1
Известны устааовКи для ультразвуковой обработки деталей -во взрывоопасных средах с цепной и пневматической транспортировкой деталей, заложенных в кассеты, содержащие ультразвуковые ванны, систему сушки и вентиляции, ультразвуковой генератор и пулы управления.
Предложенная установка снабжена устройством для рассредоточения и ориентации деталей магнитным лолем, выполненным в виде блоков, содержащих кассеты с подковообразными магнитами, установленными навстречу друг другу одноименными полюсами, и агрегатом для пересыпки деталей окисью алюминия в виде конусообразного днища со штуцером в донной части и прямоугольной обечайки, внутри которой закреплены диафрагма с расположенными в щахматном порядке отверстиями, мелкая сетка, слой фетра « -пульвербакелитовая плита. Такая конструкция установки повышает производительность и позволяет механизировать ручной труд.
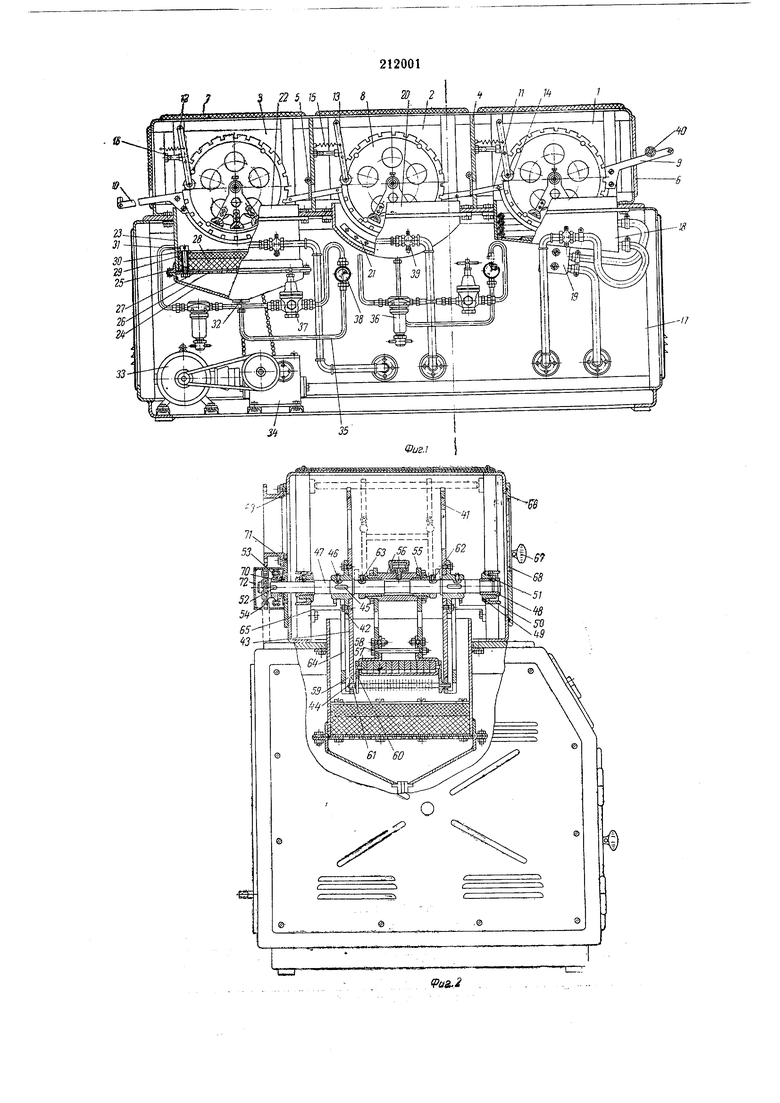
На фиг. 1 изображена описываемая установка в разрезе, вид спереди; на фиг. 2 - частичный разрез по камере пересыпки окисью алюминия (вид слева).
ми 4, а окна дл-я прохода оправок с деталями закрыты подвесными шторами 5. Снаружи камеры закрыты крышками и 7 с уплотнениями.
Транспортирующее устройство выполнено в виде трех узлов конвейерных дисков 8, загрузочных .рельсов 5 и устройства 10 приема готовых деталей. В нромежутках между конвейерными дисками установлены направляющие
щеки 11. В каждой камере «а оси 12 смонтированы толкатель / с двумя роликами 14, прижатыми пружинами 15 к регулИруемым упорам 16.
Внутристола 7вмонтированы ультразвуковая ванна /5 промывки с магнитострикционным преобразователем 19, ванна 20 сушки с
коллектором 21 и агрегат 22 пересыпки окисью
алюминия.
