Изобретение относится к 0|борудованию для обработки металлов давлением.
Известен гидравлический пресс для прямого выдавливаиия паковок, содержащий станину, в верхнюю траверсу которой вмонтированы главный гидравлический щилиндр и боковые приводные цилиндры, шарнирно сочлененные с подвижной траверсой, а также «онтейнеродержатель с контейнером, пуансонодержатель с пуа;нсоном и матрицу. Такой пресс не обеспечивает высокого качества выдавливаемых поковок из-за несоосности инструмента.
В предложенной прессе контейнеродержатель снабжен хвостовиком, входящим в предусмотренную на подвижной траверсе выточку, и выполнен полым, ири этом пуансонодержатель установлен внутри контейнеродержателя, шарнирно сочленен с плунжерО-М главного цилиндра и вафиксирован от углового поворота.
Благодаря этому повышается качество выдавлив1аемых поковак.
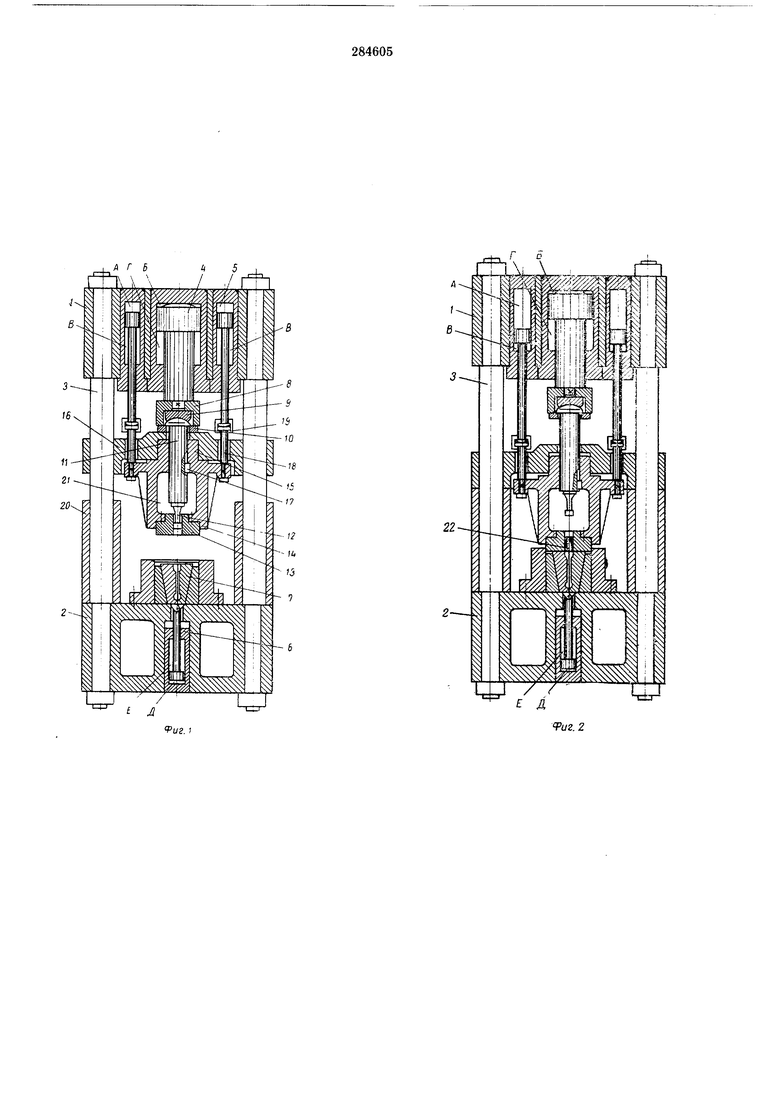
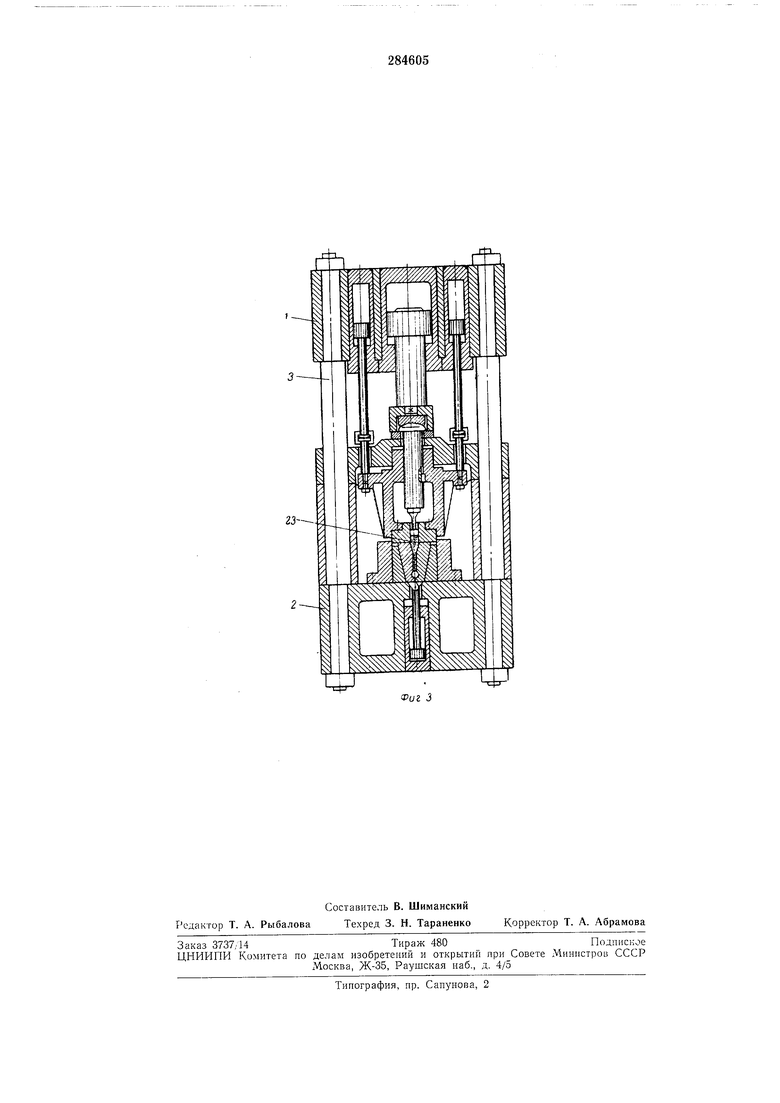
На фиг. 1 представлен предложенный пресс в исходном положении, продольный разрез; на фиг. 2 - то же, в момент загрузки заготовки; на фиг. 3 - то же, в момент выдавливания ПО.КОВКИ.
В верхней траверсе 1 вмонтированы главный гидроцилиндр 4 поршневого типа для осуществления основной технологической операции- выдавливания - и гидроцилиядры 5 поршневого типа для подъема и опускания контейнера. В нижней травесе 2 укреплены гидроцилиндр 6 выталкивателя и бандажированая формообразующая матрица 7, составляющая нижнюю часть штампа для прялюго
горячего выдавливания. Матрица кинематически сочленена с цилиндром выталкивателя.
Шток гидроцилиндра 4 через проставку , пяту 2 и фланец 10 шарнирно сочленен с бойко.м 11, несущим пуансон 12. Боек 11 вмонтир.ован соосно с контейнером 13 в расточку контейнеродержателя 14, который цилиндрическим хвостовиком 15 с определенными кольцевыми зазорами вставлен снизу в расточку подвижной траверсы 16. Боек // зафиксирован от возможного разворота в расточке контейнеродержателя 14 шпонкой 17.
