Изобретение относится к области сварки, в частности к устройствам для сборки под сварку цилиндрических изделий, т.е. к внутренним центраторам, и может быть применено для центровки тонкостенных обечаек со сферическим дном а также стыков, близ- колежащих к перегородкам и днищам.
Цель изобретения - обеспечение надежности центрирования, разжима и сварки стыков в стесненных условиях.
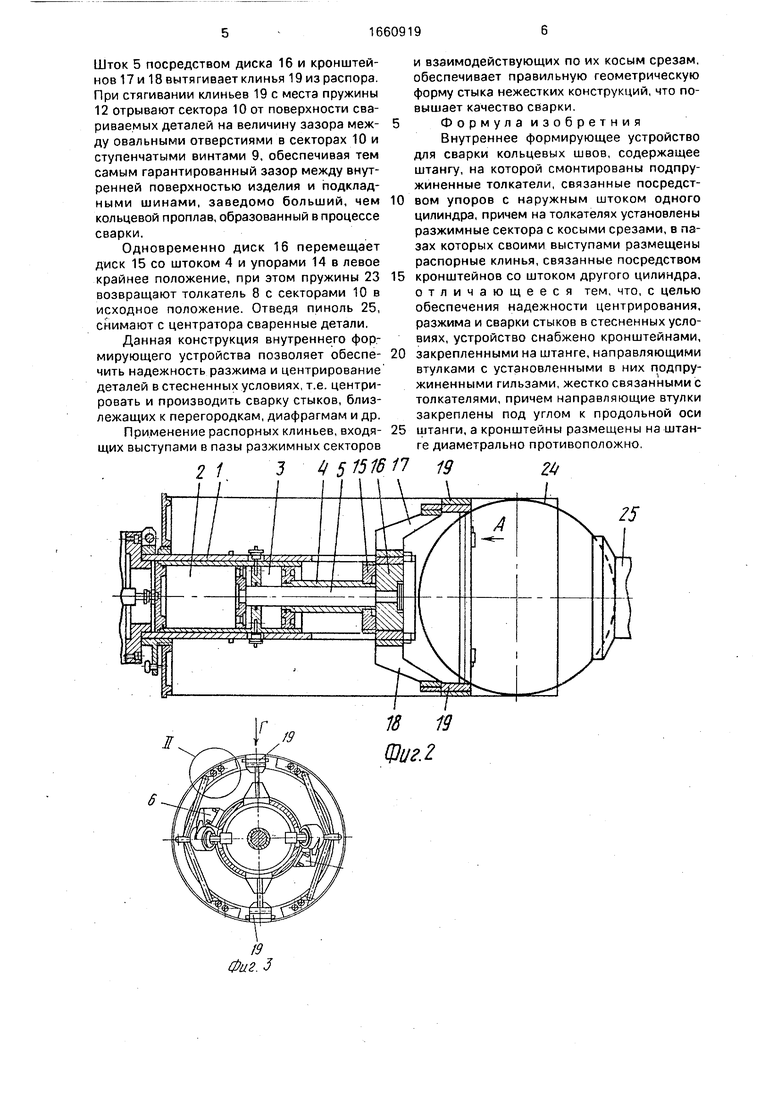
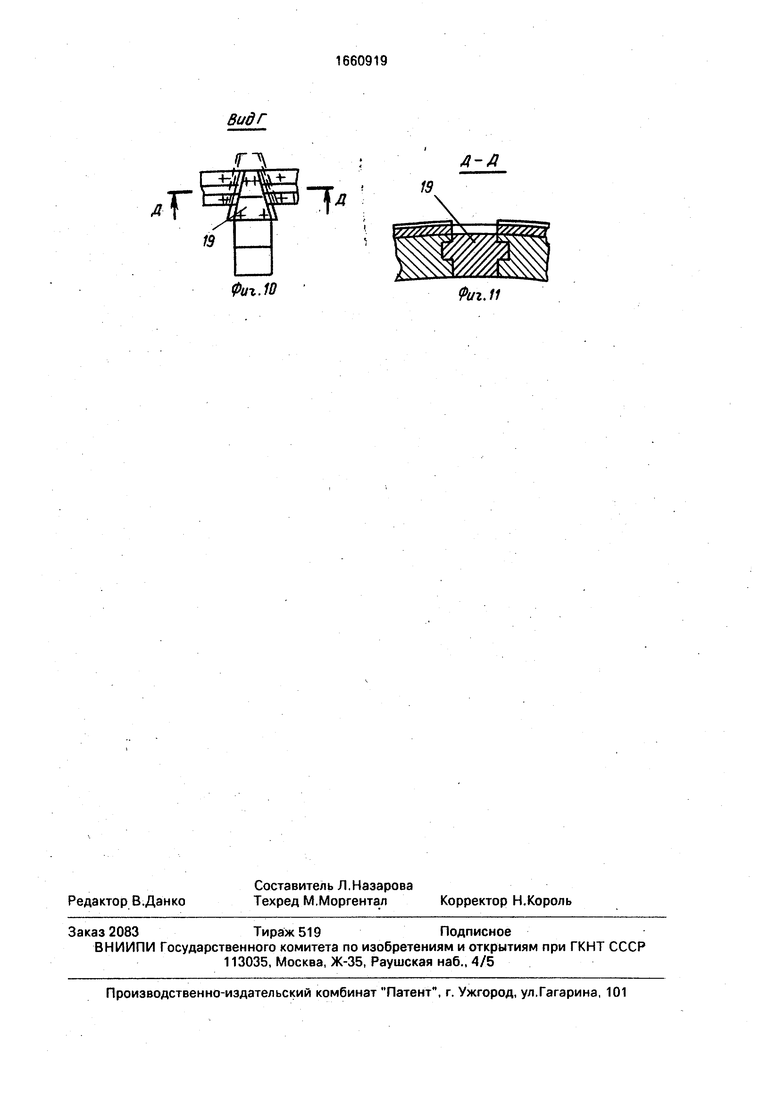
На фиг. 1 изображено предлагаемое устройство, разрез; на фиг 2 - то же, вид сверху; на фиг. 3 - то же, вид сбоку; на фиг. 4 - устройство в рабочем состоянии; на фиг. 5 - узел I на фиг. 1; на фиг. 6 - вид А на фиг. 2; на фиг, 7 - рарез Б-Б на фиг. 6; на фиг. 8 - узел I на 3, на фиг 9 - разрез В-В на фиг. 8; на фиг. 10 - вид Г на фиг. 3 (клин в положении предварительного и окончательного разжатия секторов); на фиг, 11 - разрез Д-Д на фиг. 10.
Устройство содержит штангу 1, в которой смонтировано два цилиндра 2 и 3, штоки 4 и 5 которых установлены телескопически один относительно другого. На наружной поверхности штанги 1 закреплены два диаметрально противоположно расположенных кронштейна 6 с направляющими втулками, рсположенными под углом к стыку, в которых размещены подпружиненные гильзы 1, жестко связанные с толкателями 8,
