Изобретение относится к области электронной техники, а именно к устройствам для подгонки сопротивлений пленочных резисторов под номинал, используемым при производстве резисторов.
Известны автоматические устройства для подгонки сопротивления резисторов, содержащие шпиндельную головку с каретками, приводные механизмы, питатель, коммутирующие элементы и блок измерения. Подобные устройства приводят снятие только одной лыски с поверхности резисторов, что снижает производительность их работы.
Целью изобретения является создание такого устройства, которое обеспечило бы автоматическое снятие любого количества лысок. Для этого используется система коммутирующих элементов, управляемых кулачками приводных механизмов и осуществляющих автоматическое управление рабочими органами устройства.
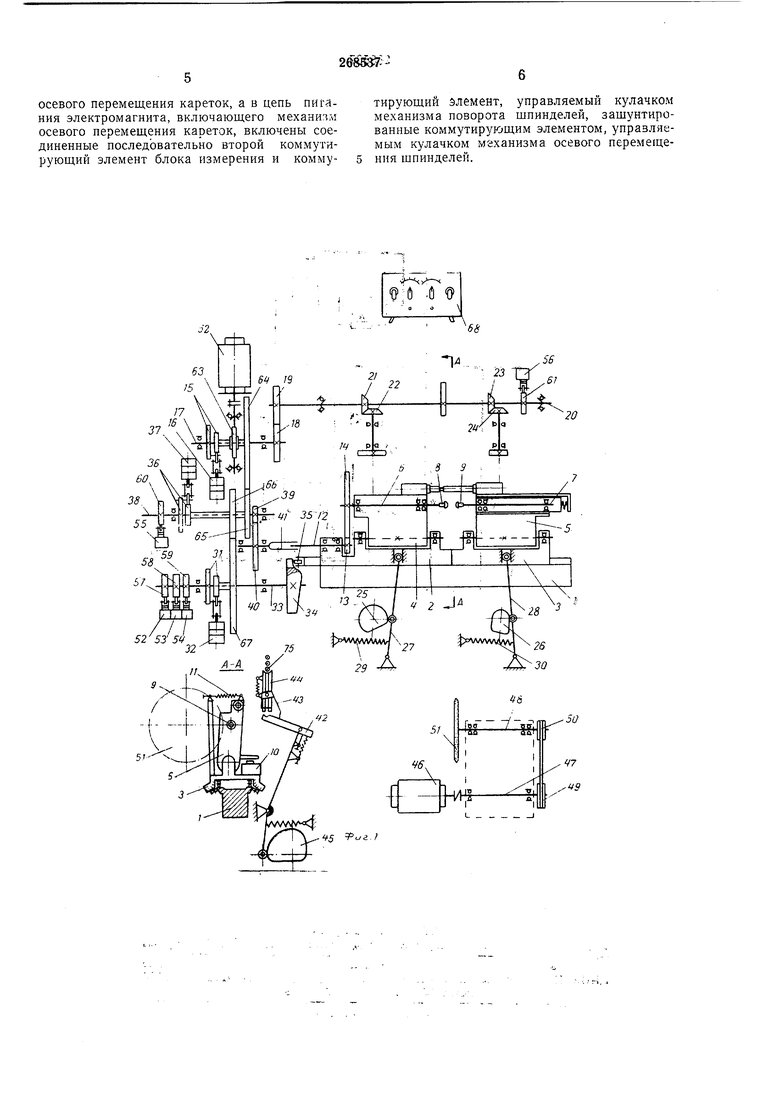
На фиг. 1 изображена канематическая схема устройства; на фиг. 2-его электрическая схема.
Шпиндельная головка содержит направляющую 1, каретки 2 и 5, качающиеся бабки 4 и 5, щпиндели б и 7, цанги 8 и 9, электромагнит 10, пружину 11, шлицевой вал 12, зубчатые колеса 13 и 14. Механизм осевого перемещения шпинделей 6 и 7 снабжен однооборотной муфтой 15, электромагнитом 16, валом 17, зубчатыми колесами 18 и 19, кулачковым валом 20, зубчатыми колесами 21-24, кулачками 25 и 26, рычагами 27 и 28 и пружинами 29 и 50.
