Известны станки для обработки кольцевого желоба, имеющего в диаметральном сечении форму дуги окружности, в котором бабка изделия или рабочая головка установлены на крестовом столе, перемещаемом по дуге окружности.
Предложенный станок обеспечивает обработку желоба переменной кривизны. Это достигается тем, что привод перемещения стола снабжен кулисой с поводком, ведущим стол, взаимодействующей со сменным кулаком, обеспечивающим изменение кривизны желоба в его диаметральном сечении,, и устройством для согласования движения кулака и заготовки. Причем последнее выполнено в виде зубчатого механизма со сменными шестернями, кинематически связанного червячными нарами с приводом кулака и с нриводом движения заготовки.
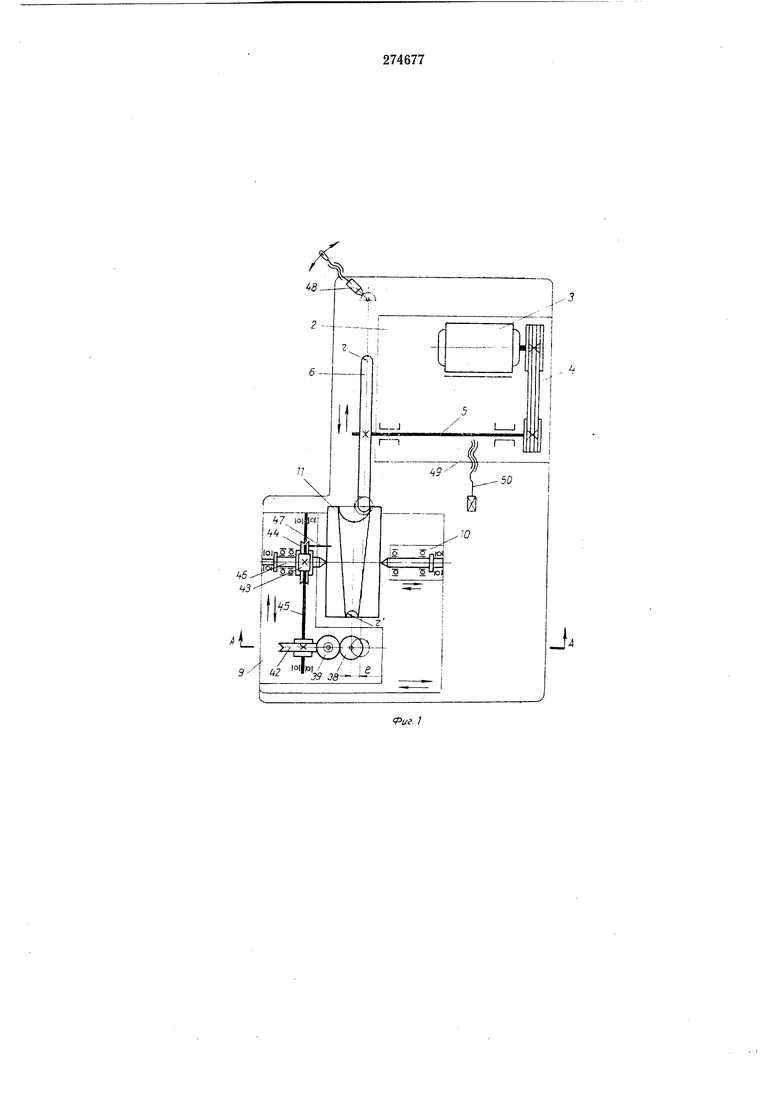
На фиг. 1 показана схема предлагаемого станка; на фиг. 2 - разрез по А-А на фиг. 1.
На станине / станка смонтирована рабочая головка 2, например шлифовальная бабка, снабженная двигателем 3, передачей 4 и шпинделем 5, несущим режущий инструмент 6, в данном случае шлифовальный круг. Рабочая головка выполнена подвижной в направлении, перпендикулярном оси шпинделя изделия.