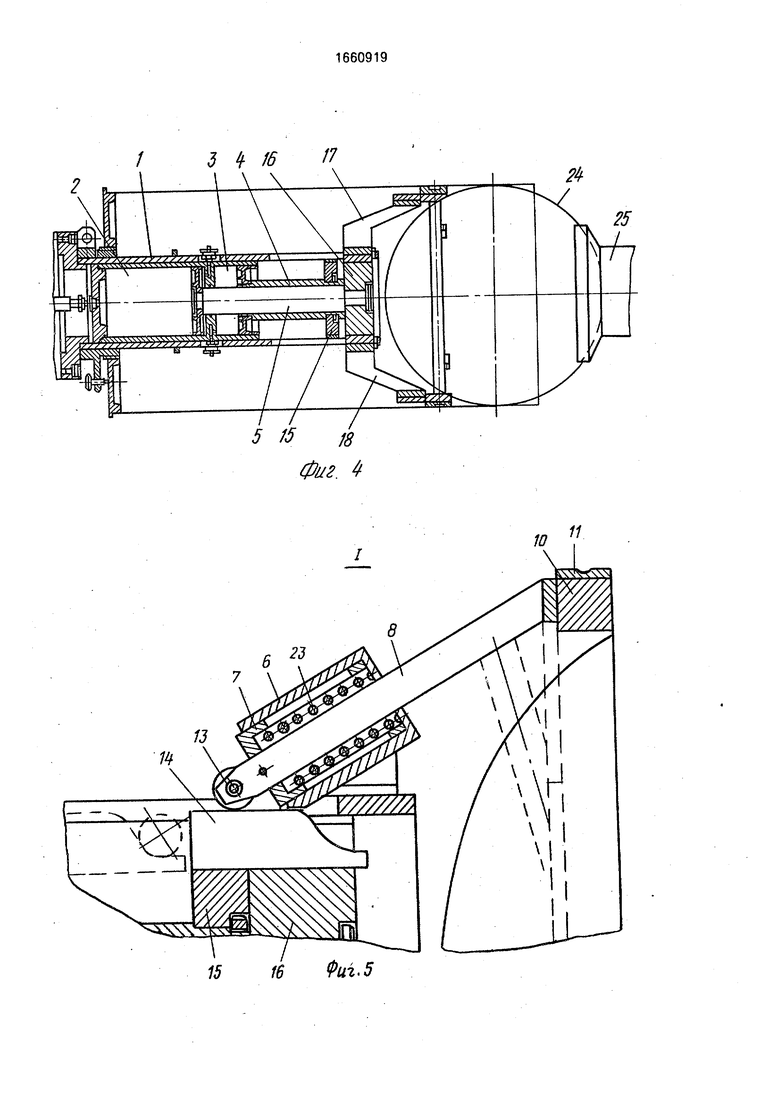
На полукольцах, приваренных к толкателям 8, подвижно на двух ступенчатых винтах 9 смонтированы разжимные сектора 10 с подкладными шинами 11, имеющие формообразующие канавки для проплава. Подвижность секторов 10 обеспечивается за счет овальных отверстий, выполненных в секторах 10, через которые ввернуты ступенчатые винты 9 в полукольцах толкателей 8 (фиг, 8 и 9),
При помощи пружин 12 сектор 10 в нерабочем состоянии всегда отжимается радиально на величину зазора между овальными отверстиями в секторах 10, и ступенчатыми винтами 9 (фиг, 8 и 9). На втором конце толкателей 8 расположены ролики 13, которыми толкатели 8 взаимодействуют по криволинейным скосам с упорами 14, закрепленными диаметрально на диске 15 наружного штока 4.
На внутреннем штоке 5 установлен диск 16, на котором диаметрально закреплены два кронштейна 17 и 18, На кронштейнах 17 и 18 закреплены распорные клинья 19, которые взаимодействуют по косым срезам с формирующими секторами 10. Кроме того, клинья 19 на скошенных поверхностях имеют выступы, которыми они входят в пазы секторов, чем достигается правильная ориентация секторов по периметру. На клиньях
19 формообразующие канавки для проплава выполнены односторонними, что обеспечивает свободный отвод клиньев после сварки, На секторах 10 установлены подпружиненные
упоры 20, которыми определяется положение стыка при сборке обечайки, например, полого шара с юбкой сферической детали и др.
Устройство работает следующим образом,
Свариваемая обечайка 21 устанавливается на диск 22. В полость цилиндра 3 подается давление и шток 4 через упоры 14 криволинейными поверхностями толкает толкатели 8 с секторами 10 вдоль их оси из исходного положения (фиг. 5), упор 14 и ролик 13 (показаны пунктиром) находятся в положении предварительного центрирования стыка обечайки относительно оси центратора (фиг. 1), при этом гильзы 7, перемещаясь
совместно с толкателями 8 по внутренней поверхности направляющих втулок кронштейнов б, сжимают пружины 23 до упора гильзы 7 в дно направляющих втулок кронштейнов 6. При достижении гильзы 7 дна
направляющей втулки кронштейнов 6 ролики 13 толкателей 8 перейдут с криволинейных участков на прямолинейные, при этом пружины 23 перейдут в сжатое состояние.
