Известны станки для нарезки спиральной канавки на радиотехнических непроволочных сопротивлениях с автоматическим циклом нарезки, осуществляемым благодаря применению однооборотной муфты, соединяющей кулачковый вал станка с промежуточным валом привода шпинделей, содержащие каретку, перемещающуюся в продольном направлении от копирной линейки, устанавливаемой вручную на нужный шаг вращением вала с лимбом шагов через червячную и зубчатую передачи, и несущую на себе шпиндельную бабку с горизонтальной осью качания.
В описываемом станке для повышения качества спиральных канавок в механизм привода шпинделя введена цилиндрическая зубчатая передача, полюс зацепления которой расположен на оси качания шпиндельной бабки.
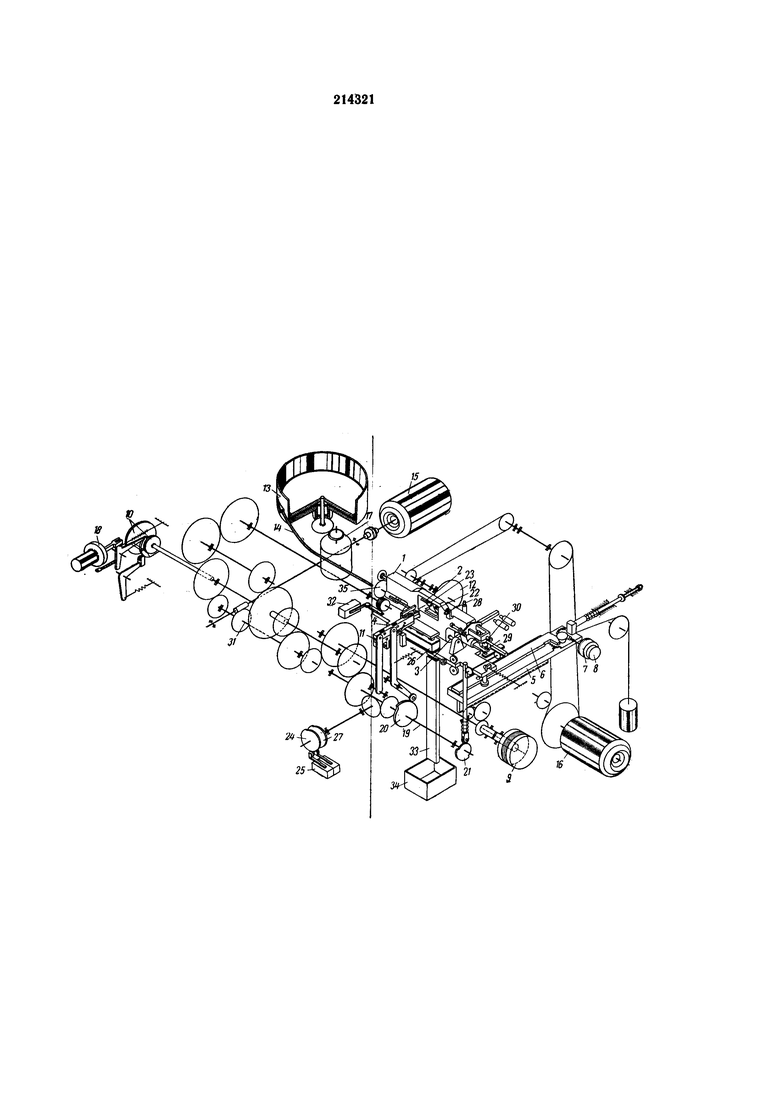
На чертеже изображена схема описываемого станка.
Станок состоит из шпиндельной бабки 1 со шпинделем 2, имеющей горизонтальную ось 3 качания на каретке 4, каретки 5 с копирной линейкой 6, лимба 7, имеющего градуировку шагов нарезки, с маховичком 8 для ручной установки копирной линейки 6, электромагнитной муфты 9, однооборотной муфты 10, подавателя 11, абразивного круга 12, бункера 13 с подающим трубопроводом 14 и приводных электродвигателей 15, 16 и 17.
Перед началом нарезки включаются электродвигатели 15, 16 и 17, затем трубопровод 14 заполняется заготовками сопротивлений и начинается их обработка. Электромагнит 18 включает муфту 10, и кулачковый вал 19 с кулачками 20 и 21 начинает вращаться. Происходит отвод шпинделя 22, подача заготовки в зону обработки, ее захват зажимными цангами 23, после чего подаватель 11 возвращается в исходное положение. В это время кулачок 24 командоаппарата 25 включает электромагнит 26, а кулачок 27 включает муфту 9. Бабка 1 под воздействием пружины 28 поворачивается относительно оси 3 качания и ложится копиром 29 на неподвижный ролик 30. С включением электромагнитной муфты 9 начинает перемещаться каретка 5 с линейкой 6, в результате чего каретка 4, а с ней и бабка 1 перемещаются в осевом направлении. Копир 29 плавно подводит шпиндельную бабку 1 с заготовкой сопротивления к абразивному кругу 12, который начинает нарезать на нем спиральную канавку.
Однооборотная муфта 10 по истечении одного оборота отключает кулачковый вал 19 от промежуточного вала 31. В течение процесса нарезки величина сопротивления непрерывно измеряется специальным устройством, по достижении нужного номинала сопротивления заготовки импульс тока от этого устройства включает электромагнит 26 и отключает муфту 9. Шпиндельная бабка 1, каретка 5 с линейкой 6 и каретка 4 возвращаются в исходное положение, причем каретка 4 в конце обратного хода нажимает на переключатель 32, который включает электромагнит 18 и муфту 10, после чего цикл работы станка повторяется. При отводе шпинделя 22 нарезанная заготовка освобождается и по лотку 33 поступает в ящик 34.
В станке привод шпинделя 2 осуществляется посредством зубчатой передачи 35, полюс зацепления которой лежит на продолжении оси 3 качания бабки 1, что обеспечивает повышенную точность нарезки.
Описываемый станок позволяет автоматизировать процесс изготовления непроволочных сопротивлений, повысить их качество и увеличить производительность.
Станок для нарезки спиральной канавки на радиотехнических непроволочных сопротивлениях с автоматическим циклом нарезки, осуществляемым благодаря применению однооборотной муфты, соединяющей кулачковый вал станка с промежуточным валом привода шпинделей, содержащий каретку, перемещающуюся в продольном направлении от копирной линейки, устанавливаемой вручную на нужный шаг вращением вала с лимбом шагов через червячную и зубчатую передачи, и несущую на себе шпиндельную бабку с горизонтальной осью качания, отличающийся тем, что, с целью повышения качества спиральной канавки, в механизм привода шпинделя введена цилиндрическая зубчатая передача, полюс зацепления которой расположен на оси качания шпиндельной бабки.