верхнего стола 8, имеющего две степени свободы перемещений в горизонтальной плоскости. На верхнем столе закреплены бабка 9 изделия и задняя бабка 10, несущие обрабатываемое изделие 11.
В станине смонтирован привод перемещения стола 8, содержащий массивный вертикальный вал 12, вращающийся в подшипниках }3, 14, а также закрепленное на этом валу червячное колесо 15, находящееся в зацеплении с червяком 16, связанным с двигателем 17. На валу 12 закреплена кулиса 18 с камнем 19, перемещающимся в радиальных направляющих 20. Камень кулисы подпружинен упругим элементом 21.
Концентрично с валом 12 на станине закреплен блок зубчатых венцов 22-24, с одним из которых в зацеплении находится сменное зубчатое колесо 25, сидящее на смонтированном в кулисе валу 26. Этот вал кинематически связан посредством червяков 27, 28 и червячных колес 29, 30 с установленными на кулисе 18 промежуточным валом 31 и валом 32, ось которого параллельна оси вала 12. На валу 32 установлен сменный кулак 33, взаимодействующий с закрепленным на камне 19 толкателем 34.
валик 37, соединенный через сменные зубчатые колеса 38, 39 с валиком 40, который посредством червячных пар 41, 42 и 43, 44 и промежуточного вала 45 связан со шпинделем 46 изделия. Бабка изделия снабжена поводком 47, ведущим изделие //.
На станине смонтированы также качающаяся алмазница 48 для правки щлифовального круга (станок в исполнении для шлифования желоба) и механизм 49, 50 для наладочного радиального перемещения рабочей головки.
Радиус г профиля круга не должен превышать минимального-радиуса г профиля желоба.. .
Станок-работаетследующим образом.
Двигатель 17 через червяк 16 и червячное колесо 15 приводит во вращение вал 12 с кулисой 18. При этом поводок 35, ось которого смещена относительно оси вала 12 на величину эксцентриситета е, сообщает верхнему столу 5 и изделию поступательное перемещение по окружности радиуса е. Величина этого радиуса должна быть равна разности радиуса г обрабатываемого желоба и- радиуса г профиля инструмента. Она задается кулаком 55; имеющим профиль, выполненный по тому же закону, в соответствии с которым изменяется величина радиуса по длине желоба изделия.
Вращение кулака 55 осуществляется в результате обкатывания сменного зубчатого колеса 25 по одному из венцов 22-24 червячными парами 27, 29 и 28, 30. Это вращение должно быть синхронным с вращением щпинделя изделия; синхронизация достигается благодаря равенству передаточных отнощеннй от блока венцов до кулака 55 л от сменного колеса 55, установленного на валике 57, до щпинделя 46 бабки изделия. Валик 57 за один оборот вала 12 делает также один оборот относительно верхнего стола 8. Величина передаточного отношения от блока венцов 22-24 до кулака 55 и от элемента 55 до шпинделя изделия определяет число оборотов кулисы /5 за один цикл обработки изделия, т. е. продолжительность обработки, а также -ее чистоту; это передаточное отношение поддается регулировке путем одновременной замены сменных колес 25 и 55, 39.
Инструмент обходит профиль желоба при каждом обороте вала 12, обрабатывая поперечную полоску поверхности желоба. Одновременно изделие 11 н кулак 55 поворачиваются на угол, определяемый передаточными отношениями приводов вращения изделия и кулака.
Обработка завершается за один оборот изделия. В процессе обработки инструмент, например шлифовальный круг, вращается двигателем 5.
Описанный выше станок следует рассматривать только как пример исполнения предлагаемого изобретения. Возможны различные модификации последнего. Например, рабочая головка может быть оснащена вместо щлифовальиого круга фрезой, полировальным кругом или доводочной головкой, или станок может иметь несколько рабочих головок. Механический синхронный привод кулака 55 и изделия 11 может быть заменен каким-либо иным синхронным приводом.
