Известны станки для одновременной прямой и профильной отрезки мерных труб двумя резаками, содержащие основание со станиной, каретку подачи заготовки и шпиндельную бабку с механизмами зажима трубы, неподвижный люнет, стойки для крепления резаков, регулируемую роликовую опору для поддержания обрабатываемой заготовки в зоне обработки, механизм сброса готовой детали, кулачковый механизм управления резаком профильной отрезки, а также механизмы привода.
Предлагаемый станок отличается от известных тем, что кулачковый механизм управления газовым резаком профильной резки выполнен в виде набора дисковых кулачков, сидящих в комплекте на общем валу, и прижимаемого к ним пружиной толкателя с выдвижным роликом, перемещаемым параллельно оси кулачков посредством винта переналадки. Станок снабжен также устройством для смещения резака нрямой резки относительно резака профильной резки по направлению вращения заготовки на некоторую величину, приводимым от шкива шпинделя посредством гибкой ленты через систему рычагов и пружин.
Такая конструкция станка позволяет облегчить его переналадку на изготовление нового типоразмера детали и обеспечить гарантированное завершение профильной резки трубы до окончательной отрезки.
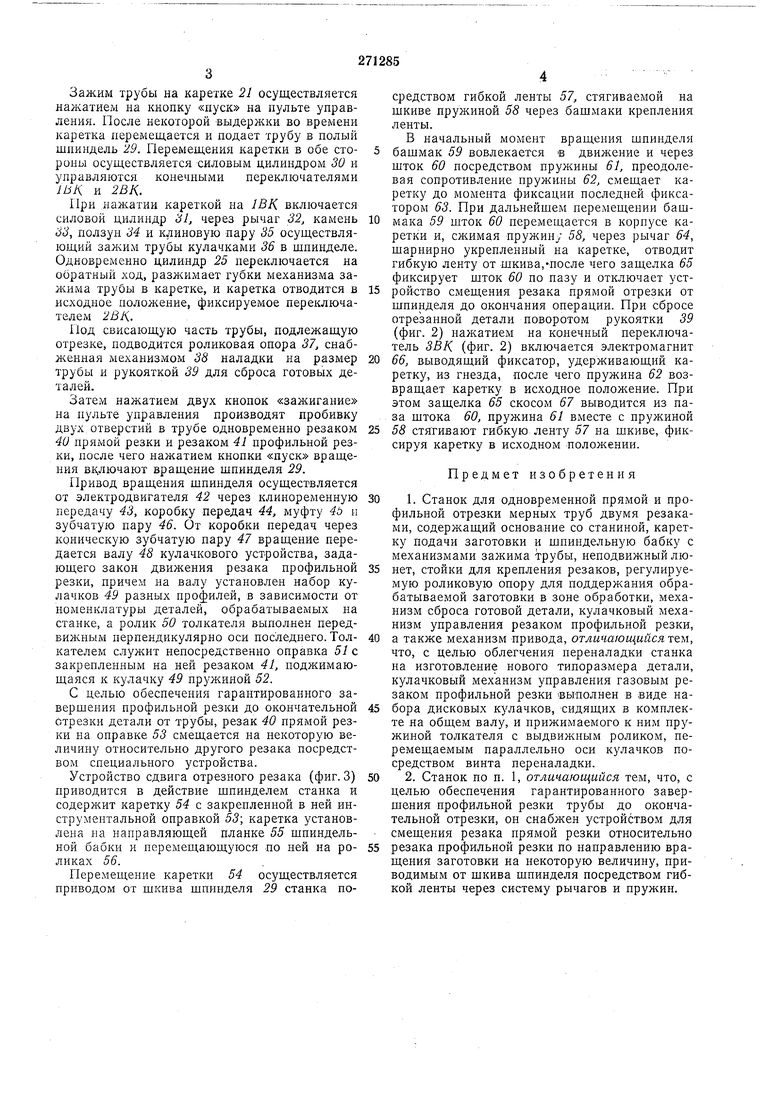
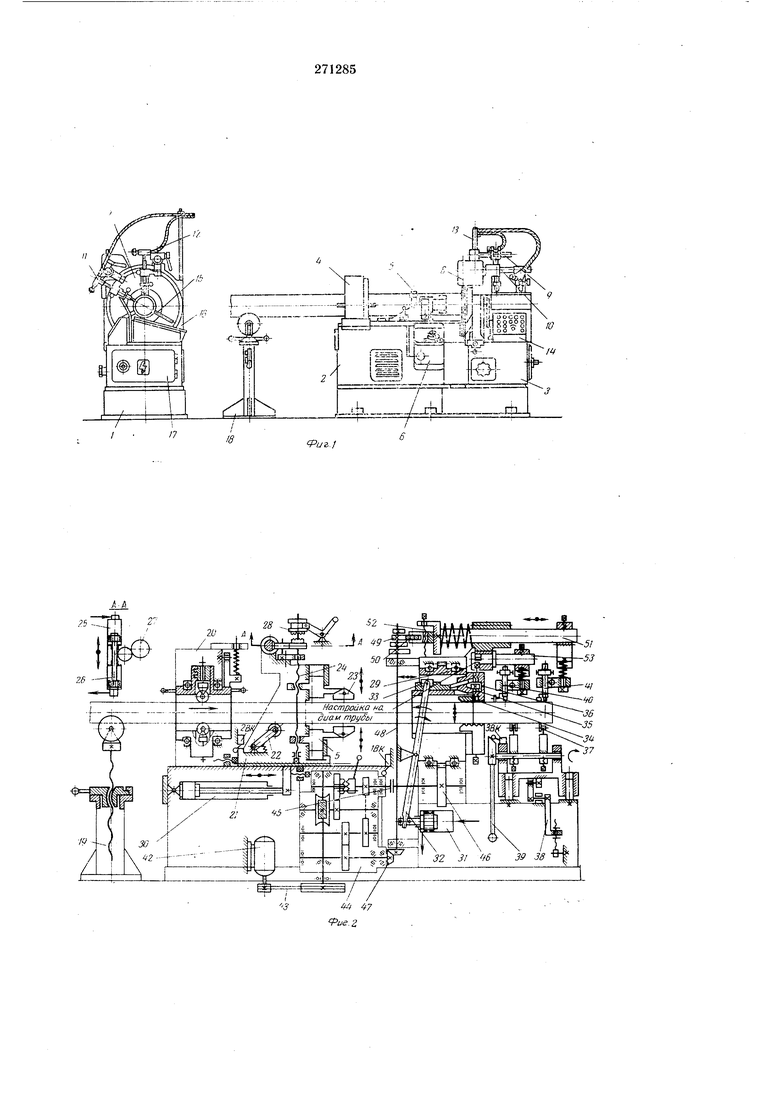
На фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2 - его кинематическая схема; на фиг. 3 - устройство сдвига отрезного резака.
На основании / размещены станина 2 и тумба 3. На направляющих станины установлены люнет 4 для направления и поддержки трубы и каретка 5 зажима и подачи трубы. Кроме того, в станине размещена коробка передач 6.
