1.
Основное авт. св. № 188274 выдано на устройство для прессования профилей.
Предлагаемое устройство отличается тем, что в контейнере установлены рейки, образующие с профильными валками очко матрицы. Рейки имеют возможность перемещаться в направлении истечения металла. Такое выполнение устройства обеспечивает повышение стойкости инструмента.
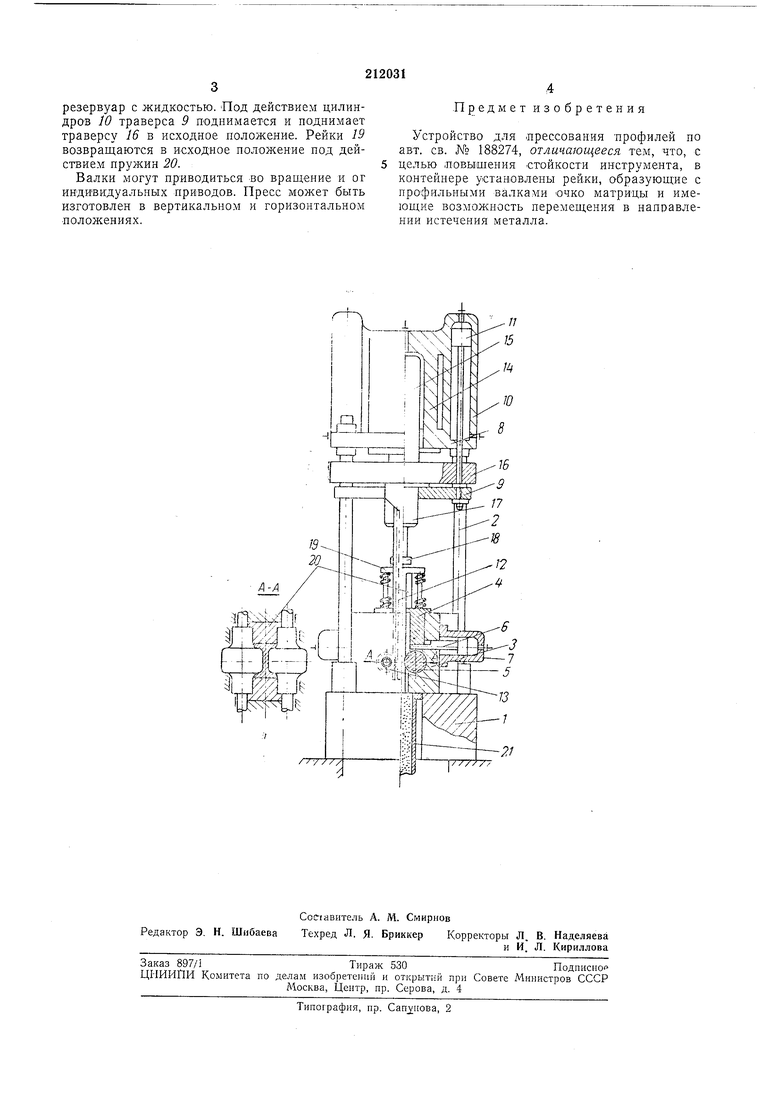
На чертеже представлено описываемое устройство, общий вид и разрез по А-Л.
Пресс состоит из основания /, на .котором закреплены четыре колонны 2 и контейнерное устройство. В корпусе 3 контейнерного устройства помещается контейнер 4 и валки 5; в стенке контейнера 4 имеются два паза, расположенные перпендикулярно оси .валков. В эти пазы вставляются боковые пуансоны 6, приводимые в движение с помощью цилиндров 7.
В верхней части 8 -пресса расположены траверса Я боковые щилиндры 10 с плунжерами 11, зубчатые рейки 12, взаимодействующие с шестернями 13, рабочий цилиндр 14 с плунжером 15, соединенным с подвижной траверсой 16. К траверсе крепится пуансонодержатель 17 с пуансоном /5.
2
Контейнер снабжен также двумя скользящими рейками 19, подпружиненными яружинами 20. В нижней части пресса расположен резервуар 21 с жидкостью.
Пресс работает следующим образом. Заготовку -помещают в контейнер, и под действием пуансона 18 они продавливаются через вращающиеся валки 5, на поверхности которых нанесена гравюра соответствующего профиля.
Пуансон 18 пр.иводится в движение от цициндра 14 через плунжер 15 и траверсу 16. Валки 5 приводятся во вращение от щилиндра 14 через траверсы /6 и Р с помощью зубчатых реек 12, которые соединены с траверсой 9 и шестернями 13.
На зубчатых рейках 12 имеются .выступы, которые давят на рейки 19 приводя их в движение. В момент соприкосновения пуансонодержателя 17, который служит и упором, с фланцем контейнера пуансон 18 останавливается, включаются цилиндры 10, и траверса 9 продолжает опускаться. При опускании траверсы валки продолжают вращаться от зубчатых реек 12. Бобковые цуансоны 6 сжимают прессостаток до размеров, обеспечивающих захват прессостатка валками и его протяжку. Обжатый прессостаток захватывается ъалкарезервуар с жидкостью. Под действием цилиндрОВ 10 траверса 9 поднимается и поднимает траверсу 16 в исходное положение. Рейки 19 возвращаются в исходное положение под действием пружин 20.
Валки могут приводиться во вращение и ог индивидуальных приводов. Пресс может быть изготовлен в вертикальном и горизонтальном положениях.
Предмет изобретения
Устройство для лрессования профилей по авт. св. ° 188274, отличающееся тем, что, с целью повышения стойкости инструмента, в контейнере установлены рейки, образующие с профильными валками очко матрицы и имеющие возможность перемещения в направлении истечения металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1969 |
|
SU238323A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ | 1968 |
|
SU209951A1 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ ПРОФИЛЕЙ | 1966 |
|
SU188274A1 |
| СПОСОБ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006333C1 |
| Н. Д. ОСИНОЕ,А. Г. Ирошников и В. М. Каковин | 1969 |
|
SU242672A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ | 1970 |
|
SU284581A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРЯМОГО ВЫДАВЛИВАНИЯПОКОВОК | 1970 |
|
SU284605A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ ЧЕРЕЗ ВРАЩАЮЩИЕСЯВАЛКИ | 1966 |
|
SU179596A1 |
| Устройство для изготовления прессованием кольцевых изделий | 1971 |
|
SU442865A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ | 1968 |
|
SU212032A1 |
21