Одновременно наружный шток 4 через диск 15 перемещает диск 16 с кронштейнами 17 и 18 и клиньями 19, при этом внутренний шток 5, жестко связанный с диском 16, также перемещается вправо. Клинья 19 своими выступами войдут в пазы сектора 10 (фиг. 10) предварительно сцентрировав их, обеспечив тем самым правильную геометрическую форму стыка по периметру. При этом перемещение штока 4 с кронштейнами
18 прекратится.
Вращением диска 22 поджимаем торец обечайки 21 к упорам 20 (фиг. 7), Шар с юбкой или сферическая деталь 24 устанавливается на предварительно раздвинутые
сектора 10 и поджимаются пинолью 25 к торцу обечайки. При этом упоры 20 утапливаются в тело секторов.
В полость цилиндра 2 подается давление и шток 5 посредством диска 16 и кронштейнов 17 и 18 передает усилие клиньями 19, разжимая тем самым сектора 10 в радиальном направлении с расчетным усилием. Таким образом, обеспечивается окончательный разжим секторов 10, соосное центрирование необходимым усилием, стабильность положения стыка и закрепление свариваемых деталей. После этого осуществляют сварку кольцевого шва.
По окончании сварки подают давление в штоковуга (правую) полость цилиндра 2,
Шток 5 посредством диска 16 и кронштейнов 17 и 18 вытягивает клинья 19 из распора. При стягивании клиньев 19 с места пружины 12 отрывают сектора 10 от поверхности свариваемых деталей на величину зазора меж- ду овальными отверстиями в секторах 10 и ступенчатыми винтами 9, обеспечивая тем самым гарантированный зазор между внутренней поверхностью изделия и подкладными шинами, заведомо больший, чем кольцевой проплав, образованный в процессе сварки.
Одновременно диск 16 перемещает диск 15 со штоком 4 и упорами 14 в левое крайнее положение, при этом пружины 23 возвращают толкатель 8 с секторами 10 в исходное положение. Отведя пиноль 25, снимают с центратора сваренные детали.
Данная конструкция внутреннего формирующего устройства позволяет обеспе- чить надежность разжима и центрирование деталей в стесненных условиях, т.е. центрировать и производить сварку стыков, близлежащих к перегородкам, диафрагмам и др.
Применение распорных клиньев, входя- щих выступами в пазы разжимных секторов
и взаимодействующих по их косым срезам, обеспечивает правильную геометрическую форму стыка нежестких конструкций, что повышает качество сварки.
