический каркас, сваренный из элементов продольной и поперечной арматуры.
Устройство для непрерывного изготовления металлополимерной армированной трубы показано на фиг.1 и включает в себя экструдер 1, установленный на основании 2, с экструзионной головкой 3, катушки 4 и 5 для подачи соответственно продольной и поперечной металлической арматуры (проволоки). На экструзионной головке 3 (фиг.2) смонтированы кондуктор 6 с пазами, по которым перемещаются элементы продольной арматуры 7, дорн 8, имеющий постоянное жидкостное охлаждение изнутри, закрепленный на головке 3 через термостойкую шайбу 9. На корпусе сварочного агрегата 10, смонтированном также на основании 2, установлен барабан 11 с отдельным приводом вращения (на чертеже не показан), на котором свободно вращаются катушки (шпули) 5 для элементов поперечной арматуры 13, направляющий механизм 14, роликовый электрод 15 для приварки поперечных элементов арматуры 13 к продольным 7. Внутри барабана 11 неподвижно размещена формующая гильза 16, образующая совместно с дорном 8 кольцевую полость 17 для формовки выходящего из экструдера полимера 18. Генератор хладагента 19 размещен неподвижно снаружи формующей гильзы 16. На барабане 11 размещен вращающийся совместно с ним сварочный узел, состоящий из одного или нескольких роликовых электродов 15, соединенных с размещенными на раме сварочной машины источниками питания (на чертеже не показаны), эксцентрикового рычага 20 и привода. Для непрерывной подачи продольных элементов арматуры 7, сматываемой с узла размещения катушек 4 и вывода экструдата из экструзионной головки 3, после нее последовательно в направлении перемещения формируемой металлополимерной трубы расположен тянущий механизм 21 с регулируемым усилием прижима траков 22.
Для изготовления труб определенной длины предусмотрено отрезное устройство 23. Сигнал к началу процесса отрезания мерной трубы подается датчиком положения 24, расположенном на рольганге 25. Рольганг 25 имеет несколько направляющих роликов и служит опорой для готовой продукции, также в его конструкции предусмотрена система сбора охлаждающей жидкости и возврата ее в систему охлаждения.
Экструдат - расплав экструдируемого полимера, выходящий из экструзионной головки 3, попадает на постоянно перемещающийся металлический каркас, сваренный из элементов продольной 7 и поперечной 13 арматуры. Процесс заполнения экструдатом каркаса происходит в полости 17, ограниченной по внутренней поверхности охлаждаемым формующим дорном 8 и расположенной перед ним шайбой 9, а по внешней поверхности формующей гильзой 16.
Для получения необходимого качества внутренней поверхности трубы (геометрическое расположение - соосность внутренней, внешней окружности и каркаса, шероховатость поверхности) наружная поверхность дорна отполирована, а в конструкции дорна заложена возможность позиционирования его на экструзионной головке за счет увеличенного посадочного диаметра.
Натяжение и перемещение элементов продольной арматуры 7 осуществляется при помощи тянущего устройства 21. Геометрическое положение элементов продольной арматуры 7 относительно тела трубы определяется концентрично расположенными пазами на кондукторе 6. Наружная спираль армирующего каркаса, образуется одновременным вращением барабана 11 и поступательным перемещением продольной арматуры 7. Она имеет определенный шаг в соответствии с технологией в пределах s-6s (где s - поперечный размер наружной арматуры) и приваривается к соответствующим последовательно пересекаемым элементам продольной арматуры 7 роликовыми электродами 15. Профиль продольной и поперечной арматуры может быть любого сечения и выбирается в зависимости от заданных свойств конечного продукта. Поперечная арматура 13 сматывается с катушек 5, расположенных на корпусе барабана 11, свободно вращающихся на подшипниках, и подводится к сварочным роликам 15 через систему направляющих. Гидропривод и гидрораспределители совместно с эксцентриковым рычажным механизмом 20 выполняют функцию прижима роликового электрода 15 к спирали поперечной арматуры. Прижим сварочного ролика 15 и подача импульса сварочного тока должны производиться одновременно для осуществления контактной сварки. При этом моменты подачи импульсов сварочного тока от трансформаторов на роликовый электрод может устанавливаться двумя путями в зависимости от технологии производства:
а) механическим путем, при помощи счетного устройства и датчиков положения;
б) автоматизированным путем, основанным на определении и согласовании скорости протягивания формуемой трубы, частоте вращения барабана, напряжении и силе тока, поступающего на электрод 15. С помощью датчиков обратной связи определяются наиболее эффективные параметры тока, установленные ранее на основании испытаний. То есть, для синхронизации ударных импульсов и импульсов сварочного тока на сварочном агрегате установлены датчики обратной связи, соединенные с процессором для автоматического определяется оптимальных параметров тока.