На тумбе установлена шпиндельная бабка 7 с кулачковым устройством 8 и стойками для крепления инструментальных оправок 9 и W с резаками 11 vi 12 vi стойкой 13 для крепления
шлангов подвода газа.
На тумбе также размещены пульт управления 14, механизм 15 поддержки и сброса трубы после отрезки, скат 16 и шкаф /7с электрооборудованием.
Отдельно от станка вынесены стойки 18 с регулируемыми по высоте опорами для поддержки провисающего конца трубы.
Труба от цехового крана принимается на роликовую опору 19 и заводится в люнет 20,
снабл{енный роликовыми опорами для осевого перемещения трубы, и каретку 21. снабженную опорным роликом 22 и механизмом зажима трубы, включающим зажимные губки 23 и винт 24, с приводом от цилиндра 25 через рейЗажим трубы на каретке 21 осуществляется нажатием на кнопку «пуск на пульте управления. После некоторой выдерл ки во времени каретка перемещается и подает трубу в полый шпиндель 9. Перемещения каретки в обе стороны осуществляется силовым цилиндром 30 и управляются конечными переключателями 7ЙД и 2Bf(.
При кареткой на /S/C включается силовой цилиндр tJlj через рычаг 32j камень 33, ползун 34 и клиновую пару 35 осуществляющий зажим трубы кулачками 36 в шпинделе. Одновременно цилиндр 25 переключается на обратный ход, разл имает губки механизма залсима трубы в каретке, и каретка отводится в исходное положение, фиксируемое пере1и1ючателем 2ВК.
Под свисающую часть трубы, подлежащую отрезке, подводится роликовая опора 37, снабженная механизмом 38 наладки на размер трубы и рукояткой 39 для сброса готовых деталей.
Затем нажатием двух кнопок «зажигание на пульте управления производят пробивку двух отверстий в трубе одновременно резаком 40 прямой резки и резаком 41 профильной резки, после чего нажатием кнопки «пуск вращения в1ялючают вращение шпинделя 29.
