Изобретение относится к станкостроению, касается изготовления режущего инструмента и может быть использовано для доводки рабочих поверхностей инструментов, преимущественно из твердого сплава.
Цель изобретения - расширение технологических возможностей путем обеспечения доводки криволинейных кромок.
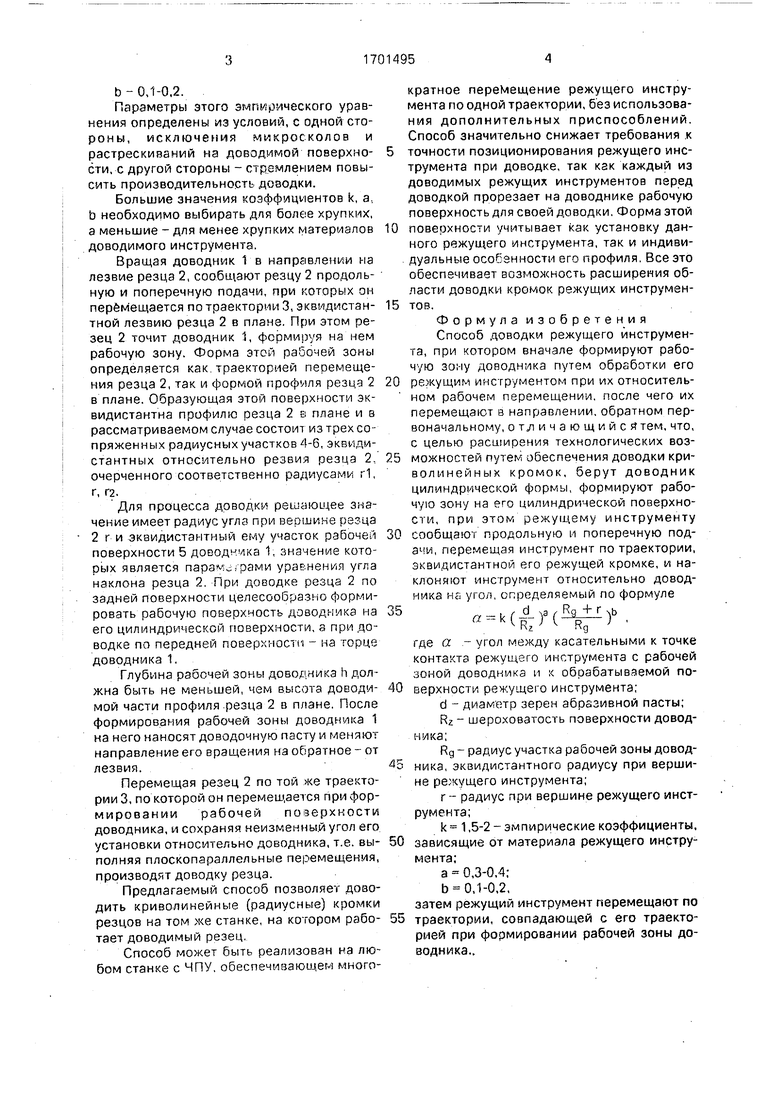
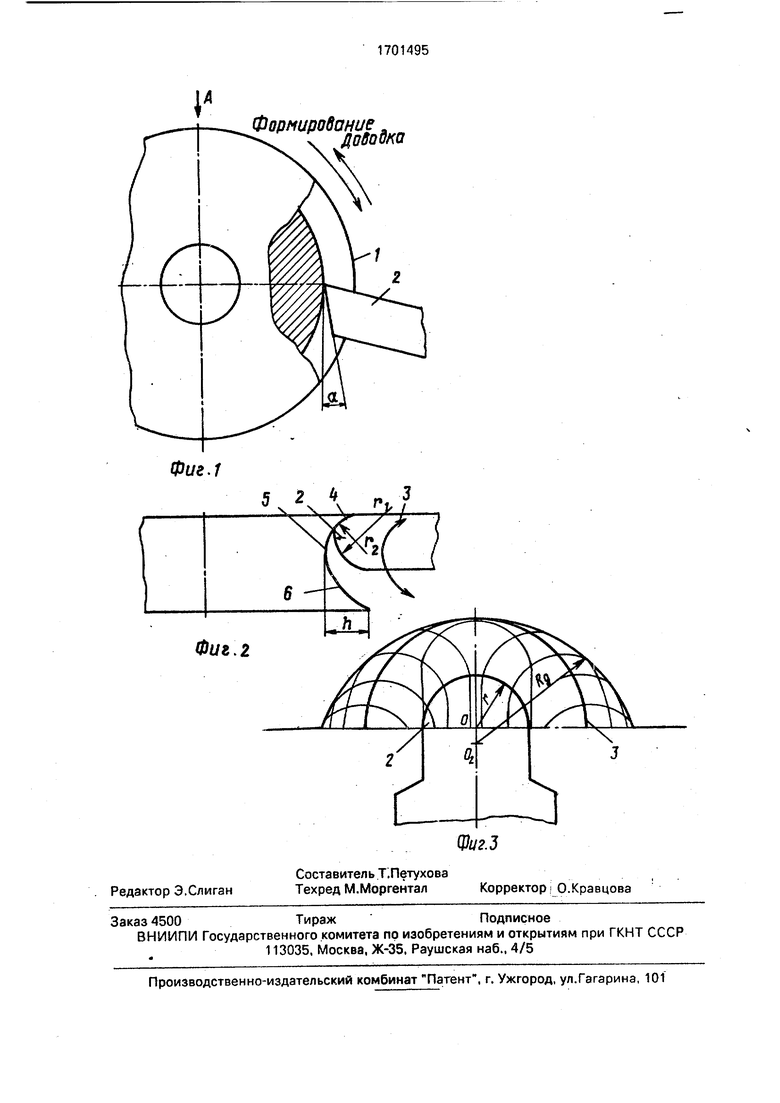
На фиг. 1 показана схема установки резца при формировании рабочей зоны доводника и в процессе доводки, на фиг. 2 - вид А на фиг, 1, перемещение резца; на фиг. 3 - последовательные положения вершины резца, перемещаемой в процессе формирования рабочей зоны доводника.
Доводник 1, выполненный из меди или чугуна, крепят на шпинделе токарного станка (не показан). Предназначенный для доводки, режущий инструмент - резец 2, лезвие которого очерчено в плане радиусом г+ри вершине Г2 и радиусами на периферии
П и гз устанавливают под углом а относительно доводника 1,определяемым из уравнения
/-V - V ( С а ( 9 Ь
) Лг
где а - угол между касательными к точке контакта режущего инструмента с рабочей зоной доводника и к обрабатываемой поверхности режущего инструмента,
d - диаметр абразивных зерен,
Rz - шероховатость поверхности доводника;
Rg - радиус участка рабочей зоны доводника, эквидистантного радиусу при вершине режущего инструмента
г - радиус при вершине режущего инструмента;
k -1,5-2 - эмпирические коэффициенты, зависящие от материала режущего инструмента
а - 0,3-0,4;
vj о
Ј ю ел
b-0.1-0.2.
Параметры этого эмпирического уравнения определены из условий, с одной сто- роны, исключения микросколов и растрескиваний на доводимой поверхно- сти, с другой стороны - стремлением повысить производительность доводки.
Большие значения коэффициентов k, a., b необходимо выбирать дня более хрупких, а меньшие - для менее хрупких материалов доводимого инструмента.
Вращая доводник 1 в направлении на лезвие резца 2, сообщают резцу 2 продольную и поперечную подачи, при которых он перемещается по траектории 3, эквидистан- тной лезвию резца 2 в плане. При этом резец 2 точит доводник 1, формируя на нем рабочую зону. Форма этой рабочей зоны определяется как траекторией перемещения резца 2, так и формой профиля резца 2 в плане. Образующая этой поверхности эквидистантна профилю резца 2 в плане и в рассматриваемом случае состоит из трех со- пряженных радиусных участков 4-6, эквидистантных относительно резвия резца 2. очерченного соответственно радиусами г1,
Г, Г2.
Для процесса доводки решающее значение имеет радиус угла при веошине резца 2 г и эквидистантный ему участок рабочей поверхности 5 довод1- лка 1, значение которых является пара - w-iрами уравнения угла наклона резца 2. При доводке резца 2 по задней поверхности целесообразно формировать рабочую поверхность доводникэ на его цилиндрической поверхности, а при доводке по передней поверхности - на горце доводника 1.
Глубина рабочей зоны доводчика h должна быть не меньшей, чем высота доводи- мой части профиля резца 2 в плане. После формирования рабочей зоны доводника 1 на него наносят доводочную пасту и меняют направление его вращения на обратное - от лезвия.
Перемещая резец 2 по той же траектории 3, по которой он перемещается при формировании рабочей поверхности доводника, и сохраняя неизменный угол его установки относительно доводника, т.е. вы- полняя плоскопараллельные перемещения, производят доводку резца.
Предлагаемый способ позволяет доводить криволинейные (радиусные) кромки резцов на том же станке, на котором рабо- тает доводимый резец.
Способ может быть реализован на любом станке с ЧПУ, обеспечивающем многократное перемещение режущего инструмента по одной траектории, без использова- ния дополнительных приспособлений. Способ значительно снижает требования к точности позиционирования режущего инструмента при доводке, так как каждый из доводимых режущих инструментов перед доводкой прорезает на доводнике рабочую поверхность для своей доводки. Форма этой поверхности учитывает как установку данного режущего инструмента, так и индивидуальные особенности его профиля. Все это обеспечивает возможность расширения области доводки кромок режущих инструментов.
Формула изобретения Способ доводки режущего инструмента, при котором вначале формируют рабочую зону доводника путем обработки его режущим инструментом при их относительном рабочем перемещении, после чего их перемещают в направлении, обратном первоначальному, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения доводки кри- волинейнык кромок, берут доводник цилиндрической формы, формируют рабочую зону на его цилиндрической поверхности, при этом режущему инструменту сообщают продольную и поперечную подачи, перемещая инструмент по траектории, эквидистантной его режущей кромке, и наклоняют инструмент относительно доводника HS угол, определяемый по формуле
(:г
)ь
где а - угол между касательными к точке контакта режущего инструмента с рабочей зоной доводника и к обрабатываемой поверхности режущего инструмента;
d - диаметр зерен абразивной пасты;
RZ - шероховатость поверхности доводника;
Rg- радиус участка рабочей зоны доводника, эквидистантного радиусу при вершине режущего инструмента;
г- радиус при вершине режущего инструмента;
k 1,5-2 - эмпирические коэффициенты, зависящие от материала режущего инструмента;
а 0,3-0.4;
Ь 0,1-0.2,
затем режущий инструмент перемещают по траектории, совпадающей с его траекторией при формировании рабочей зоны до- зодника..
I
Формирование a доводка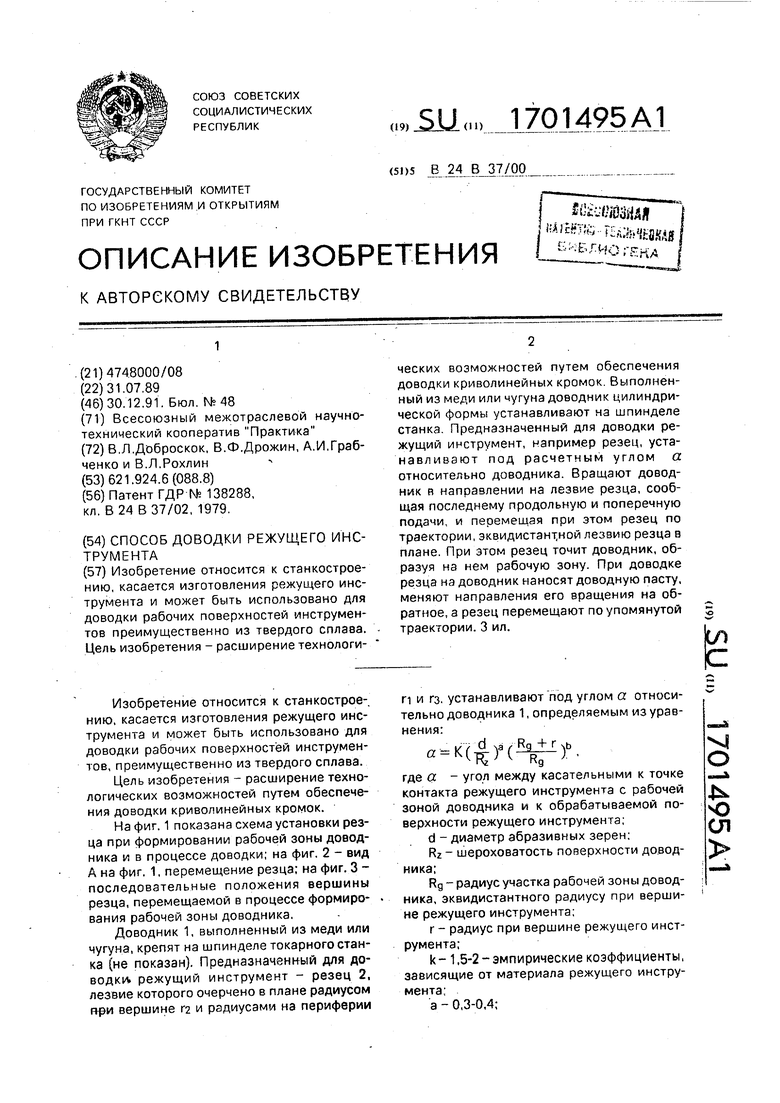
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2004 |
|
RU2282524C2 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| СПОСОБ ФОРМИРОВАНИЯ РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ИЗДЕЛИЯ МЕТОДОМ МНОГОПРОХОДНОГО СТРОГАНИЯ НА СТАНКАХ С ЧПУ И СТРОГАЛЬНЫЙ РЕЗЕЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296036C1 |
| Способ измельчения коллагенсодержащих сред и инструмент для его осуществления | 2022 |
|
RU2802786C1 |
| РЕЗЕЦ ДЛЯ СТАНОЧНОЙ ОБРАБОТКИ | 2004 |
|
RU2262420C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕНИЯ ТЕПЛООБМЕННИКОВ | 2003 |
|
RU2248259C1 |
| РЕЗЕЦ ДЛЯ СТАНОЧНОЙ ОБРАБОТКИ | 1999 |
|
RU2179094C2 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2009 |
|
RU2412785C1 |
| Способ обработки резанием многорезцовым вращающимся инструментом | 1989 |
|
SU1726138A1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2012 |
|
RU2482939C1 |
Изобретение относится к станкостроению, касается изготовления режущего инструмента и может быть использовано для доводки рабочих поверхностей инструментов преимущественно из твердого сплава. Цель изобретения - расширение технологических возможностей путем обеспечения доводки криволинейных кромок Выполненный из меди или чугуна доводник цилиндрической формы устанавливают на шпинделе станка Предназначенный для доводки режущий инструмент, например резец, устанавливают под расчетным углом а относительно доводника Вращают доводник в направлении на лезвие резца, сообщая последнему продольную и поперечную подачи и пеоемещая при этом резец по траектории эквидистантной лезвию резца в плане При этом резец точит доводник, образуя на нем рабочую зону При доводке резца на доводник наносят доводную пасту, меняют направления его вращения на обратное, а резец перемещают по упомянутой траектории.3 ил.
фуг./
Редактор Э.Слиган
Составитель Т.Петухова Техред М.Моргентал
(ft/гЗ
Корректор О.Кравцова
| Способ наполнения и отпайки газоразрядных кварцевых ламп высокого давления | 1959 |
|
SU138288A1 |