Для получения оптимальной структуры полимерной матрицы во время производства металлопластовой трубы необходимо постоянное охлаждение экструдата после выхода его из формующей полости. Для охлаждения внутренней поверхности формируемой металлополимерной трубы предусмотрена система подачи хладагента в формующий дорн 8, по которому происходит калибровка внутреннего диаметра изготавливаемой трубы. Хладагент подается по трубке 26, проходящей внутри экструзионной головки 3. По мере наполнения полости внутри экструдированной трубы создается необходимое давление, которое поддерживается спускным клапаном, расположенным в пробке 27 внутри трубы 28. Для наружного охлаждения используется генератор хладагента 19, подающий на внешнюю поверхность формируемой трубы 28 хладогент, состоящий из сжатого газа и охлаждающей жидкости. После того, как расплав полимера заполнит кольцевую полость 17, находящуюся внутри барабана 11, ограниченную снаружи формующей втулкой 16, непосредственно на сформированную трубу 28 снаружи подается хладагент, распыляющийся из отверстий, расположенных с внутренней стороны по всей длине спирали генератора 19. В условиях применения полимеров не из группы полиолефинов возможно использование в качестве хладагента смеси, включающей сжатый газ с температурой ниже 0°С.
После выхода из сварочного агрегата 10 произведенная труба 28 проходит тянущее устройство 21, прижим траков которого во избежание дефектов геометрии трубы или недостаточного усилия, регулируется в ручном или автоматическом режиме. Далее труба 28 поступает на рольганг 25 и, перемещаясь по роликам, доходит до датчиков положения 24, местоположение которых на рольганге определяется необходимой длиной трубы. От датчиков 24 сигнал подается на отрезную машину 23, которая, перемещаясь одновременно с трубой по направляющим, отрезает готовую трубу.
Весь технологический процесс непрерывен и цикличен.
Температура плавления полимеров, наиболее часто используемых для непрерывного изготовления металлополимерной армированной трубы, лежит в интервале 130°С-280°С. Для получения расплава полимера и последующего его формования необходимо нагреть его выше температуры плавления. При формовании области полимера, лежащие ближе к стенкам формующей полости 17, имеют температуру ниже, чем области в центре потока. Так как расплавленный полимер имеет некоторые свойства жидкости, то он обладает силой поверхностного натяжения. Вдоль линии соприкосновения со стенками формующей полости 17 образуются вихревые потоки, которые также влияют на неравномерность нагрева расплава. Такие факторы, как давление, присутствие в структуре полимера композитных материалов, нанокомпонентов и красителей ведут к увеличению температуры плавления полимера, поэтому рабочая температура нагрева полимера в экструзионной головке должна быть выше температуры его плавления на величину, определяемую технологией производства.
В предлагаемом способе производства армированных металлополимерных труб применяется технология, благодаря которой повышается долговременная прочность трубы и в то же время сохраняется гибкость системы «металлический каркас-полимер». Принцип, лежащий в основе технологии - быстрое глубокое охлаждение расплавленного полимера после того, как он попал в формующую полость и нанесен на металлический каркас.
В способах, известных из предшествующего уровня техники, охлаждение трубы после выхода полимера из экструзионной головки способствовало ускорению процесса кристаллизации, в результате на выходе структура полимера состояла на 70-90% из кристаллитов и только на 10-30% из аморфных зон. Такая структура полимера отличается низкой пластичностью и гибкостью, следовательно, при высоких радиальных и осевых нагрузках на трубу из полимера с такой структурой происходит его растрескивание.