Агрегат 22 состоит из обечайки 23 прямоугольной формы « днища 24 конусообразной формы сварной конструкции из нержавеющей стали. Обечайка и днище скреплены между собой болтами 25. Внутри к обечайке 23 приварена диафрагма 26 с отверстиями, расположенными в шахматном порядке. На диафрагму уложена мелкая сетка 27, слой фетра 28 и пульвербакелитовая плита 29, а сверху вставляется дюралевая рамка 30. Все указанные детали сгягиваются виятами 31. В нижсжатого воздуха ,в полость агрегата пересыпки окисью алюминия.
В нижней части стола установлен электродвигатель 33, редуктор 34 и смонтированы воздушные системы 35 с фильтрами 36, регуляторами 37 давления, м:анометрами 38 и кранамИ 39. Загрузка оправок 40 на установку .производится справа.
Узел транспортирующего диска 41 состоит из втулки 42, ступиидз 43 и зубчатого венца . При помощи шпонки 45 и стопорного винта 4() транопортирующий диск неподвижно насажен на вал 47. Опорами для валов 47 служит скользящие подп1ипники 48, которые -вставлены в Приваренные втулки 49 -к каркасу конвейера 50 и застопорены винтами 5./. На валу 47 ла шпонке 52 насажена также звездочка 53, «а которую надета втулочнороликовая цепь 54. Между транспортирующими дисками 41 на скользящих подщипниках 55 лодвешены блоки магнитов 56. Каждый блок содержит три кассеты 57, стянутые болтами 58, а кассета состоит из набора отдельных яодковообразных ПОСТОЯННЫХ магнитов 59, установленных навстречу друг другу одноименными Болюсами. К блоку магнитов 56 по -бока.м прикреплены полукольца 60 для придания вращательного движения оправкам 61 с деталями. От осевого перемещения блок магнитов шредохраняют упорные кольца 62 со стопорными винтами 63.
В нижней части транспортирующие диски 4J охваты.вают олорные направляющие полукольца 64, закрепленные неподвижно на кронштейнах 65. Опереди каркас .конвейера закрыт дверками 66, имеющими замок с щеколдой 67. В дверках выфрезерованы окна 68 со стеклами для обзора в процессе работы установки. На задней стенке 69 каркаса смонтированы уплотнения 70, переходники 71 вентиляции и ограждение 72.
Работа установки осуществляется следующим образом.
Детали, предварительно набранные в стапелирующем устройстве на оправки 40, закладывают на загрузочные рельсы 9. Под действием собственной тяжести оправ,ки 61 с деталями самопроизвольно скатываются и заладают в специальные гнезда, расположенные по окружности дисков 41. Вращаясь, конвейерные диски 8 транопортируют их в рабочую зону. При этом детали на олравке 40 располагаются скученно и хаотично. Попадая Б магнитное иоле, они рассредоточиваются и ориентируются с образованием зазоров. Этому также способствует придание оправкам с деталями -вращательного движения вокруг своей оси. Это движение возникает в результате трения между фланцами оправок с деталями и
неподвижными полукольцами 60. Солрикосновение фланцев справок с деталями с полукольцами обеспечивается за счет лритяжения оправок с деталямн к блокам магнитов 56. При дальнейшем движении фланцы оправок с деталями находят на ролики 14, отжимают их и ус1-анавливают толкатель 13 на взвод. Олравка с деталями, достигнув сво;бодного выхода лз гнезд дисков 41, с силой выталкивается толкателем .13 по направляющим щекам IJ, открывает подвесную шторку 5 и западает в гнезда конвейерных дисков 8. Так периодически повторяется процесс транспортировки оправок с деталями из одной камеры в другую.
Работа агрегата лересыпки окисью алюминия заключается в следующем.
Предварительно очищенный воздух проходит через влагоотделитель, регулятор 37 давления и лоступает в полость агрегата 22 лересыпки окисью алюминия. Проходя через диафрагму 26 и сетку 27, воздух предварительно разбивается на струйки. При лоследующем прохождении через фетр 28 и пульвербакелитовую ллиту 29 струйки выравниваются по
всей площади « размельчаются. При выходе
они подхватывают частицы окиси алюминия,
образуя эффект «кипящей жидкости, так как
частицы находятся во взвешенном состоянии.
Оправки с деталями, проходя рабочую зону
агрегата пересыпки, окунаются в частицы окиси, находящиеся во взвешенном состоянии, и выходят из рабочей зоны пересыланными.
