Известны притиры для доводки режущих кромок инструментов. Форма этих притиров приближается к форме обрабатываемой поверхности и получается в результате наполнения притира воздухом.
Особенность описываемого притира состоит в том, что он выполнен в виде доводника клиновидной формы с рабочей поверхностью, представляющей собой отпечаток, образующийся в результате пластической деформации от вдавливания кромки притира на режущую кромку заточенного инструмента. Таким притиром можно доводить режущие передние и задние поверхности инструментов одновременно.
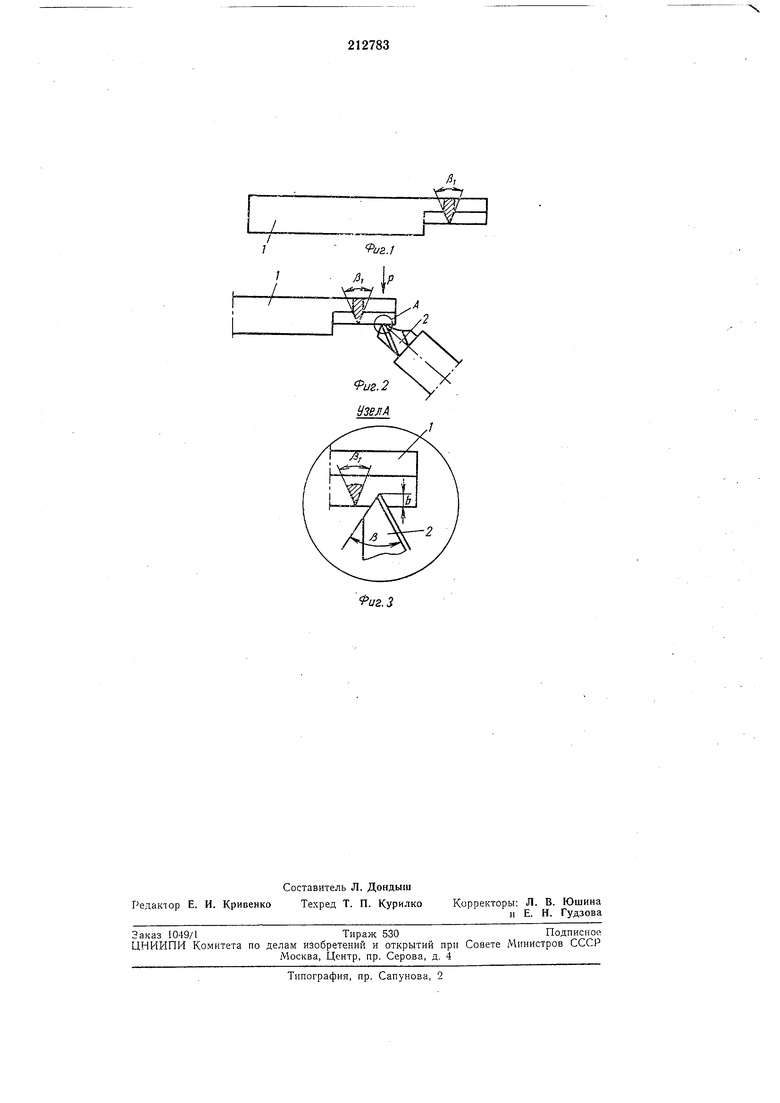
На фиг. 1 изображен описываемый притир; на фиг. 2 - установка притира относительно режущей кромки инструмента; на фиг. 3 - узел А на фиг. 2.
Притир / представляет собой пластину (доводник) , изготовленную из мягкого металла с углом заострения на рабочей поверхности, который выбирается в зависимости от угла заострения режущей кромки заточенного инструмента.
Притир устанавливается поперек режущей кромки инструмента 2 и вдавливается в нее. При возвратно-поступательном перемещении притира вдоль режущей кромки инструмента на нем образуется поверхность отпечатка, на которую затем наносится алмазная паста.
Полученный таким образом притир применяется для одновременной доводки передних и задних поверхностей инструментов разных типов.
Предмет изобретения
Притир для доводки режущих кромок инструментов, шаржированный алмазным порошком, отличающийся тем, что, с целью одновременной доводки режущих передних и задних поверхностей инструментов, он выполнен в виде доводника клиновидной формы с рабочей поверхностью, представляющей собой отпечаток, образующийся в результате пластической деформации от вдавливания кромки притира на режущую кромку заточенного инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАТИЧЕСКИХ ИСПЫТАНИЙ РЕЖУЩИХ КРОМОК ИНСТРУМЕНТОВ НА ПРОЧНОСТЬ | 1967 |
|
SU200248A1 |
| Способ электрохимической обработки резьбовых поверхностей | 1985 |
|
SU1340954A1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2165838C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДИНАМИЧЕСКОЙ МИКРОТВЕРДОСТИ ПОВЕРХНОСТНОГО СЛОЯ КЛИНОВИДНОЙ ДЕТАЛИ | 2005 |
|
RU2279056C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДИНАМИЧЕСКОЙ МИКРОТВЕРДОСТИ КЛИНОВИДНОЙ ДЕТАЛИ | 2005 |
|
RU2284025C1 |
| Способ доводки режущего инструмента | 1989 |
|
SU1701495A1 |
| Способ заточки режущего лезвия инструмента | 1991 |
|
SU1816655A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МИКРОТВЕРДОСТИ КЛИНОВИДНОЙ ДЕТАЛИ | 2005 |
|
RU2284499C1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2163529C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТОНКОПЛЕНОЧНОГО ПОКРЫТИЯ НА БРИТВЕННОМ ЛЕЗВИИ | 2008 |
|
RU2446042C2 |