Во взаимодействии металлического каркаса с телом трубы решающее значение имеет способность полимера релаксировать напряжения, возникающие в трубе при изменениях температуры и давления. Металлический каркас при воздействии на него осевых и радиальных нагрузок подвержен упругим деформациям, которые также передаются и на полимер, и при недостаточной упругости полимера указанные деформации ведут к разрушению его кристаллической макроструктуры.
Быстрое глубокое охлаждение, используемое в предлагаемом способе, позволяет получить структуру полимера, состоящую на 10-30 об.% из мелкозернистых кристаллитов и на 70-90 об.% из аморфных зон. С течением времени длительного процент содержания в структуре полимера кристаллитов незначительно повысится за счет увеличения размера кристаллитов, но это не повлечет существенных изменений свойств изготовленной трубы, поскольку диффузионные процессы в твердых полимерах происходят очень медленно. Полученная макромолекулярная структура готовой трубы имеет достаточную гибкость, т.к. основной объем занимают аморфные зоны, которые при воздействии на них нагрузок деформируются, но не разрушаются.
Заявленное изобретение иллюстрируется примерами его осуществления.
Пример 1.
Изготовлена металлополимерная труба методом непрерывного экструзионного формования при помощи устройства, показанного на фиг.1 и 2.
Для подготовки расплава полимера к формованию в экструдер 1 загрузили гранулированный полиэтилен, а подачу расплава полимера осуществляли из экструзионной головки 3 по каналу для вывода полимера в формующую полость 17, образованную охлаждаемым дорном 8 и наружной формующей гильзой 16, при одновременной подаче в указанную полость сварного армирующего каркаса, изготовленного с помощью одного роликового электрода, показанного на фиг.4. Перед входом в формующую полость 17 установлен рассекатель, направляющий поток расплава параллельно внутренней поверхности экструзионного канала. На рассекателе закреплена термостойкая неметаллическая втулка 9, которая установлена перед дорном 8. Втулка 9 изготовлена из материала с низкой теплопроводностью. Она отделяет охлаждаемый дорн 8 от воздействия выходящего из канала расплава. Вместе с тем втулка 9 за счет свойств ее материала не влияет на температурный режим движения расплава. Выбор материала с низкой теплопроводностью (полимеры, керамика и др.) для изготовления втулки 9 обусловлен ее промежуточным расположением между охлаждаемым бронзовым дорном 8 и экструзионной головкой, оправка которой разогрета до температуры подготовленного к формованию расплава полимера (190-240°С). Функция втулки 9 заключается в исключении прямой теплопередачи от экструзионной головки на дорн, что улучшает температурные условия формования трубы.
Внутреннюю и внешнюю поверхность формуемой трубы подвергали интенсивному охлаждению. Кривые охлаждения расплава полимера при формировании трубы показаны на фиг.3. Кривая 1 соответствует прототипу, кривая 2 заявленному способу. Время охлаждения полимера от температуры формования до комнатной температуры по прототипу составило 145 сек, а по заявленному способу 86 сек. Быстрое охлаждение позволило сформировать, преимущественно, аморфную структуру полимерной матрицы армированной трубы.
Кроме того, следует отметить, что для обеспечения повышенной прочности во время сварки армирующего каркаса на роликовый электрод 15 передавали прижимное усилие и ударные импульсы от гидропривода, которые были синхронизированы с моментом пересечения между собой элементов продольной 7 и поперечной 13 арматуры, а также с моментом подачи импульса тока на роликовый электрод 15.
Для передачи ударных импульсов использовали ударный механизмом 29 (см. фиг.4), который содержит гидроцилиндр, размещенный внутри штока 30, соединенный с гидроприводом. То есть, на ударный механизм 29 от гидропривода подается ударный импульс, который преобразовывается в поступательное перемещение штока 30, на противоположном конце которого закреплен рычажный механизм 20 с роликовым электродом 15, Таким образом, процесс сварки совмещается с ковкой, что повышает прочность каждого сварного соединения армирующего каркаса. Прочность на срез сварного соединения продольных и поперечных элементов армирующего каркаса в каждом месте соединения составила не менее 35 кг.
