(5) СТАНОК ДЛЯ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ШЛИФОВАНИЯ | 2008 |
|
RU2385795C2 |
| Камнеобрабатывающий конвейер | 1977 |
|
SU677884A1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ТУРБ | 1995 |
|
RU2093340C1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| Станок для шлифования краев полыхСТЕКлОиздЕлий | 1979 |
|
SU841924A1 |
| СТАНОК РЕЛЬСОШЛИФОВАЛЬНЫЙ | 2005 |
|
RU2287633C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
| Установка для шлифовки и полировки плит из естественного камня | 1973 |
|
SU441133A1 |
| Машина для шлифования и полирования стеклянных листов одновременно с двух сторон | 1934 |
|
SU55080A1 |
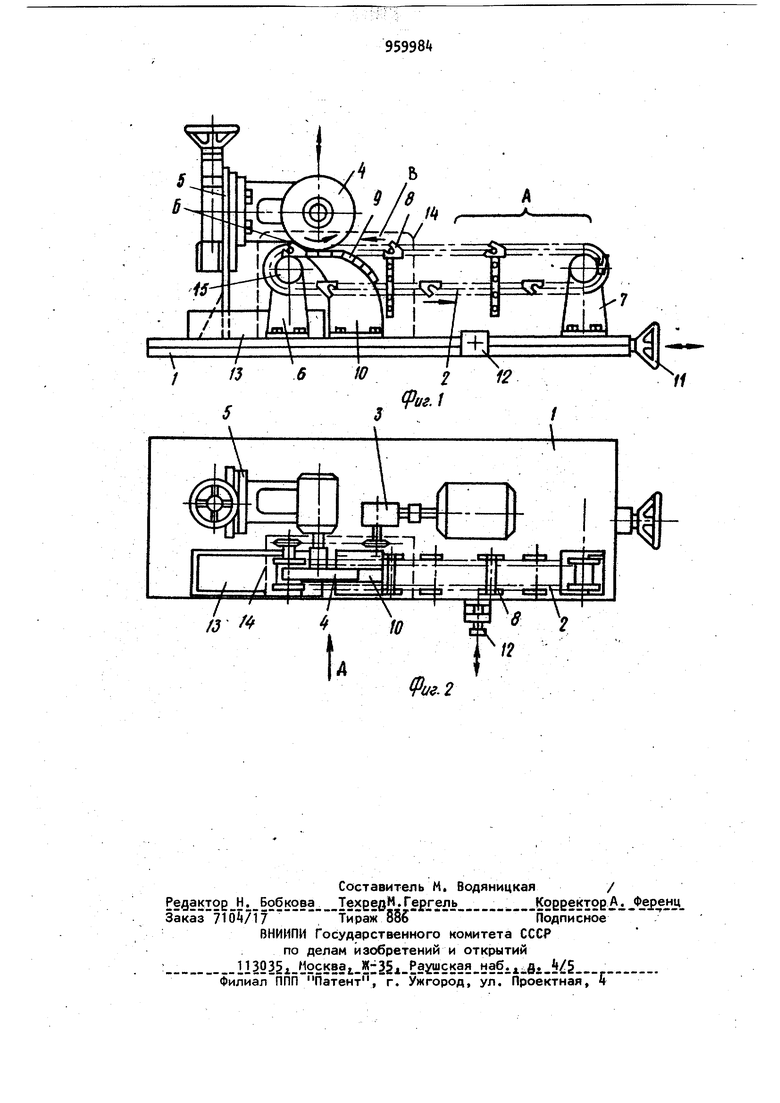
Изобретение относится к станкостроению и предназначено для шлифования и полирования шарнирно-звенчатых часовых браслетов. Известен станок для шлифования и полирования деталей, содержащий станину, шлифовальную бабку с инстру ментом и подающее устройство, выполненное в виде цепного конвейера с приводом tl}. Недостатком известного устройства является ненадежность закрепления де талей типа шарнирно-звенчатых чёсовы браслетов в собранном виде с плоскими и радиусными звеньями и удержания их при обработке. Цель изобретения - возможность об работки шарнирно-звенчатых часовых браслетов. Для достижения цели цепной конвейер выполнен двухрядным, а станок снабжен профилированным опорным элементом, расположенным под инструментом между двумя рядами цепного конвейера. С целью возможности обработки шарнирно-звенчатых часовых браслетов с выпуклыми радиусными звеньями, профилированный опорный элемент выполнен в виде обрезиненного ролика с радиусом звеньев браслетов, соединенного с приводом цепного конвейера. . -На фиг. 1 изображено устройство, общий вид; на фиг. 2 - станок, вид сверху. Станок содержит станину 1, несущую бесконечную цепь 2, состоящую из двух рядов, с приводом 3 и инструмент в виде эластичного полировального или шлифовального круга с приводом и регулировочным узлом 5. На обеих ветвях несущей цепи 2, установленной на опорах 6 и 7, закреплены односторонние упоры 8 с пазом, открытые с одной стороны. На них устанавливаются на технологической оси брасле3959ты 9, свободно висящие вниз между приводными несущими цепями. Профили(}ованная опорная площадка 10 находится под полировальным или шлифовальным кругом k между двумя рядами цепей. Регулировочные узлы 11 и 12 предназначены для взаимной установки несу1Цей цепи 2 с пло14адкой 10 относительно инструмента k. Лоток 13 для готовой продукции, рабочая зона обработки закрыта кожухом 1. Обрезиненный ролик вращается от привода цепи. Станок работает следующим образом. Браслеты 9 с предварительно вставленными технологическими осями свобод но навешиваются в зоне А в оба упора 8, находящихся на обоих рядах медленно двигакяцейся цепи 2, при этом браслет свободно свисает вниз на всю с длину между цепями 2. При дальнейшем движении цепи 2 браслет подвигается вплотную и начинает двигаться по поверхности профилированиой опорной площадки 10. Упоры 8 проходят рядом с площадкой 10 | браслет, имеющий плоские звенья, втягивается в рабочую зону Б эластичным кругом и опорной площад кой.