Известен станок для скоростного полирования плоских поверхностей деталей из стекла и других твердых и хрупких материалов, которые закреплены посредством вакуума на торце вращающегося рабочего шпинделя без наклейки и обрабатываются посредством притирания их к поверхности полировального круга при непрерывной правке рабочей поверхности круга и непрерывной подаче абразивной суспензии.
Описываемый станок отличается от известного тем, что, с целью прижатия деталей по оси шпинделя с регулируемым усилием к полировальному кругу и повышения чувствительности регулировки рабочего усилия, определяющего интенсивность и точность процесса обработки, рабочий шпиндель, ось которого перпендикулярна рабочей поверхности полировального круга, закреплен на параллелограмме, два шарнира которого собраны на эксцентричных осях с величиной эксцентриситета, необходимой для компенсации разности в длинах звеньев.
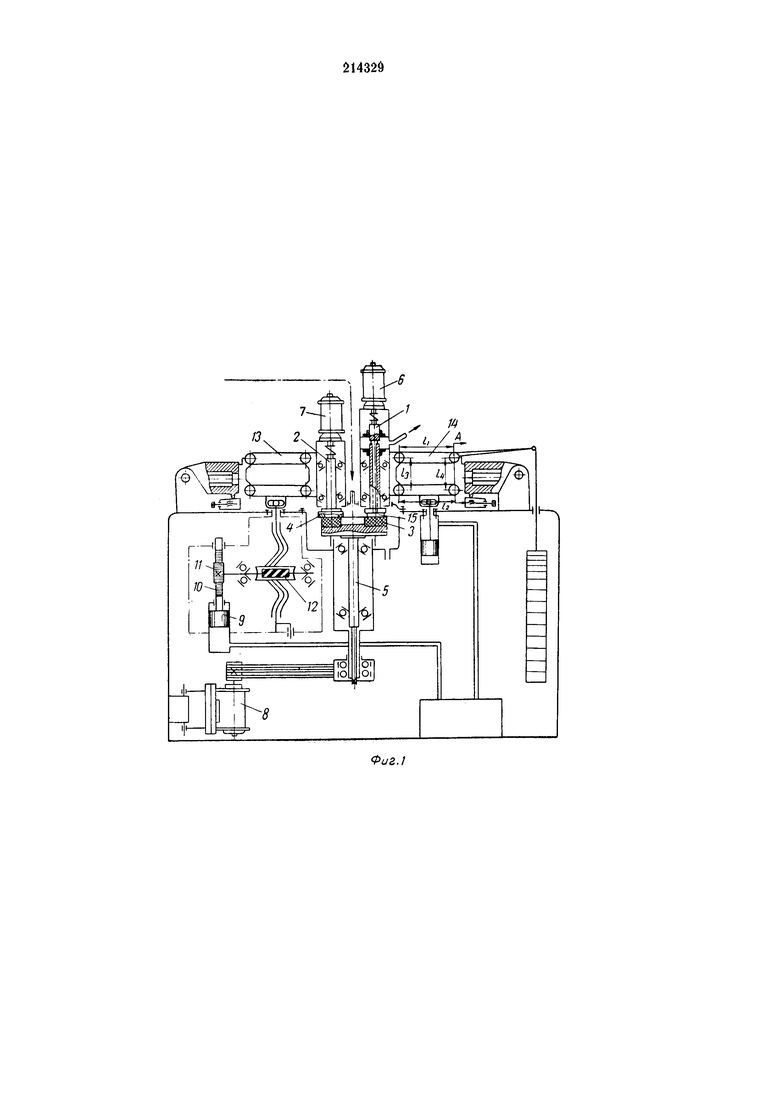
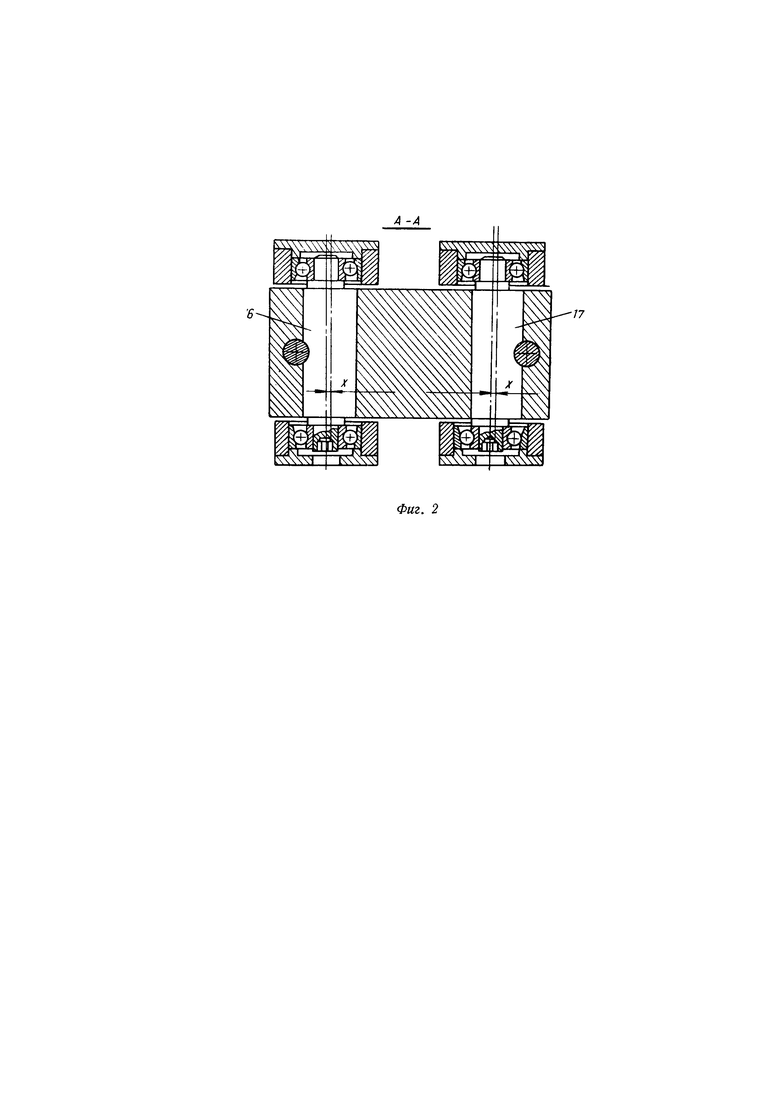
На фиг. 1 изображена схема описываемого станка; на фиг. 2 - шарниры параллелограмма, разрез по А-А на фиг. 1.
Станок содержит рабочий шпиндель 1, шпиндель 2 правильника, посредством которого производится постоянная правка рабочей поверхности полировального диска 3, алмазную фрезу 4, нижний шпиндель 5.
Вращение шпинделей 1, 2 и 5 осуществляется соответственно от электродвигателей 6, 7 и 8. Вертикальная подача фрезы производится перемещением поршня 9 и рейки 10 через шестерню 11 и червячную пару 12. Поступательное вертикальное перемещение шпинделей 1 и 2 осуществляется параллелограммами 13 и 14.
Предлагаемый станок предназначен для полирования тонких деталей, когда для осуществления технологического процесса требуется тонкая регулировка усилия прижатия детали 15 к полировальному диску 3 при малой величине этого усилия.
Ось шпинделя 1 сохраняет при движении заданное вертикальное положение при наличии правильного параллелограмма, т.е. при наличии равенства звеньев 