Кроме того, для постоянного прижима ролика к свариваемым элементам армирующего каркаса использовали прижимное устройство, выполненное в форме пружины 31, установленной на штоке 30 гидроцилиндра, опирающейся на рычаг 20 роликового электрода 15. То есть, при изготовлении каркаса в качестве средства для формирования спирали из элементов поперечной арматуры 13 использовали, именно, роликовый электрод 15, ролик которого обеспечивает постоянный прижим элементов поперечного армирования к элементам продольного армирования с усилием от гидропривода. В качестве элементов поперечной и продольной арматуры использовали стальную проволоку (Ст.3) круглого сечения диаметром 3 мм. Для направления проволоки, непосредственно, под ролик электрода 15 использовали направляющее устройство 32.
Размерный диапазон металлополимерной армированной трубы, произведенной в соответствии с заявленным способом в рамках данного примера, составляет по наружному диаметру от 50 мм до 1000 мм с шагом 1 мм (на диаметр).
При этом размерные диапазоны армирующего каркаса для получения указанной трубы следующие:
- размер сечения арматуры - 0,2…16 мм, с шагом 0,1 мм;
- шаг между элементами поперечной арматуры (спирали) - s…6s, где s - размер сечения поперечной арматуры (спирали), мм.
Необходимо отметить, что в заявленном способе калибрование размера трубы производится по ее внутреннему диаметру, в отличие от традиционных способов производства полимерных труб и профилей, в которых калибровка производится по внешнему диаметру изделия.
Проведенные эксперименты на образцах труб, полученных заявленным способом, а также анализ макромолекулярной структуры полимерной матрицы трубы, позволили сделать вывод, что вследствие одновременного использования внутреннего и наружного охлаждения, применения правильно подобранных хладагентов для отвода тепла от расплава полимера, а также предложенное конструктивное исполнение системы охлаждения трубы в заявленном устройстве сделало возможным регулирование скорости, интенсивности и глубины охлаждения полимера.
Остаточные напряжения в микрообъемах полимерной матрицы изготовленной трубы не превышают величины 2 кг/см2 и практически не влияют на ее долговечность. При длительной эксплуатации эти незначительные напряжения полимерной матрицы релаксируют.
Разрушающая нагрузка при осевом растяжении полученной трубы, превышает нормативную величину для металлополимерных труб более чем в 2 раза.
Долговременная стойкость изготовленной по примеру 1 металлополимерной армированной трубы при циклических изменениях температуры от -40°С до +80°С превышает 1200 циклов.
Долговременная стойкость полученной трубы, изготовленной со стыковым сварным соединением, при испытании с напряжениями в стенке 6 МПа и температуре +80°С составляет не менее 1000 часов; при напряжениях 13.4 МПа - не менее 170 часов; а при напряжениях 19 МПа - не менее 100 часов.
Полученные, как описано выше, металлополимерные армированные трубы показали высокую стойкость к воздействию коррозионноактивных агентов природного и промышленного происхождения типа сернистого газа с концентрацией от 20 до 250 мг/м3 в сутки, хлоридов с концентрацией менее 0,3 мг/м3 в сутки, различных кислот и щелочей, а также к воздействию морской воды и почвенно-коррозионной среды.
Металлополимерные армированные трубы, изготовленные в соответствии с примером 1 с толщиной стенки 11,0÷12, 5 мм, характеризуются рабочим давлением 40 атм, температурным режимом эксплуатации в интервале от -50 до +95°С, ударной вязкостью на уровне 427, 4 кДж/м2, коэффициентом усталости не менее 0,46×107 циклов, количеством циклических нагрузок при 0,4 МПа с частотой 25 Гц не менее 3×106 циклов, коэффициентом термического расширения 2×105, герметичностью при постоянном давлении в течение часа не менее 5÷10 МПа (в зависимости от диаметра трубы) и запасом прочности от 2 до 4,75 (в зависимости от диаметра трубы в диапазоне 95÷225 мм).
Физико-механические свойства труб, изготовленных в соответствии с примером 1, показаны в таблице 1.