Контейнеродержатель 14 посредством штанг 18, проходящих через подвил ную траверсу 16, и шарнирных сочленений 19 соедин.ен со
щтоками гиДроцилиндров 5. Траверса 16 щодвил на по колоннам 3 пресса и тоже соединена с гидроцилиндрами 5, сообщающими ей движение вниз посредством шарни1рных сочленений 19, а вверх - посредством заплеДля ограничения хода траверсы 16 вниз предусмотрены жесткие упоры 20, восприяимающие через ороставку 8, фланец 10 и траверсу 16 полное усилие гкдроцилиндра 4 в конце выдавливания. Ход траверсы 16 несколько меньше хода контейнеродержателя 14 (на величину зазора между ними), что обеспечивает независимое смыкание тр:аверсы 16 с упора-ми 20 и -контейнера 13 с матрицей 7.
В коитейнеродержателе 14 выполнены сквозные оюна 21, образующие необходимую рабочую зону для установки пуансона 12 и для загруэки -мерной заготовки 22 (фит. 2), из которой в результате выдавливания формообразуется поковка 23 (фиг. 3). Поковка имеет «замок и «перо.
Пресс ра1ботает следующим образом.
Из исходного положения контейнер 13, вмонтированный в контейнеродержатель 14, посредством гидроцилиндров 5 (жидкость подается в полости А) с Необходимым усилием смыкается с матрицей 7. При этом траверса 16 сна-чала перемещается вниз посредством сочленений 19, а затем под собственны веcOiM ложится на жесткие упоры 20. В результате того, что контейнеродержатель 14 сочленен шариирно со штоками гидроцилиндров 5 и вставлен цилиндрическим хвостовиком 15 в траверсу 16 с кольцевыми зазорами, осуществляется смыкание («без перекосов) ко-нтейнера 13 с матрицей 7. Кольцевые зазоры не допускают взаимного осевого смещения контейнера и матрицы сверх установленных технологических величин, которые определяются конструктивной возможностью центрирования ко-нтейнера с матрицей по заходным фаскам, предусмотренным в конструкциях штампов для выдавливания.
После смыкания контейнера с матрицей в отверстие контейнера загружают нагретую мерную заготовку 22 с предварительно нанесенным слоем технологической смазки. Затем с помощью гидроцилийдра 4 (жидкость подается в полость Б) с определенными скоростью и усилием боек перемещается вниз до замыкания усилия главного цилиндра на упоры 20 и обеспечивает соосное внедрение пуансона 12 в отверстие контейнера 13. Пуансон де1формирует заготовку 22, металл частично течет в ручей матрицы и образует профиль «пера П-ОКОВ1КИ. «Замо:к поковки формообразуется в приемном отверстии контейнера в результате ограниченного внедрения пуансона. Величина внедрения пуансона iB отверстие контейнера, а следовательно, и размер «замка поковки определяются толщиной фланца
10. После этого контейнер 13 посредством гидроциликдра 5 (жидкость подается в иолости В) вначале, перемещаясь вверх относительно пуансона 12, освобождает «замок поковки, а затем, выбрав зазор между контейнеродержателем и траверсой, поднимает траверсу, а вместе с ней шток гидроцилиндра 4 и боек // с -пуансоном. Подвижные части пресса устана:вливаются в исходное положение, полости В и Г гидроцилиндров 4 и 5 запираются. .Матрица 7 с выдавленной поковкой 23 вытал:кивается гидроцилиндром 6 (жидкость подается в полость Д) и раскрывается на ходу. Готовую поковку удаляют из зоны прессования. После этого матрица при помощи гидроцилиндра 6 (жидкость подается в полость Е) опускается в исходное положение. Далее цикл повторяется.