предмет изобретения
1.Станок для обработки кольцевого желоба, имеющего в диаметральном сечении форму дуги окружности, в котором бабка изделия или рабо-чая головка установлены на крестовом столе, перемещаемом по дуге окружности, отличающийся тем, что, с целью обработки желоба переменной кривизны, привод перемещения стола снабжен кулисой с поводком, ведущим стол, взаимодействующий со сменным кулаком, обеспечивающим изменение кривизны желоба в его диаметральном сечении, и устройством для согласования движения кулака и заготовки.
2.Станок по и. 1, отличающийся тем, что устройство для согласования движения кулака и заготовки вылолнено в виде зубчатОГО механизма со сменными шестернями, кинематически связанного червячными парами с приводом кулака и с приводом движения заготовки.
39 38
/4Риг. 2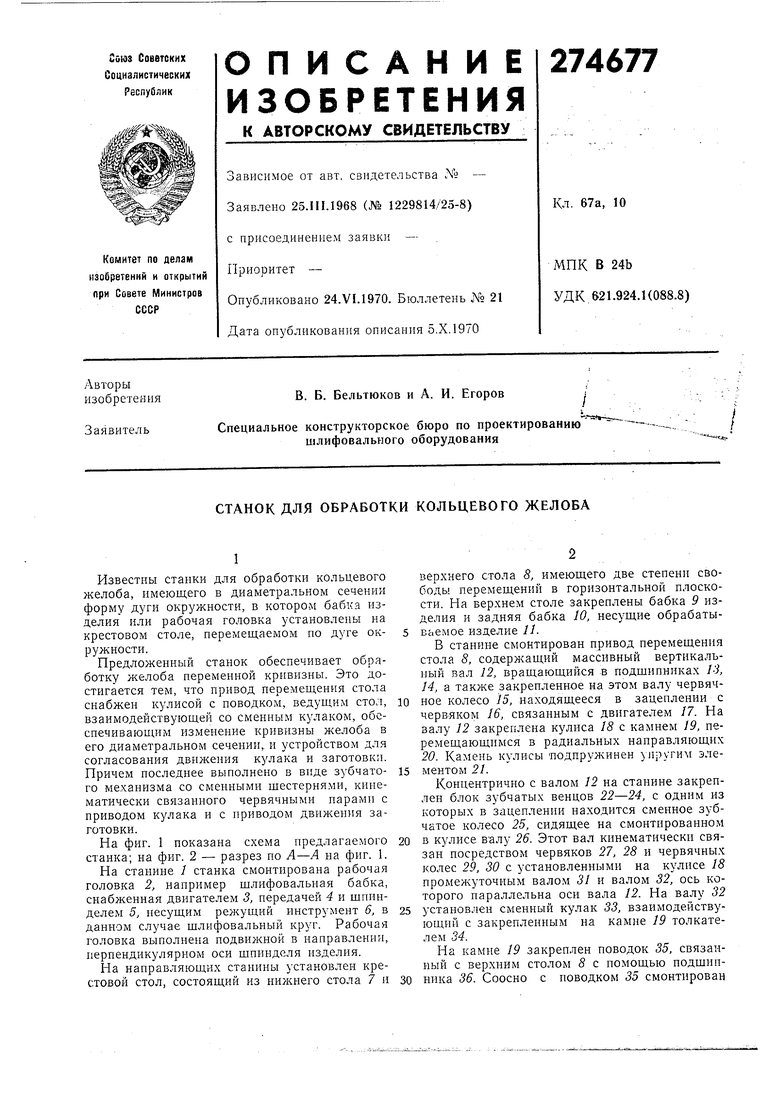
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА | 1969 |
|
SU249232A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА | 1970 |
|
SU268932A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Устройство для обработки кольцевого желоба переменного профиля | 1973 |
|
SU515628A1 |
| Резьбошлифовальный станок для обработки метчиков | 1978 |
|
SU732117A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА РАрОЧрГО ИНСТРУМЕНТА | 1973 |
|
SU384657A1 |
| Станок для шлифования рабочей поверхности прокатных валков | 1980 |
|
SU933394A1 |
| Резьбошлифовальный станок | 1990 |
|
SU1830317A1 |