Ю, имеЮ1цей в верхней части плоский участок. Опираясь на эту площадку в момент обработки кругом 4, браслет натягивается от усилия полирования и устойчиво удерживается при обработке в рабочей зоне В упорами 8. При дальнейшем движении цепи браслет протягивается полностью через рабочую зону В и, сле дуя за упором 8, обкатывает обрезинен ный ролик 15, вращающийся вместе с цепью. Когда все полотно браслета прохо дит через рабочую зону В, упор 8, перемещаясь с цепью, находится под роликом 15 открытой частью вниз, контакт браслета с инструментом прекращается и натяжение исчезает, технологическая ось браслета от его собствен ного веса выходит из зацепления через открытую сторону упора 8 и падает вниз в лоток 13 с готовой продукцией Освобожденные упоры, продолжая двигаться вместе с цепью, огибают опо ру 7, и снова входят в зону загрузки А, где на них навешиваются новые необработанные браслеты и весь цикл повторяется. При обработке браслетов, звенья которых изготовлены по радиусу и име 4 ют некоторую кривизну, ось инструмента k перестанавливается регулировочными узлами 11 и 12 по оси ролика 15, изготовленного с радиусом, равным paдиусу кривизны звеньев браслета. При обработке таких звеньев, браслет, как и в предыдущей операции по профилированной площадке подходит к ролику 15 и, взаимодействуя с полиррвальным кругом, находится в натянутом виде, облегая ролик 15, и удерживается упорами. Обработка поверхности браслета происходит непосредственно на поверхнрсти вращающегося ролика 15. Проходя через рабочую зону браслета, выходят из зоны взаимодействия с инструментом, поворачиваются вниз и выпадают из упоров 8 в лоток 13. Описываемый станок дает возможность шлифования и полирования шарнирнозвенчатых часовых браслетов, обеспечивает простую надежную установку без фиксированного закрепления деталей, автоматический выход из ехнологичесг операции. Станок работает в режиме полуавтомата и имеет высокую производительность. Формула изобретения 1.Станок для шлифования и полирования деталей, содержащий станину, шлифовальную бабку с инструментом и подающее устройство, выполненное в виде цепного конвейера с приводом, отличающийся тем, что, с целью обеспечения возможности обработки шарнирно-звенчатых часовых браслетов, цепной конвейер выполнен двухрядным, а станок снабжен профилированным опорным элементом, расположенным под инстру 4ентом между двумя рядами цепного конвейера. 2.Станок по п. 1, о т л и ч а ющ и и с я тем, что, с целью обеспечения возможности обработки шарнирнозвенчатых часовых бр аслетов с выпуклыми радиусными звеньями, профилированнь|й опорный элемент выполнен в виде обрезиненного ролика с радиусом звеньев браслетов, соединенного с приводом цепного конвейера. Источники информации, приняты во внимание при экспертизе 1. Авторское свидетельство СССР № , кл. В 2k В 7/06, 1966.