Формула изобретния Внутреннее формирующее устройство для сварки кольцевых швов, содержащее штангу, на которой смонтированы подпружиненные толкатели, связанные посредством упоров с наружным штоком одного цилиндра, причем на толкателях установлены разжимные сектора с косыми срезами, в пазах которых своими выступами размещены распорные клинья, связанные посредством кронштейнов со штоком другого цилиндра, отличающееся тем, что, с целью обеспечения надежности центрирования, разжима и сварки стыков в стесненных условиях, устройство снабжено кронштейнами, закрепленными на штанге, направляющими втулками с установленными в них подпружиненными гильзами, жестко связанными с толкателями, причем направляющие втулки закреплены под углом к продольной оси штанги, а кронштейны размещены на штанге диаметрально противоположно.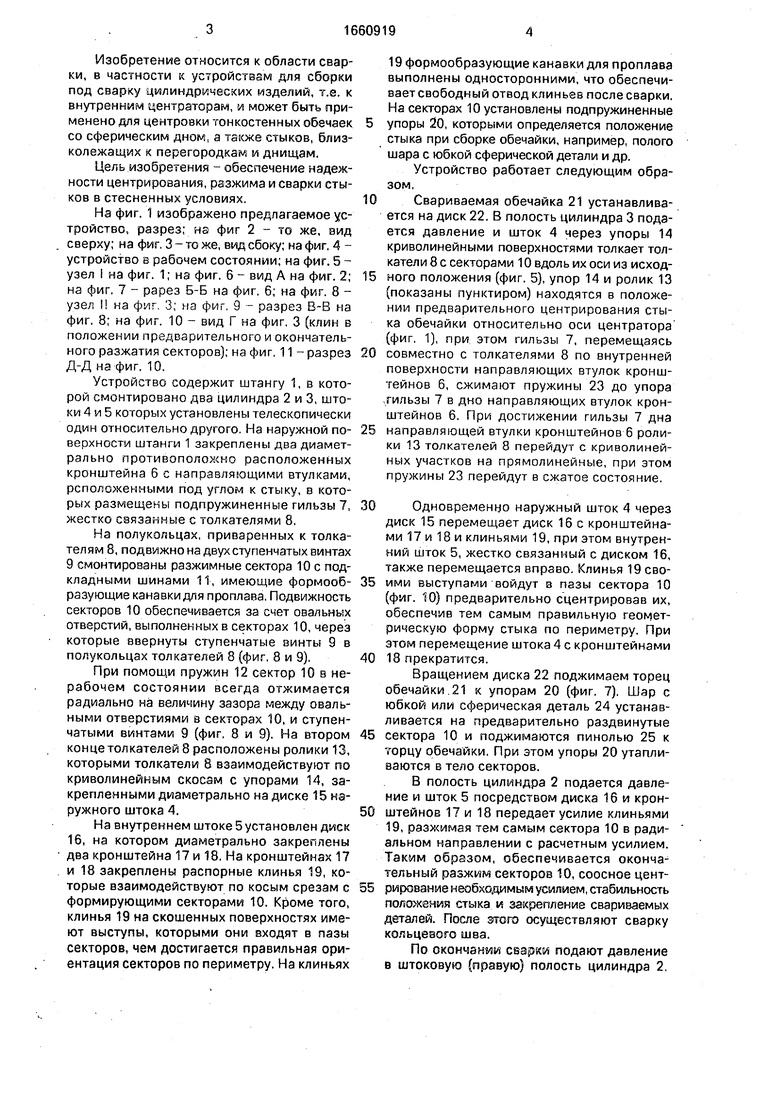
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ ЕМКОСТЕЙ | 2008 |
|
RU2407618C2 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Устройство для сварки продольных швов обечаек | 1977 |
|
SU727385A1 |
| Внутренний центратор | 1976 |
|
SU569421A1 |
| Установка для автоматической сварки по замкнутому контуру | 1986 |
|
SU1433703A1 |
| Устройство для сборки и сварки кольцевых стыков с формированием обратной стороны шва | 1984 |
|
SU1235688A1 |
| Центратор для сборки и сварки пластмассовых труб | 1987 |
|
SU1451044A1 |
| Внутренний центратор для сборки труб и деталей трубопроводов под сварку | 1982 |
|
SU1049221A1 |
| Установка для сборки и сварки обечаек из сегментов | 1988 |
|
SU1816255A3 |
| Внутренний центратор для сборки под сварку кольцевых стыков | 1990 |
|
SU1756088A1 |
Изобретение относится к сварке, в частности к устройствам для сборки под сварку цилиндрических изделий, т.е. к внутренним центраторам, и может быть применено для центровки тонкостенных обечаек со сферическим дном, а также стыков, близколежащих к перегородкам и днищам. Цель изобретения - обеспечение надежности центрирования, разжима и сварки стыков в стесненных условиях. На наружной поверхности штанги 1 устанавливаются два диаметрально противоположно расположенных кронштейна 6 с направляющими втулками, расположенными под углом к плоскости стыка, в которые устанавливаются подпружиненные гильзы 7 с толкателем 8, связанные посредством упоров 14. Последние имеют криволинейные скосы с наружным штоком одного цилиндра. В секторах 10 выполнены пазы, в которые своими выступами входят распорные клинья, жестко связанные посредством кронштейнов со штоком другого цилиндра. Для стабильного положения плоскости стыка относительно сварочной головки разжимные секторы 10 снабжены подпружиненными упорами. Устройство обеспечивает сборку деталей сложной конфигурации, стыки которых находятся в труднодоступных местах. 11 ил.
2 1
19 Фиг 3
18 19 Щи г. 2
tf
j гяф
6160991
L-гЩ
Qt
HI
9-9
ff-ff
8 Щ
9 гщ
QZ
vgw
6L60991
Видг
.Г
Фиг.Ю
А-Д
Риг. 11
| ВНУТРЕННЕЕ ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ СВАРКИ | 0 |
|
SU334033A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
