Извеетио приспособление для сварки труб и фасонных частей из термопластов контактным нагревом, состоящее из нескольких соосно расположенных нагревательных элементов.
В предлагаемом приспособлении нагревательные элементы выполнены в виде установленных на стойках вращаемых колец, диска н ступенчатого пплиндра, снабженного коническим отверстием и кольцевым пазом. Паз расположеп между ступепя.ми цилиндра, а между кольцом и диском соосно с пим установлен обогреваемый нож.
Благодаря такому выполнению конструкции предлагаемого приспособления возможен визуальный контроль за процессом оплавления торца трубы н боковой поверхности внутренней нолки фасонной части, что повышает качество сварного соединения.
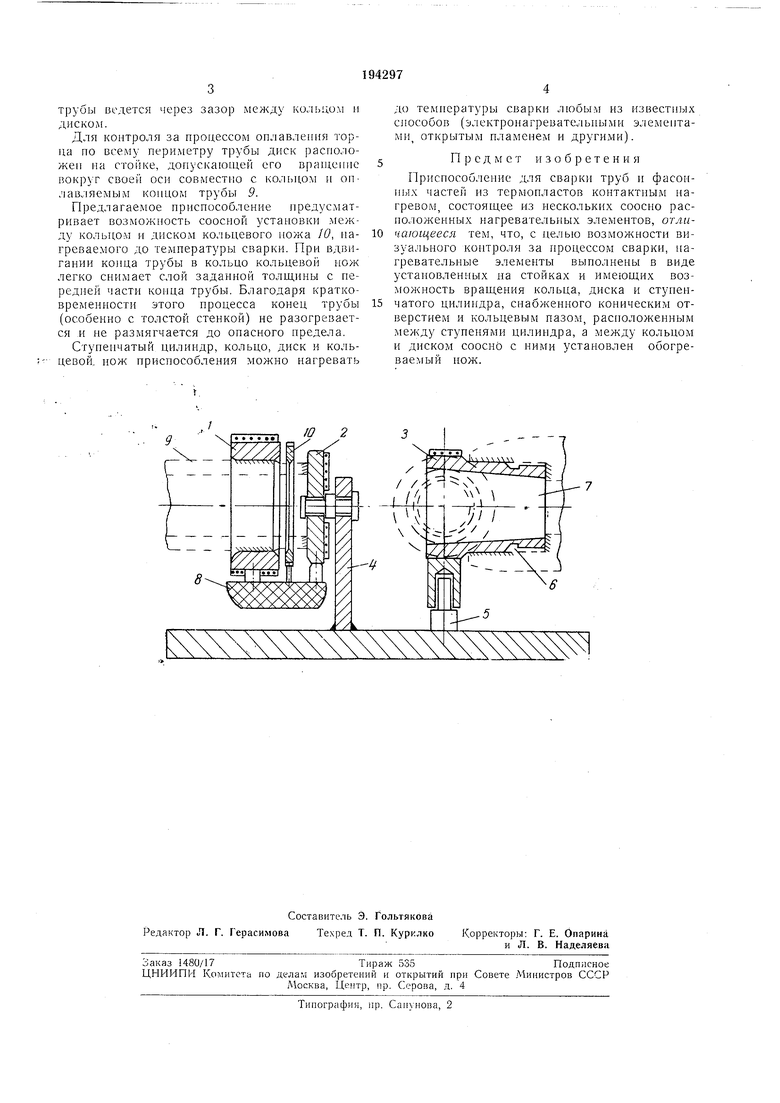
На чертеже дана конструкция описываемого приспособления.
Приспособлеиие состоит из трех отдельных нагревательных элементов: кольца /, диска 2 и ступенчатого цилиндра 3, расположеппых на стойках 4 и 5. Ступенчатый цплиндр служит для оплавления свариваемых поверхностей раструба фасонной части, кольцо - для оплавлепия участка цилиндрической наружной новерхпости конца трубы на некотором расстоя1Н1и от кромки нослсдиен, а днск - для оплавле1 ня торца трубы.
Ступенчатый цнлипдр имеет две ступепн, между которыми предусмотрен кольцевой паз 6, имеющий наружную прямую кромку со стороны первой ступепн и закругленную с нротивоположной стороны. В пространство паза помещается излишнее количество оплавленного материала.
В ступенчатом цилиндре находится конпческое отверстие 7, расположенное суженiioii частью в сторону первой ступени и имеющее минимальный диаметр, равный внутреннему днаметру отверстия свариваемой фасонной части. Это отверстие нозволяет непосредственпо наблюдать процесс оплавления боковой поверхности внутренней полки фасонпо частн по валику оплавленного матернала.
Для удобства наблюдения за процессом оплавления боковой новерхностн внутренней нолкп фасонной части ступепчатый цилнпдр расположеп на стойке 5, допускающей вращеiHie последнего вокруг ее оси, ноэтол1у сварщик имеет возможность новернуть ступенча тый цилнндр расширенной частью коннческого отверстня к себе.
Диск 2 соединен с кольцом / нрп помощи скобы 8, наличие которой нозволяет распо.шжпть кольцо соосно дпску на расстояннн, равной глубине раструба свариваемой фасонной части минус ширина кольца. Визуальное наблюдение за процессом онлавлепня торца
трубы ведется через зазор 1между кольцом и диском.
Для контроля за процессом оплавления торца по всему периметру трубы диск расположен на стойке, допускающей его вранхенне вокруг своей осп совместно с кольцом п оплавляемым концом трубы 9.
Предлагаемое приспособление предусматривает возможность соосной установки между кольцом н диском кольцевого ножа 0, нагреваемого до температуры сварки. При вдвигании ко1ща трубы в кольцо кольцевой нож легко снимает слой заданной толщины с нередней части конца трубы. Благодаря кратковременности этого процесса конец трубы (особенно с толстой стенкой) не разогревается и не размягчается до опасного предела.
Стуненчатый цилиндр, кольцо, диск и кольцевой, иож приспособления можно нагревать
до температуры сварки люоым из известных способов (электронагревательными элементамп открытым пламенем и другими).
Предмет н з о б р е т е н и я
Приспособление для сварки труб и фасонщлх частей из термоиластов контактным нагревом, состоящее из нескольких соосио расположенных нагревательных элементов, отличающееся тем, что, с целью возможности визуального контроля за нроцессом сварки, нагревательные элементы выполнены в виде установленных на стойках и имеющих возможность вращения кольца, диска и стуиенчатого цилиндра, снабженного коническим отверстием и кольцевым пазом, расиоложенным между ступенями цилиндра, а между кольцом и диском соосно с ними установлен обогреваемый иож.