Изобретение относится к обработке металлов давлением, в частности к получению изделий осадкой, и может быть использовано при производстве деталей с выступами и впадинами на боковых поверхностях.
Известен способ изготовления деталей с чередующимися выступами и впадинами на наружной и внутренней боковых поверхностях осадкой в торец.
Наиболее близким по технической сущности к изобретению является способ и устройство для изготовления деталей с выступами и впадинами на наружной боковой поверхности.
По этому решению заготовку помещают в матрицу с профильной рабочей поверхностью и деформируют пуансоном наружной поверхностью, повторяющим профиль матрицы. Деформирование осадкой проводят на выталкивателе, повторяющем в торце профиль торца детали, а боковой поверхностью-входящим в зацепление с матрицей. После осадки выталкиватель поднимает отштампованную деталь над матрицей для удаления ее из зоны штамповки.
К недостаткам относятся наличие выталкивателя с формой профиля матрицы, что увеличивает трудоемкость изготовления и усложняет конструкцию устройства; необходимость оборудования с выталкивающей системой, что уменьшает диапазон используемого оборудования; выталкиватель и матрица образуют глухую полость, что затрудняет удаление окалины и шлама, увеличивает износ штампа и снижает качество поковок.
Техническим результатом изобретения является упрощение конструкции рабочих частей устройства, расширение диапазона используемого оборудования, увеличение стойкости и увеличения качества поковок.
Это достигается тем, что в способе осадки осесимметричных заготовок, включающем размещение исходной заготовки в матрице, приложение к ее торцам осевого усилия сжатия посредством пуансона до окончания формирования торцовой и боковой поверхностей заготовки, соответствующих рабочим поверхностям пуансона и матрицы, и удаление осаженной заготовки из матрицы, удаление осаженной заготовки осуществляют в два этапа, на первом из которых проводят подъем матрицы и неподвижной относительно нее заготовки до соприкосновения заготовки с пуансоном, а на втором перемещают заготовку относительно матрицы в направлении приложения осевого усилия сжатия посредством пуансона.