Механизм осевого перемещения кареток 2 и 3 включает в себя однооборотную муфту 31, электромагнит 32, вал 33, кулачок 34 подачи и толкатель 35. Механизм поворота шпинделей состоит из однооборотной муфты 36, электромагнита 37, вала 38, зубчатых колес 39 и 40 и вала 41. Питатель образован подавагелем 42, отсекателем 43, накопителем 44 и кулачком 45. Для снятия лысок служит инструментальная бабка, включающая электродвигатель 46, валы 47 и 48, шкивы 49 и 50 и абразивный круг 51. Коммутация цепей устройства осуществляется коммутирующими элементати 52-56 и кулачками 57-61. Приводной механизм состоит из электродвигателя 62 червячной пары 63 и зубчатых колес 64-67. Контроль величины сопротивления осуществляется блоком измерения 68.
В электрическую схему устройства вход5гг электромагниты 10, 16, 32, 37, коммутирующие элементы 52-56, электродвигатели 46 и 62, блок 68 с контактами 69-71 и выключатели 72-74. Выключателями 72 и 73 произвг дится запуск электродвигателей 46 и 62. Затем выключателем 74 включается электромагнит 16, который, срабатывая, включает однооборотную муфту 15, передающую вращение через вал 77, зубчатые колеса 18 и вал 20. С вала 20 через зубчатые колеса 1- 24 вращение передается на кулачки 25 и /6, в результате чего рычаги 27 и 28 производят разведение кареток 2 и 3, перемещающихся по направляющей 1. На каретках 2 и 5 усгановлены качающиеся бабки 4 и 5, несущие шпиндели 6 и 7. Одновременно с началом разведения кареток посредством кулачка 45 подаватель 42 подводится под накопитель 44, в котором находятся резисторы 75.
В процессе перемещения подаватель 42 открывает отсекатель 43 и из накопителя 44 в подаватель поступает один резистор. После этого подаватель с резистором движется в зону размещения шпинделей. Посредством кулачков 25 и 26 и рычагов 27 и 28 производится сведение кареток 2 и 3, несущих шпиндели 6 и 7, до момента зажатия резистора 75, цангами 8 и 9, после чего подаватель 42 отводится от шпинделей и возвращается на исходную позицию. Затем кулачок 61, установленный на валу 20 замыкает коммутирующий элемент 56, который включает электромагнит 32, после чего однооборотная муфта 15 выключается, и вал 20 останавливается. Электромагнит, ср абатывая, включает однооборотную муфту 31, которая посредством зубчатых колес 64--67 передает вращение от электродвигателя 62 на вал 33. При этом кулачки 57 и 58 размыкают элементы 52 и 53. Вследствие контактирования резистора 75, имеющего сопротивление меньше заданного номинала, с цангами 8 и 9, которые электрически связаны с блоком 68, размыкаются контакты 69 н 71 н замыкается контакт .7. В результате размыкания элемента 55 и контакта 71 электромагнит 10, удерживающий качающиеся бабки 4 и 5 в отведенном от абразивного диска 51 состоянии, обесточивается, и пружиной // резистор 75, находящийся в цангах 8 я 9, приводится к вращающемуся абразивному диску 51 до соприкосновения с ним.
От вращающегося кулачка 34 через толкатель 35 каретки 2 и 3, несущие бабки 4 и 5, шпиндели и 7 и цанги 8 и 9 с зажатым резистором 75 получают осевое перемещение относительно абразивного круга 51. В результате с поверхности резистора 75 снимаегся лыска.