Предмет изобретения
Ь Установка для ультразвуковой обработки деталей во взрывоопасных средах, содержащая поэтапно расположенные камеры промывки, сушки л пересылки окисью алюминия, щепные и лневматические транспортирующие
устройства, кассеты для деталей, магнитострикционный генератор и пульт управления, отличающаяся тем, что, с щелью повышения производительности и механизации ручного труда, она снабжена устройством для рассредоточения и ориентации деталей магнитным полем и агрегатом для пересыпки деталей окисью алюминия, выполненным в виде конуcooi6pa3Horo днища со штуцером в донной части и прямоугольной обечайки, внутри которой закреплены диафрагма с расположенными в шахматном порядке отверстиями, мелкая сетка, слой фетра к пульвербакелитовая плита. 2. Установка по п. 1, отличающаяся тем, что
устройство для рассредоточения и ориентации деталей магнитным полем выполнено в виде блоков, содержащих кассеты с подковообразными магнитами, установленными навстр ечу друг другу одноименными полюсами.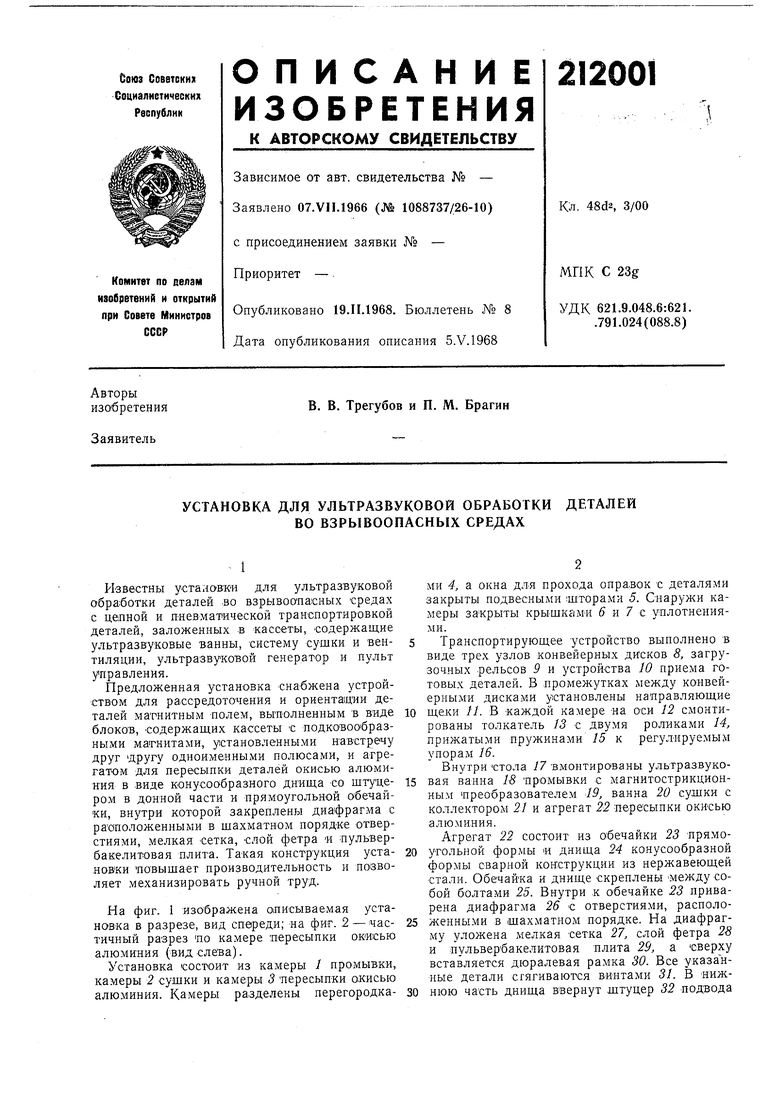
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| ТАРА ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ И ТРАНСПОРТИРОВАНИЯ ДЕТАЛЕЙ | 1972 |
|
SU326118A1 |
| УСТАНОВКА ГИДРОКАВИТАЦИОННОГО РАССНАРЯЖЕНИЯ БОЕПРИПАСОВ | 2006 |
|
RU2310156C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОЛИЗА В ЦЕНТРОБЕЖНОМ ПОЛЕ | 2005 |
|
RU2299930C1 |
| УСТАНОВКА ДЛЯ ЗАРЯДКИ КАССЕТ СТРОИТЕЛЬНЫМИЭЛЕМЕНТАМИ | 1972 |
|
SU337481A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ В ПЛАСТМАССОВОМ КОРПУСЕ | 1969 |
|
SU243075A1 |
| АДСОРБЕР ВЕРТИКАЛЬНЫЙ С НЕПОДВИЖНЫМ СЛОЕМ АДСОРБЕНТА | 2012 |
|
RU2530112C2 |
| КОНВЕЙЕРНЫЙ АГРЕГАТ ДЛЯ ОЧИСТКИ ДЕТАЛЕЙ | 1971 |
|
SU304988A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ НАПЛАВКИ В ВАКУУЛ1Е | 1972 |
|
SU332998A1 |
| ДВУХВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2015 |
|
RU2610641C1 |