Устройство для осадки осесимметричных заготовок, содержащее связанные направляющими колонками и втулками верхнюю и нижнюю плиты, матрицу с профильной внутренней поверхностью и пуансон, боковая поверхность которого соответствует внутренней поверхности матрицы, снабжено траверсой прижима и подъема матрицы, выполненной составной и установленной на направляющих колонках концентрично матрице в выполненной на ее наружной боковой поверхности кольцевой проточке с возможностью подъема матрицы на расстояние от нижней плиты, превышающее высоту осаженной заготовки. Привод траверсы выполнен в виде силовых цилиндров, установленных на нижней плите, плунжеры которых жестко соединены с составной траверсой, при этом рабочий ход плунжеров превышает высоту осаженной заготовки, или в виде передаточных пар, составленных из реек и колес, при этом рейки жестко соединены с составной траверсой, а их рабочий ход превышает высоту осаженной заготовки.
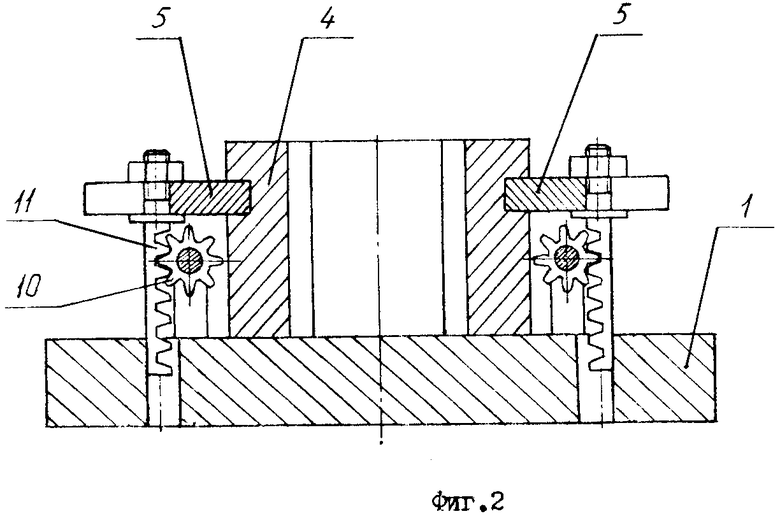
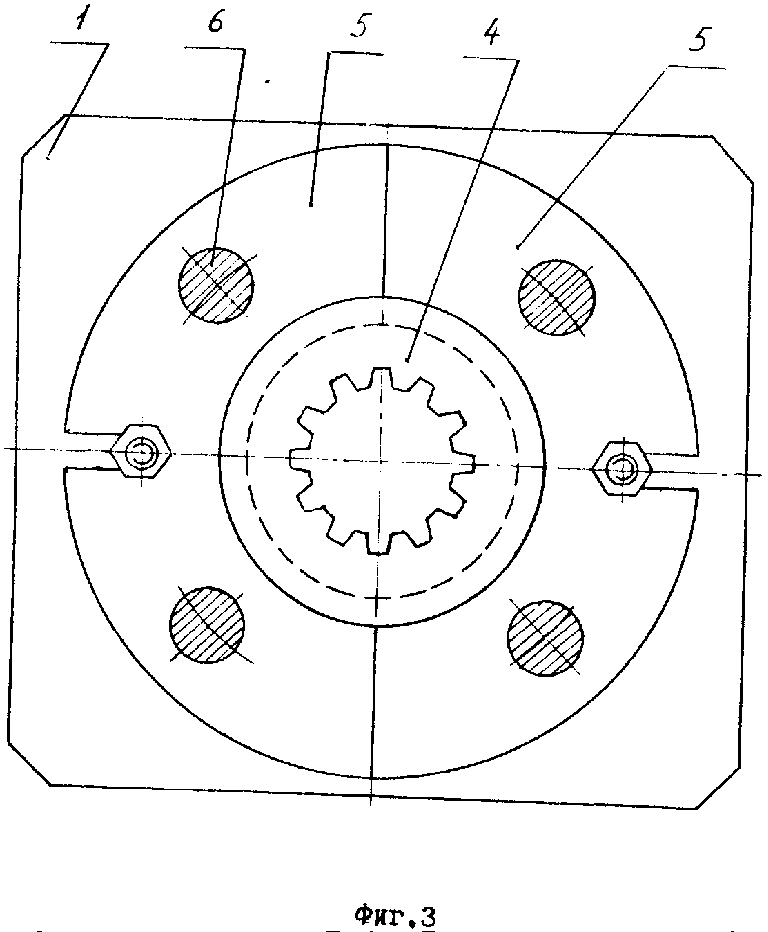
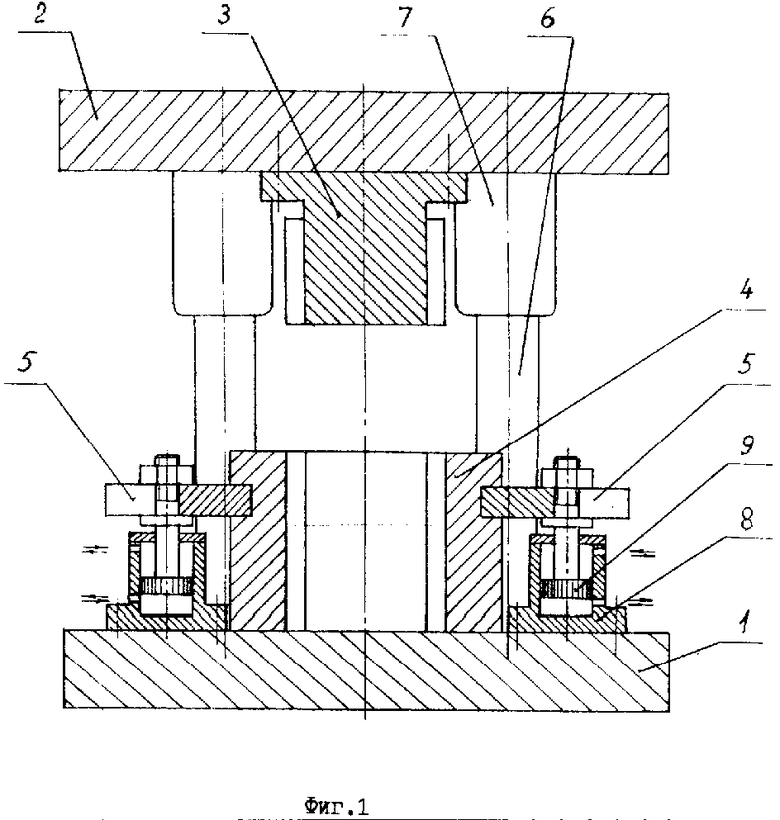
На фиг. 1 показано устройство с силовыми цилиндрами, общий вид; на фиг. 2 - нижняя часть устройства с передаточными парами, общий вид; на фиг. 3 - то же, план.
Способ заключается в проталкивании осаженной заготовки в направлении приложения деформирующего усилия. Способ осуществляется приложением повторного усилия к торцу осаженной заготовки после ее деформирования при поднятой в сторону пуансона матрице.
Предложенное устройство состоит из нижней 1 и верхней 2 плит, пуансона 3, матрицы 4, траверсы 5, направляющих колонок 6 и втулок 7. Матрица 4 центрируется в устройстве траверсы 5, перемещающейся по колонкам 6. Траверса выполнена составной и установлена в кольцевой проточке, выполненной на наружной боковой поверхности матрицы. Траверса предназначена для прижима матрицы в момент осадки и подъема ее для удаления осаженной заготовки. В одном из вариантов устройства на нижней плите установлены силовые цилиндры 8 с плунжерами 9, жестко связанными с траверсой 5. Цилиндры имеют два входа рабочего агента: нижний под поршнем плунжера для подъема траверсы с матрицей и верхней над поршнем плунжера для прижима матрицы к нижней плите.
