Известен способ соединения труб из термопластов путем сварки трубы с муфтой нагревательным приспособлением, заключающийся в том, что торцовые и наружные цилиндрические поверхности конца трубы одновременно сваривают с внутренней .поверхностью раструба муфты и боковой поверхностью внутренней полки муфты. При ЭТО.М из-за быстрого разогрева и. размягчения кромок трубы, которые одновременно нагреваются как с торца, так и с наружной поверхности, конец свариваемой трубы теряет форму.
Скопление значительного количества оплавленного материала увеличивает величину концентрации напряжений. Кроме того, при сварке известным способом оплавление торца свариваемой трубы по периметру неравномерное. Все эти недостатки не позволяют указанным способом сваривать тонкостенные трубы (толщиной стенки менее 3 мм).
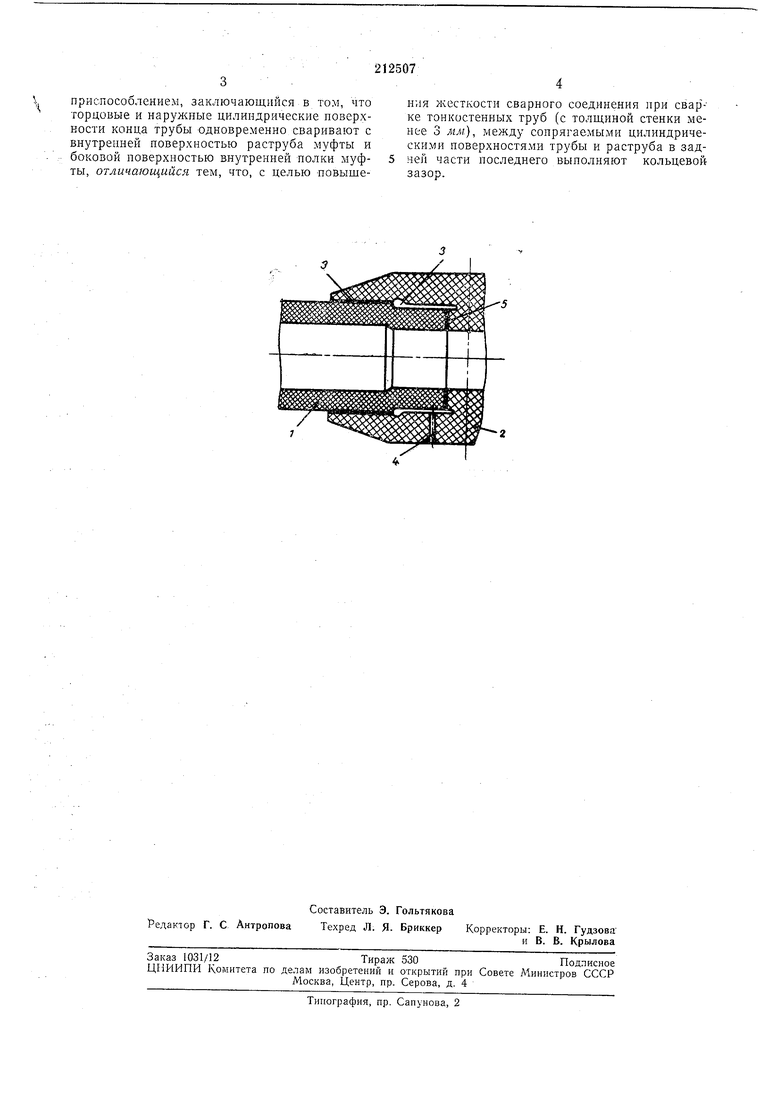
По предложенному способу для повыщения жесткости сварного соединения при сварке тонкостенных труб (с толщиной стенки 3 мм) между солрягаемыми цилиндрическими по-, верхностями трубы и раструба в задней части последнего выполняют кольцевой зазор.
Кольцевой зазор целесообразно предусмотреть шириной, равной половине глубины раструба, и высотой 1 -1,5 мм и расположить ниже цилиндрической (поверхности, соответствующей номинальному наружному диаметру свариваемой трубы, для чего конец тонкостенной трубы отформовывают в холодном или размягченном состоянии. Для возможности контроля качества сварки торца трубы с боковой поверхностью внутренней полки муфты в задней части раструба муфты расположено радиальное отверстие небольщого диаметра, сообщающее пространство кольцевого зазора с окружающей атмосферой.
Для снижения величины остаточных напряжений зазор 5 имеет закругленные края, которые продолжены с одной стороны за боковую поверхность внутренней полки муфты 2
и с другой стороны - выще внутренней цилиндрической поверхности раструба муфты. В этом случае сварочные напряжения могут быть частично погащены за счет небольших деформаций конца трубы и бокового выступа
внутренней полки муфты, расположенных ниже кольцевого зазора.
приспособлением, заключающийся в том, что торцовые и наружные цилиндрические поверхности конца трубы одновременно сваривают с внутренней поверхностью раструба муфты и боковой поверхностью внутренней полки муфты, отличающийся тем, что, с целью новышения жесткости сварного соединения при тонкостенных труб (с толщиной стенки менее 3 мм), между сопрягаемыми цилиндрическими поверхностями трубы н раструба в задней части последнего выполняют кольцевой зазор.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАДИАЛЬНОЙ СВАРКИ ТРЕНИЕМ ВРАЩЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ ВРАСТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2223175C1 |
| Способ соединения трубы с муфтой из термопластов | 1984 |
|
SU1219403A1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2393371C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2398152C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ сварки термопластов в раструб | 1982 |
|
SU1077804A2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СВАРКИ ТРУБ И ФАСОННЫХ ЧАСТЕЙ ИЗ ТЕРМОПЛАСТОВ КОНТАКТНБ1М НАГРЕВОМ | 1967 |
|
SU194297A1 |
| Способ контактной сварки труб из термопластов | 1982 |
|
SU1098808A1 |
| Способ соединеия труб из термопластов и устройство для его осуществления | 1984 |
|
SU1206121A1 |
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |