Предлагаемое устройство для точечной контактжой сварки может быть использовано в электродной гаромышленносги для сварки малога баритных деталей яри автомативироваа ном ироизводстве.
Известны устройства для точечной сварки с независимым регулированием лодогревного и сварочного импульсОЗ, содержащие овароч-ный траясформатор, встречно включенные подогревной и аварочный вентили, два asTOinpaHCформатора и схему управления, выполнаниую на двух триггерах и фазовращателе, включающем конденсатор, переменное со|иротивление, импульсяый трансформатор с динистором.
Предлагаемое устройство отличается от известных тем, что для тредотвращвния прохождения сва1рочного тока через свариваемые детали 1пр« .нарушении р.аботы подогревного вентиля, тр-иггер сварочного вентиля в схеме управления через диод и ограничительный резистар подключен параллельно лервичной обмотке сварочного Tip аи сф арматор а, а в фазовращатель сварочного вентиля последовательно с переменным сопротивлением даполн ительно включена цепочка «в источника опорного 1на(пряжения и промеж уточного транзисторного ключа. Это утрощает устройство и повышает его наяеж«о|сть.
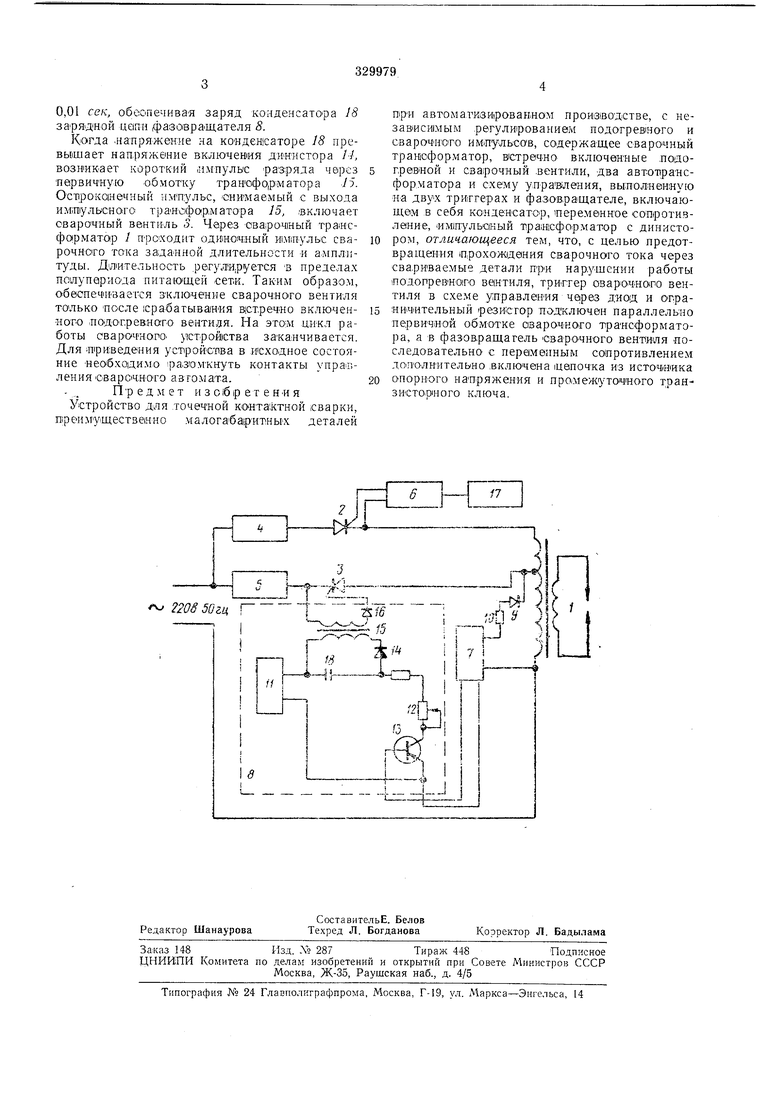
магор /, встречо включенные подогревной и сварочный вентили 2, 3, два автотрансформатора 4, 5. Схема управления состоит из двух триггеров 6, 7 и фазовращателя S, при это1М трИ1ггер 7 через диод 9 и сграничителыный резистор 10 подключен параллельно первичной обмотке сварочного трансформатора.
В фазовращатель входит гсточник опорного напряжения П, ограничительный резистор 12, прамежуточный транзисторный ключ 13, динистор 14, импульсный трансфор:матор 15 и диод 16, препятствующий прохождению отрицательного импульса и управляющий электрод вентиля 5.
Устройство работает следующим образом. ПрИ срабатывании контактов управления 17 сварочного автомата, триггер 6 выдает импульс, синхронизированный с частотой сети, на включение вентиля 2. Через свароч ный трансформатор 1 проходит одиночный Импульс подогревного тока.
После прохождения последного на первичной обмотке сварочного трансформатора возникает импульс обратной полярности, который и перебрасывает триггер 7, собранный по схеме с одним УСТОЙЧИ1ВЫМ положением, в рабочее состОЯНие, обеспечивая включение прожемуточного транзисторного ключа 13. При этом указанный ключ удерживается в состоянии насыщения в течение сварочного полупериода
0,01 сек, обеопечивая заряд конденсатора 18 заурядной цапн фазоернщателя 8.
Когда .напряжекне на конденсаторе 18 превышает напряжение включения ди-нистора 14, возникает короткий .импульс раз;ряда через первичную обмотку трансформатора 75. Ост1роко|нечный импульс, снимаемый с выхода им1П1 льсно1ГО транофораматора 15, /включает сварочный вентиль 5. Через сва рочиый траисфарматор / Проходит одиночный шмтульс сваРОЧН01ГО тока зада-нной длительности и а.мплнтуды. Дл1ительность .регулируется в пределах пошупариода питающей сети. Таким образом, обеспечнвается включение сварочного вентиля только после 1срабатыва1н«я в(стреч«о включенного ло:ДОГ,реБ:наго вентиля. На этом цикл работы сварочногО устройства заканчивается. Для приведения уст ройСлва в исходное состояние «еобходимо ра|31омкнуть контакты упра вления оварсч.ното азгомата.
Предмет изобретения
Устройство для точечной контактной сварки, вреимуществеино малогабаритныХ деталей
орИ автомаги13И|рованном производстве, с независи1мым регулированием подогрев1ного и сварочното имлульсов, содержащее сварочный трансформатор, встречно включенные лодогревной и сва рочный .вентили, два автотрансформатора и схему управления, выиоляенную на двух триггерах и фазовращателе, включающем в себя конденсатор, переменное соиротизлвние, имтульаный трансформатор с динистором, отличающееся тем, что, с целью предотвращения 1прохож|двния сварочного тока через свариваемые детали нарушении работы лодорревН01ГО вантиля, триггер сварочного вентиля в схеме управления диод и ограничительный резистор подключен параллельно первичной обмотке сварочного трансформатора, а в фазовращатель сварочного вентишя последовательно с переменным сопротивлением дОПОЛнительно .включена иепочка из источника
опорного напряжения и про..м ежу точного транзисторного ключа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОЧЕЧНАЯ КОНТАКТНАЯ МАШИНА С АМПЛИТУДНЫМ СПОСОБОМ ЗАДАНИЯ НАГРЕВА | 1968 |
|
SU213227A1 |
| Устройство для стабилизации нагрева при контактной точечной сварке | 1980 |
|
SU863244A1 |
| Точечная конденсаторная машина | 1968 |
|
SU263778A1 |
| Двухимпульсная машина для точечной конденсаторной сварки | 1970 |
|
SU301965A1 |
| ДВУХИМПУЛЬСНАЯ КОНДЕНСАТОРНАЯ СВАРОЧНАЯ МАШИНА | 1969 |
|
SU237299A1 |
| Источник сварочного тока | 1988 |
|
SU1574392A1 |
| Инверторный сварочный источник | 1988 |
|
SU1542722A1 |
| Устройство для многопостовой контактной сварки | 1980 |
|
SU891286A1 |
| Устройство для многопостовой контактной сварки | 1981 |
|
SU998053A1 |
| Устройство для автоматического регулирования режима контактной сварки | 1978 |
|
SU764897A1 |
2203 50сц