В другом случае использования устройства на нижней плите установлены передаточные пары из зубчатых колес 10 и реек 11. Зубчатые колеса размещены на опорах, а рейки жестко связаны с траверсой 5. В этом случае в нижней плите выполнены отверстия для направления и прохода реек, а сами рейки имеют рабочую длину, превышающую высоту осаженной заготовки. Число силовых цилиндров и передаточных пар выбирается из конструктивных соображений исходя из размеров заготовки и условий осадки. Привод плунжеров цилиндров и колес пар автономный, который для автоматизации процесса может быть связан с подвижной частью оборудования.
Устройство работает следующим образом.
В исходном положении верхняя часть отстоит от нижней на величину прохода заготовки. Матрица прижата к нижней плите. Заготовка устанавливается в матрицу. При ходе ползуна пресса вниз пуансон входит в зацепление с матрицей и при достижении верхней плоскости заготовки осуществляет осадку. Во время осадки формируются торцы и ее боковая поверхность. По окончании осадки верхняя часть устройства уходит вверх, осаженная заготовка остается в матрице.
Начинается этап выталкивания осаженной заготовки, выталкивателем является пуансон. С помощью приводимой в движение траверсы матрица поднимается над нижней плитой на высоту, превышающую высоту осаженной заготовки. Выталкивание осуществляется движением поковки вниз относительно матрицы и выполняется одним из трех методов: первый - при неподвижном пуансоне движением матрицы вверх, второй - при неподвижной приподнятой матрице движением пуансона вниз; третий - для уменьшения хода выталкивания матрицы или пуансона используют промежуточный стержень, помещаемый между пуансоном и осаженной заготовкой. После выталкивания осаженной заготовки матрица опускается до соприкосновения с нижней плитой, пуансон приводится в верхнее положение, снова устанавливается заготовка, процесс повторяется.
П р и м е р. Изготавливается стальное зубчатое колесо со ступицами. Наружный диаметр 120 мм, число зубьев Z равно 18, модуль М равный 6, высота полотна колеса 40 мм, ступицы диаметром, равным 50 мм, и высота 15 мм, полная высота колеса 70 мм. С учетом постоянства объема, изменения размеров при нагреве и охлаждении, диаметра впадин колеса и стандартных размеров проката размеры заготовки равны Do x Ho = = 90 х 60 мм. Штамповку проводят в горячем состоянии при Т, равной 1200. . . 1000оС. Нагретую заготовку помещают в матрицу устройства. Первым движением ползуна пресса вниз проводят осадку заготовки с деформированием торцовых и боковых поверхностей, затем поднимают матрицу с находящейся в ней поковкой на 80 мм и удерживают на этой высоте, повторным движением ползуна выталкивают поковку из матрицы, после чего матрицу опускают в исходное положение на нижнюю плиту. При необходимости перед опусканием удаляют с плиты окалину и снизу смазывают внутреннюю полость матрицы.
Предложенный способ и устройство позволяют повысить качество поковок за счет лучшей очистки рабочих частей инструмента, уменьшить износ и снизить усилие за счет регулярной и равномерной смазки, дает возможность использовать оборудование, не имеющее специальной системы выталкивания. (56) 1. Заявка ФРГ N 848091, кл. В 21 К 1/30, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ОСАДКОЙ | 1992 |
|
RU2006329C1 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2011468C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ПОКОВОК ОСАДКОЙ | 1991 |
|
RU2011466C1 |
| УСТРОЙСТВО ДЛЯ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1991 |
|
RU2011465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ОСАДКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2006326C1 |
| Устройство для изготовления полых деталей | 1989 |
|
SU1704896A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| Штамп совмещенного действия для листовой штамповки | 1986 |
|
SU1479169A1 |
| Штамп для вырубки и осадки | 1981 |
|
SU994098A1 |
Использование: обработка металлов давлением, в частности изготовление деталей с профильной боковой поверхностью. Осаженную заготовку выталкивают из предварительно поднятой матрицы повторным приложением усилия в направлении осадки. При этом в качестве выталкивателя используют пуансон для осадки. Устройство для осадки снабжено составной траверсой, установленной концентрично матрице в выполненной на ее боковой поверхности кольцевой проточке. Траверса служит для прижима и подъема матрицы над нижней плитой. Привод подъема выполнен в виде силовых цилиндров, установленных на нижней плите. Цилиндры имеют две полости, включением в работу одной из которых поднимают матрицу над нижней плитой, а включением в работу другой - прижимают матрицу к нижней плите. В другом случае использования устройства привод подъема и прижима выполнен в виде передаточных пар, состоящих из зубчатых реек и колес. 2 с. п. 2 з. п. ф-лы, 3 ил.