Привод вращения шпинделя осуществляется от электродвигателя 42 через клиноременную передачу 43, коробку передач 44, муфту 4) и зубчатую пару 46. От коробки передач через коническую зубчатую пару 47 вращение передается валу 48 кулачкового устройства, задающего закон движения резака профильной резки, причем на валу установлен набор кулачков 49 разных профилей, в зависимости от номенклатуры деталей, обрабатываемых на станке, а ролик 50 толкателя выполнен передвилсным перпендикулярно оси последнего. Толкателем служит непосредственно оправка 51 с закрепленным на ней резаком 41, поджимающаяся к кулачку 49 пружиной 52.
С целью обеспечения гарантированного завершения профильной резки до окончательной отрезки детали от трубы, резак 40 прямой резки на оправке 53 смещается на некоторую величину относительно другого резака посредством специального устройства.
Устройство сдвига отрезного резака (фиг. 3) приводится в действие шпинделем станка и содержит каретку 54 с закрепленной в ней инструментальной оправкой 53; каретка установлена на направляющей планке 55 шпиндельной бабки и перемещающуюся по ней на роликах 56.
Перемещение каретки 54 осуществляется приводом от шкива шпинделя 29 станка посредством гибкой ленты 57, стягиваемой на шкиве пружиной 58 через башмаки крепления ленты.
В начальный момент вращения шпинделя башмак 59 вовлекается в движение и через шток 60 посредством пружины 61, преодолевая сопротивление пружины 62, смещает каретку до момента фиксации последней фиксатором 63. При дальнейшем перемещении башмака 59 шток 60 перемещается в корпусе каретки и, слшмая пружину 58, через рычаг 64, шарнирно укрепленный на каретке, отводит гибкую ленту от шкива,-после чего защелка 65 фиксирует шток 60 по пазу и отключает устройство смещения резака прямой отрезки от шпинделя до окончания операции. При сбросе отрезанной детали поворотом рукоятки 39 (фиг. 2) пажатием на копечный переключатель ЗВК. (фиг. 2) включается электромагнит 66, выводящий фиксатор, удерживающий каретку, из гнезда, после чего пружина 62 возвращает каретку в исходное положение. При этом защелка 65 скосом 67 выводится из паза штока 60, пружина 61 вместе с пружиной 58 стягивают гибкую ленту 57 на шкиве, фиксируя каретку в исходном положении.
Предмет изобретения
1.Станок для одновременной прямой и профильной отрезки мерных труб двумя резаками, содерл аший основание со станиной, каретку подачи заготовки и шпиндельную бабку с механизмами зажима трубы, неподвижный люнет, стойки для крепления резаков, регулируемую роликовую опору для поддержания обрабатываемой заготовки в зоне обработки, механизм сброса готовой детали, кулачковый механизм управления резаком профильной резки, а также механизм привода, отличающийся тем, что, с целью облегчения переналадки станка на изготовление нового типоразмера детали, кулачковый механизм управления газовым резаком профильной резки выполнен в виде набора дисковых кулачков, -сидяших в комплекте на общем валу, и прижимаемого к ним пружиной толкателя с выдвижным роликом, перемещаемым параллельно оси кулачков посредством винта переналадки.
2.Станок по п. 1, отличающийся тем, что, с целью обеспечения гарантированного завершения профильной резки трубы до окончательной отрезки, он снабжен устройством для смещения резака прямой резки относительно резака профильной резки по направлению вращения заготовки на некоторую величину, приводимым от шкива шпинделя посредством гибкой ленты через систему рычагов и пружин.
, /
И(1К
,.т..Я . ТГ ; П;1;1р1тгт --VsHz: u- ;c J:H
: P8S
V-.-I-Y. , 1;.Ч Оо О
LkH
-
Ш...-
.ЦЗ-Д
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Отрезной станок для обработки вращающегося изделия | 1989 |
|
SU1763109A1 |
| Токарный станок | 1983 |
|
SU1135088A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Расточный станок | 1990 |
|
SU1763102A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Станок для ротационного выдавливания изделий из трубчатых заготовок | 1975 |
|
SU751468A1 |
| СПОСОБ ДЕМОНТАЖА ПОДШИПНИКА И АГРЕГАТНЫЙ СТАНОК ДЛЯ УДАЛЕНИЯ ПРИГОРЕВШИХ ПОДШИПНИКОВ | 1993 |
|
RU2053089C1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |

67 56 63
29