Сравнительные характеристики металлополимерных армированных труб, изготовленных в соответствии с заявленным способом по примеру 1 и металлополимерных армированных трубы, изготовленных в соответствии с прототипом, показаны в таблице 2.
Из представленных данных видно, что при одинаковых условиях выбора исходных материалов и одинаковых размерных характеристиках готовой металлополимерной армированной трубы, полученной в соответствии с заявленным способом и изготовленной в соответствии с прототипом, труба изготовленная по технологии и на оборудовании, соответствующем заявленному изобретению, превосходит трубу по прототипу в два раза по прочности.
Пример 2.
Способ изготовления металлополимерных труб, армированных сварным металлическим каркасом, осуществили так же, как было показано в примере 1. В качестве материала для формирования полимерной матрицы трубы использовали полиэтилен, соответствующий ГОСТ 16338-85, а в качестве элементов продольной и поперечной арматуры использовали разные варианты металлического проката и проволоки.
В качестве элементов продольной и поперечной арматуры использовали металлическую проволоку круглого сечения диаметром 3 мм, металлический прокат квадратного сечения со стороной квадрата 2,7 мм, металлический прокат трапециевидного сечения с основанием 3 мм и с площадью сечения 7,1 мм2, металлический прокат овального сечения с минимальным диаметром 2,5 мм2. В качестве материала для изготовления элементов продольной и поперечной арматуры использовали сталь различных марок или сплавы на основе цветных и черных металлов, в частности, сплавы на основе хрома, никеля или меди. Выбор сплава для изготовления арматуры осуществляется с условием пригодности для электроконтактной сварки и зависит, в основном, от назначения готового изделия.
Свойства металлополимерных труб, армированных сварным металлическим каркасом, изготовленным в соответствии с примером 2, показаны в таблицах 3-5.
Анализ полученных данных показывает, что наличие у элементов продольной и поперечной арматуры хотя бы одной плоской грани увеличивает площадь контакта при сварке армирующих элементов между собой и повышает прочность всего сварного каркаса, а также показатели допустимой растягивающей осевой нагрузки и предельного разрушающего давления изготовленной трубы.
Заявленный способ изготовления металлополимерных труб, армированных сварным металлическим каркасом, как показано ниже, может быть осуществлен с использованием различных видов полимеров для формирования тела (матрицы) трубы, в частности с использованием фторопласта, полиэфиркетона, полиэфирсульфона, полиуретана, термопластичных вулканизированных эластомеров на основе полиолефинов и других полимеров.
Пример 3.
Способ изготовления металлополимерных труб, армированных сварным металлическим каркасом, осуществили на заявленном устройстве так же, как было показано в примере 1. Однако в качестве материала для формирования полимерной матрицы трубы использовали фторопласт-4, имеющий плотность 2,12…2,17 кг/м3 и предел текучести при растяжении 12…20 МПа. Фторопласт выбрали как полимер, обладающий наиболее высокой химической и термостойкостью по сравнению с другими полимерами. В процессе переработки фторопласта-4 к нему добавляются компоненты, позволяющие повысить предел холодной текучести полимера, не ухудшая его физико-химических свойств. Такой добавкой может быть графит, сульфиды некоторых металлов и другие антифрикционные материалы.
Изготовили трубу с наружным диаметром 115 мм, которая может работать при температуре эксплуатации от - 150 до +260°С. Предельное разрушающее давление для данной трубы составило 7,0 МПа, допустимая растягивающая осевая нагрузка составила 14,6 те. Свойства трубы представлены в таблице 6.
Пример 4.
Способ изготовления металлополимерных труб, армированных сварным металлическим каркасом, осуществили на заявленном устройстве так же, как было показано в примере 1. При этом в качестве материала для формирования полимерной матрицы трубы использовали полиэфиркетон марки РЕКК, имеющий плотность 1,28…1,31 кг/м3 и предел текучести при растяжении 91…112 МПа.
Изготовили трубу с наружным диаметром 160 мм, которая может работать при температуре эксплуатации от - 90 до +260°С. Предельное разрушающее давление для данной трубы составило 14,0 МПа, допустимая растягивающая осевая нагрузка составила 20,4 те. Свойства трубы представлены в таблице 7.