Необходимое условие достигается тем, что в конструкции предусмотрена возможность регулировки звеньев параллелограмма по длине, для чего два шарнира последнего собраны на эксцентричных осях 16 и 17.
Величина эксцентриситета X такова, что при развороте осей на соответствующие углы полностью компенсируется разность в длинах четырех звеньев параллелограмма 14. Аналогично работает шпиндель 2 и соответствующий ему параллелограмм 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СКОРОСТНОГО ШЛИФОВАНИЯ и ПОЛИРОВАНИЯ плоских ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1966 |
|
SU184648A1 |
| Станок для полирования нитью отверстий в алмазных волоках | 1990 |
|
SU1759607A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1997 |
|
RU2125509C1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Устройство для полирования оптических деталей | 1989 |
|
SU1834787A3 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2094215C1 |
| Полировальный станок | 1987 |
|
SU1426761A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛБЦЕВОГО ЖЕЛОБА | 1970 |
|
SU274677A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1981 |
|
SU990479A1 |
| Станок для шлифования и полирования деталей | 1980 |
|
SU959984A1 |
Станок для скоростного полирования плоских поверхностей деталей из стекла и других твердых и хрупких материалов, которые закреплены посредством вакуума на торце вращающегося рабочего шпинделя без наклейки и обрабатываются посредством притирания их к поверхности полировального круга при непрерывной правке рабочей поверхности его и непрерывной подаче абразивной суспензии, отличающийся тем, что, с целью прижатия деталей по оси шпинделя с регулируемым усилием к полировальному кругу и повышения чувствительности регулировки рабочего усилия, определяющего интенсивность и точность процесса обработки, рабочий шпиндель, ось которого строго перпендикулярна рабочей поверхности полировального круга, закреплен на параллелограмме, два шарнира которого собраны на эксцентричных осях с величиной эксцентриситета, необходимой для компенсации разности в длинах звеньев.