Предмет изобретения
Гидравлический пресс для прямого зыда1Вливания поковок, содержащий станину, в верхнюю траверсу которой вмонтированы главный
гидравлический цилиндр и боковые приводные цилиндры, шарнирно сочлененные с подвижной траверсой, а также контейнеродержатель с контейнером, пуансонодержатель с пуансоном и матрицу, отличающийся тем, что
с целью повышения качества выдавливаеимых поковок, контейнеродержатель снабжен хвостовиком, входящим в предусмотренную на подвижной траверсе расточку, и выполнен полым, при этом пуансонодержатель установлен внутри контейнеродержателя, щарнирно сочленен с плунжером главного цилиндра и зафиксирован от углового поворота.
tj
Риг. I
Vuz. 2
Фиг J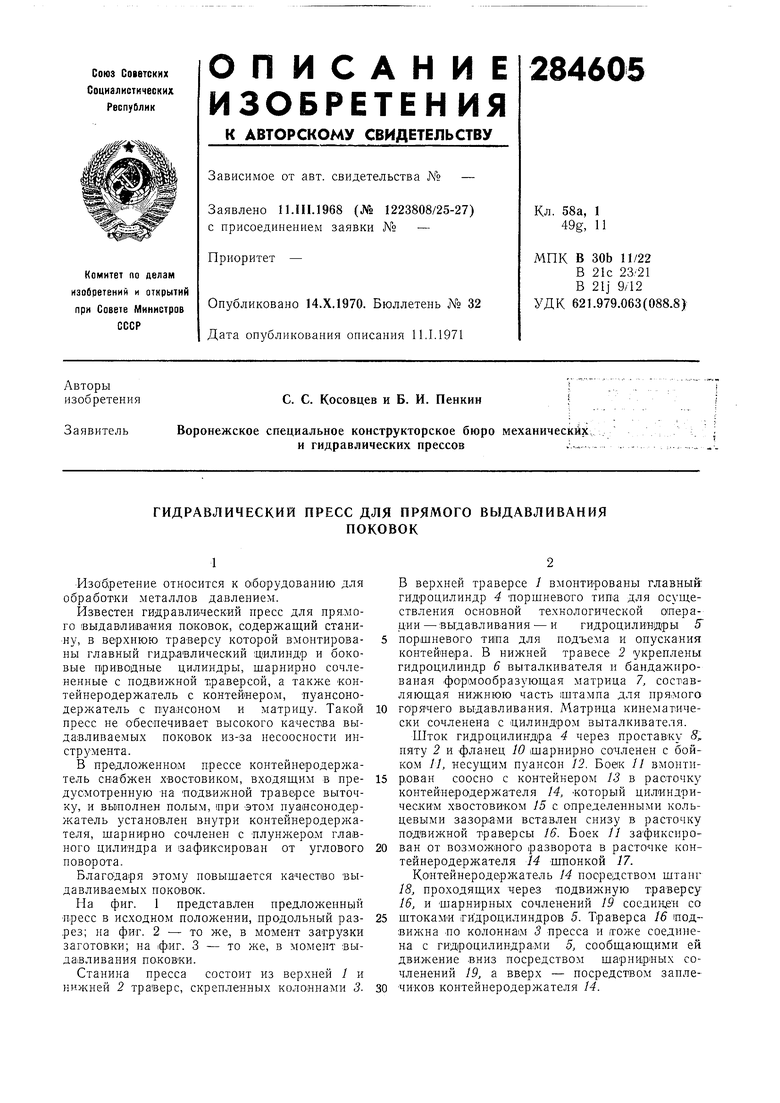
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ВЫДАВЛИВАНИЯ ИЗДЕЛИЙ ЖИДКОСТЬЮ ВЫСОКОГО ДАВЛЕНИЯ | 1973 |
|
SU388915A1 |
| Гидравлический пресс | 1981 |
|
SU988580A1 |
| Штамп с разъемными матрицами | 1982 |
|
SU1047574A1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| Гидравлический пресс | 1981 |
|
SU963881A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Гидравлический пресс | 1980 |
|
SU941200A2 |
| Пресс для получения панелей прессованием | 1990 |
|
SU1712022A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Гидравлический пресс | 1981 |
|
SU1234214A1 |