Пример 5.
Способ изготовления металлополимерных труб, армированных сварным металлическим каркасом, осуществили на заявленном устройстве так же, как было показано в примере 1. При этом в качестве материала для формирования полимерной матрицы трубы использовали полиэфирсульфон марки ПЭС, имеющий плотность 1,36…1,58 кг/м3 и - предел текучести при растяжении 83…126 МПа.
Изготовили трубу с наружным диаметром 140 мм, которая может работать при температуре эксплуатации от - 100 до +200°С. Предельное разрушающее давление для данной трубы составило 16,0 МПа, допустимая растягивающая осевая нагрузка составила 16,0 т. Свойства трубы представлены в таблице 8.
Пример 6.
Способ изготовления металлополимерных труб, армированных сварным металлическим каркасом, осуществили так же, как было показано в примере 1. Однако в качестве материала для формирования полимерной матрицы трубы использовали полиуретан марки ТПУ, имеющий плотность 1,12…1,28 кг/м3 и предел текучести при растяжении 12…70 МПа.
Изготовили трубу с наружным диаметром 115 мм, которая может работать при температуре эксплуатации от - 70 до +170°С. Предельное разрушающее давление для данной трубы составило 14,1 МПа, допустимая растягивающая осевая нагрузка составила 15,0 т. Свойства трубы представлены в таблице 9.
Пример 7.
Способ изготовления металлополимерных труб, армированных сварным металлическим каркасом, осуществили на заявленном устройстве так же, как было показано в примере 1. Причем в качестве материала для формирования полимерной матрицы трубы использовали термопластичные вулканизированные эластомеры TPV (на основе полиолефинов), имеющие плотность 0,97 кг/м3 и предел текучести при растяжении 2…28 МПа.
Изготовили трубу с наружным диаметром 200 мм, которая может работать при температуре эксплуатации от - 60 до +130°С. Предельное разрушающее давление для данной трубы составило 9,4 МПа, допустимая растягивающая осевая нагрузка составила 24,0 т. Свойства трубы представлены в таблице 10.
Пример 8.
Способ изготовления металлополимерных труб, армированных сварным металлическим каркасом, осуществили на заявленном устройстве так же, как было показано в примере 1. Однако в качестве материала для формирования полимерной матрицы трубы использовали поливинилхлорид суспензионный ПВХ С (PVC S), имеющий плотность 1,13…1,58 кг/м3 и предел текучести при растяжении 4…7 МПа.
Изготовили трубу с наружным диаметром 115 мм, которая может работать при температуре эксплуатации от - 10 до +70°С. Предельное разрушающее давление для данной трубы составило 14,4 МПа, допустимая растягивающая осевая нагрузка составила 13,8 т. Свойства трубы представлены в таблице 11.
Физико-механические свойства трубы, полученной заявленным способом.
Сравнительные характеристики трубы, изготовленной способом по патенту RU 2319886 (по прототипу) и трубы, полученной заявленным способом.
Свойства трубы, полученной заявленным способом, при использовании в качестве армирующего каркаса металлической арматуры круглого сечения и матрицы из полиэтилена.
Свойства трубы, полученной заявленным способом, при использовании в качестве армирующего каркаса металлической арматуры квадратного сечения и матрицы из полиэтилена.
Свойства трубы, полученной заявленным способом, при использовании в качестве продольных элементов армирующего каркаса металлической арматуры трапециевидного сечения, в качестве поперечных элементов - металлической арматуры круглого сечения диаметром 3 мм и матрицы из полиэтилена.