Если для достижения номинала одной лыски недостаточно и сопротивление резистора 75 остается ниже номинала, то контакты 69 и 71 остаются открытыми, а контакт 70 закрытым. По окончании снятии лыски кулачком 58 замыкается элемент 53, который включает электромагнит 10, и качающиеся бабки 4 и 5 с резистором 75 в цангах 8 и 9 отводятся от диска 51. Кулачком 34 и пружинами 30 и 29 каретки 2 и 3 возвращаются в исходное положение. Во время обратного хода каретки кулачок 59 включает элемент 54, замыкающий цепь питания электромагнита 37, который, в свою очередь, включает однооборотную муфту -36 и через вал 38, зубчатые колеса ХЛ 40, вал 41, шлицевой вал 12 и зубчатые колеса 13, 14, шпиндели 6, 7 поворачиваются вокруг сюей оси на некоторый угол, после чего одно боротная муфта 36 выключается. Во время обратного хода кареток кулачком 57 включается также элемент 52, однако вследствие того, чго контакт 59 открыт, электромагнит 16 не включается. По окончании поворота шпинделей 6
и 7 кулачок 60 включает элемент 55, и так как контакт 70 остается закрытым, то включается электромагнит 32 и однооборотная муфта ., и каретки 2 и 3 вновь перемещаются в осевом направлении. При этом кулачок 58 выключает
элемент 53 и электромагнит 10 вновь обесточивается. Пружиной 11 качающиеся бабки / и 5 с резистором 75 вновь подводятся к абразивному диску 51 и происходит снятие следующей лыски. Процесс снятия лысок повторяется до достижения заданного номинала сопротивления резистора 75.
Когда сопротивление резистора 75 достигнет номинального значения, контакты 69 и 7/ закрываются, а контакт 70 открывается, Контактом 71 включается элактромагнит 10, который отводит качающиеся бабки 4 и 5 с резистором 75 от абразивного диска 51 и подгонка прекращается. При закрывании контакта 69 электромагнит 16 еще не включаотся, так как элемент 52 остается выключенным кулачком 57 до завершения прямого и обратного хода кареток. Во время обратного хода кареток осуществляется поворот шпинделей. По окончании поворота шпинделей кулачок 60
включает элемент 55. Однако вследствие того, что при достижении номинала контакт 70 открылся, цепь электромагнита 32 остается разомкнутой, и механизм осевого перемещения кареток не получает команду на начало нозого хода. По завершении обратного хода ка. реток кулачок 57 включает элемент 52, кого рый включает электромагнит 16 и однооборотную муфту /5, запуская механизм осевого перемещения шпинделей и питатель. В резулЕ,тате, резистор 75 со снятыми лысками выпадает из цанг 8 н 9 в тару, из накопителя 44 в цанги 8 и 9 подается новый резистор, и процесс подгонки повторяется,
Предмет изобретения
Устройство для подгонки сопротивления пленочных резисторов под номинал, содержащее шпиндельную головку, механизм осевого
перемещения шпинделей головки, механизм осевого перемещения кареток головки, механизм поворота шпинделей, питатель, коммутирующие элементы и блок измерения, отличающееся тем, что, с целью повышения ироизводительности работы устройства, в цепь питания электромагнита, включающего механизм осевого перемещения шпинделей и питателя, включены соединенные последовательно коммутирующий элемент блока измерения и комосевого перемещения кареток, а в цепь пигания электромагнита, включающего механи: м осевого перемещения кареток, включены соединенные последовательно второй коммутирующий элемент блока измерения и комму-5 тирующий элемент, управляемый кулачком механизма поворота щпинделей, защунтированные коммутирующим элементом, управляемым кулачком механизма осевого перемещения шпинделей.

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ НАРЕЗКИ СПИРАЛЬНОЙ КАНАВКИ НА РАДИОТЕХНИЧЕСКИХ НЕПРОВОЛОЧНЫХ СОПРОТИВЛЕНИЯХ | 1964 |
|
SU214321A1 |
| СТАНОК ДЛЯ НАРЕЗКИ СПИРАЛЬНОЙ КАНАВКИ | 1972 |
|
SU341635A1 |
| Устройство для подгонки пленочных резисторов в номинал | 1980 |
|
SU942175A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ВИНТОВОЙ | 1971 |
|
SU300298A1 |
| Устройство для подгонки сопротивлений пленочных резисторов | 1973 |
|
SU475667A1 |
| Устройство для подгонки пленочныхРЕзиСТОРОВ | 1979 |
|
SU842984A1 |
| Устройство для подгонки сопротивления пленочных резисторов | 1977 |
|
SU729657A1 |
| Автомат для нарезки спиральной канавки на заготовках непроволочных резисторов | 1972 |
|
SU437132A1 |
| Устройство для нарезки спиральной канавки на заготовках резисторов | 1978 |
|
SU739662A1 |
| Устройство для подгонки пленочных резисторов | 1978 |
|
SU763982A1 |

37
26 30
L