Свойства трубы, полученной заявленным способом, при использовании в качестве полимерной матрицы фторопласта-4
Свойства трубы, полученной заявленным способом, при использовании в качестве полимерной матрицы полиэфиркетона марки РЕКК
Свойства трубы, полученной заявленным способом, при использовании в качестве полимерной матрицы полиэфирсульфона марки ПЭС
Свойства трубы, полученной заявленным способом, при использовании в качестве полимерной матрицы полиуретана ТПУ
Свойства трубы, полученной заявленным способом, при использовании в качестве полимерной матрицы термопластичных вулканизированных эластомеров
Свойства трубы, полученной заявленным способом, при использовании в качестве полимерной матрицы ПВХ С (поливинилхлорид суспензионный PVC S)
Изобретение относится к технологии изготовления высокопрочных полимерных труб, армированных металлическим каркасом. Техническим результатом изобретения является повышение качества, прочности и длительной прочности металлополимерной армированной трубы при повышении производительности процесса ее изготовления. Технический результат достигается способом непрерывного изготовления металлополимерной армированной трубы методом экструзионного формования, который включает подачу расплава полимера из экструзионной головки в формующую полость, образованную охлаждаемым дорном и наружной формующей гильзой, при одновременной подаче в указанную полость сварного армирующего каркаса. При формовании трубы перед дорном устанавливают термостойкую неметаллическую втулку, а внутреннюю и внешнюю поверхности формуемой трубы подвергают охлаждению. Причем при изготовлении каркаса в качестве средства для формирования спирали из элементов поперечной арматуры используют роликовый электрод, ролик которого обеспечивает постоянный прижим элементов поперечного армирования к элементам продольного армирования с усилием от гидропривода. Во время сварки армирующего каркаса на роликовый электрод передают ударные импульсы, синхронизированные с моментом пересечения между собой элементов продольной и поперечной арматуры, а также с моментом подачи импульса тока на роликовый электрод. 2 н. и 17 з.п. ф-лы, 4 ил., 11 табл., 8 прим.
1. Способ непрерывного изготовления металлополимерной армированной трубы методом экструзионного формования, включающий подачу расплава полимера из экструзионной головки в формующую полость, образованную охлаждаемым дорном и наружной формующей гильзой, при одновременной подаче в указанную полость сварного армирующего каркаса, изготовленного с использованием по меньшей мере одного роликового электрода, отличающийся тем, что перед дорном устанавливают термостойкую неметаллическую втулку, внутреннюю и внешнюю поверхности формуемой трубы подвергают охлаждению, а во время сварки армирующего каркаса на роликовый электрод передают ударные импульсы, синхронизированные с моментом пересечения между собой элементов продольной и поперечной арматуры, а также с моментом подачи импульса тока на роликовый электрод, причем при изготовлении каркаса в качестве средства для формирования спирали из элементов поперечной арматуры используют указанный роликовый электрод, ролик которого обеспечивает постоянный прижим элементов поперечного армирования к элементам продольного армирования с усилием от гидропривода.
2. Способ по п.1, отличающийся тем, что в качестве элементов продольной и поперечной арматуры используют металлическую проволоку.
3. Способ по п.1, отличающийся тем, что в качестве полимеров для изготовления металлополимерной армированной трубы, преимущественно, используют полиолефины или поликетоны, или полиуретаны, или фторопласты.
4. Способ по п.3, отличающийся тем, что в качестве полимера для изготовления металлополимерной армированной трубы используют полиолефин и получают трубу со структурой полимерной матрицы, содержащей аморфную фазу в количестве 60-90% от общего объема полимера.
5. Способ по п.1, отличающийся тем, что для наружного охлаждения формуемой металлополимерной армированной трубы используют хладагент в виде тумана, полученного из сжатого воздуха и охлаждающей жидкости.
6. Способ по п.1, отличающийся тем, что для внутреннего охлаждения формируемой металлополимерной трубы заполняют охлаждающей жидкостью ее внутреннюю полость между дорном и установленной в трубе пробкой.
7. Устройство для непрерывного изготовления металлополимерной армированной трубы, содержащее экструдер с экструзионной головкой, имеющей канал для вывода расплава полимера в формующую полость, образованную охлаждаемым дорном и наружной формующей гильзой, закрепленными на экструзионной головке, сварочный агрегат, охватывающий экструзионную головку и связанный с катушками для размещения элементов продольной и поперечной арматуры, а также с направляющими средствами для подачи арматуры в зону сварки и сварного каркаса в формующую полость, систему охлаждения, а также тянущий механизм и отрезное устройство, расположенные последовательно в направлении перемещения формируемой металлополимерной трубы, отличающееся тем, что дорн закреплен на экструзионной головке через последовательно установленные рассекатель и термостойкую неметаллическую втулку, а сварочный агрегат содержит по меньшей мере один роликовый электрод, связанный с прижимным устройством и с ударным механизмом, соединенными с гидроприводом для передачи прижимного усилия и ударных импульсов от гидропривода на роликовый электрод во время сварки элементов продольной и поперечной арматуры, средства для синхронизации ударных импульсов с моментом пересечения между собой элементов продольной и поперечной арматуры, а также с моментом подачи импульса тока на роликовый электрод, при этом средством для формирования спирали из элементов поперечной арматуры является указанный роликовый электрод, ролик которого установлен с возможностью вращения вокруг своей оси и вокруг оси армирующего каркаса, а также с возможностью прижима элементов поперечного армирования к элементам продольного армирования с усилием от гидропривода, а система охлаждения дополнительно включает в себя генератор хладагента, размещенный снаружи от формующей гильзы, и пробку с клапаном, установленную внутри формируемой металлополимерной трубы с образованием в ней замкнутой полости.
8. Устройство по п.7, отличающееся тем, что ударный механизм содержит гидроцилиндр, соединенный с гидроприводом, а прижимное устройство выполнено в форме пружины, установленной на штоке гидроцилиндра и опирающейся на рычаг роликового электрода.
9. Устройство по п.7, отличающееся тем, что сварочный агрегат содержит план шайбу для размещения по меньшей мере одного роликового электрода и барабан, охватывающий корпус экструзионной головки, установленные с возможностью вращения вокруг ее продольной оси и снабженные приводом.
10. Устройство по п.7, отличающееся тем, что на барабане сварочного агрегата подвижно установлены катушки с элементами поперечной арматуры, выполненные с возможностью вращения вокруг оси барабана.
11. Устройство по п.7, отличающееся тем, что охлаждаемый дорн установлен с возможностью позиционирования на экструзионной головке по посадочному диаметру.
12. Устройство по п.7, отличающееся тем, что пробка системы охлаждения закреплена на торце трубки, подающей охлаждающую жидкость.
13. Устройство по п.12, отличающееся тем, что пробка системы охлаждения закреплена на гибкой связи.
14. Устройство по п.7, отличающееся тем, что в качестве средства для синхронизации ударных импульсов и импульсов сварочного тока на сварочном агрегате установлены датчики положения, подключенные к счетному устройству.
15. Устройство по п.7, отличающееся тем, что в качестве средства для синхронизации ударных импульсов и импульсов сварочного тока на сварочном агрегате установлены датчики обратной связи, соединенные с процессором для автоматического определения оптимальных параметров тока.
16. Устройство по п.7, отличающееся тем, что генератор хладагента выполнен в виде трубки, расположенной с внешней стороны формуемой трубы, содержащей отверстия, обращенные в сторону формуемой трубы.
17. Устройство по п.16, отличающееся тем, что генератор хладагента выполнен в виде перфорированной спиральной трубки, охватывающей формуемую металлополимерную трубу по внешней периферии.
18. Устройство по п.7, отличающееся тем, что после тянущего механизма размещено отрезное устройство, установленное с возможностью передвижения со скоростью, соответствующей скорости перемещения формуемой металлополимерной трубы.
19. Устройство по п.7, отличающееся тем, что после отрезного устройства последовательно в направлении перемещения формуемой металлополимерной трубы расположен рольганг, снабженный системой сбора охлаждающей жидкости и возврата ее в систему охлаждения.
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319886C2 |
| Устройство для изготовления армированных термопластичных труб | 1977 |
|
SU657997A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ | 1995 |
|
RU2065118C1 |
| WO 1985000140 A1, 17.01.1985 | |||
| Способ получения соды | 1940 |
|
SU61634A1 |
| Вибрационный пускатель для автоматического пуска двигателей постоянного тока | 1941 |
|
SU62052A1 |
| JP 7148815 A, 13.06.1995 | |||
| УСТРОЙСТВО ДЛЯ АРМИРОВАНИЯ ПОЛИМЕРНЫХ ШЛАНГОВ | 0 |
|
SU221254A1 |

