Известны способы восстановления рабочего размера алмазно-абразивного инструмента, основанные на регулировании отдельных частей инструмента.
Предлагаемый способ для восстановления рабочего размера алмазно-абразивного инструмента на пластически деформируемой связке после нагрева отличается от известных тем, что восстановление рабочего размера производят путем горячего прессования в замкнутом пространстве, которое образуется корпусом инструмента, двумя мастер-контршаблонами к нему и пуансоном-шаблоном. Размеры и формы пуансон-шаблона должны обеспечивать воздействие на алмазно-абразивный слой.
Предлагается также применять указанный способ для восстановления рабочего размера алмазно-абразивного слоя, нанесенного на внутреннюю поверхность шлифовальной гильзы с использованием в качестве пуансона-шаблона калиброванной цилиндрической оправки.
Для восстановления рабочих размеров алмазно-абразивного шевера также применяется описываемый способ, причем в качестве пуансона-шаблона используется шестерня с внутренним зацеплением.
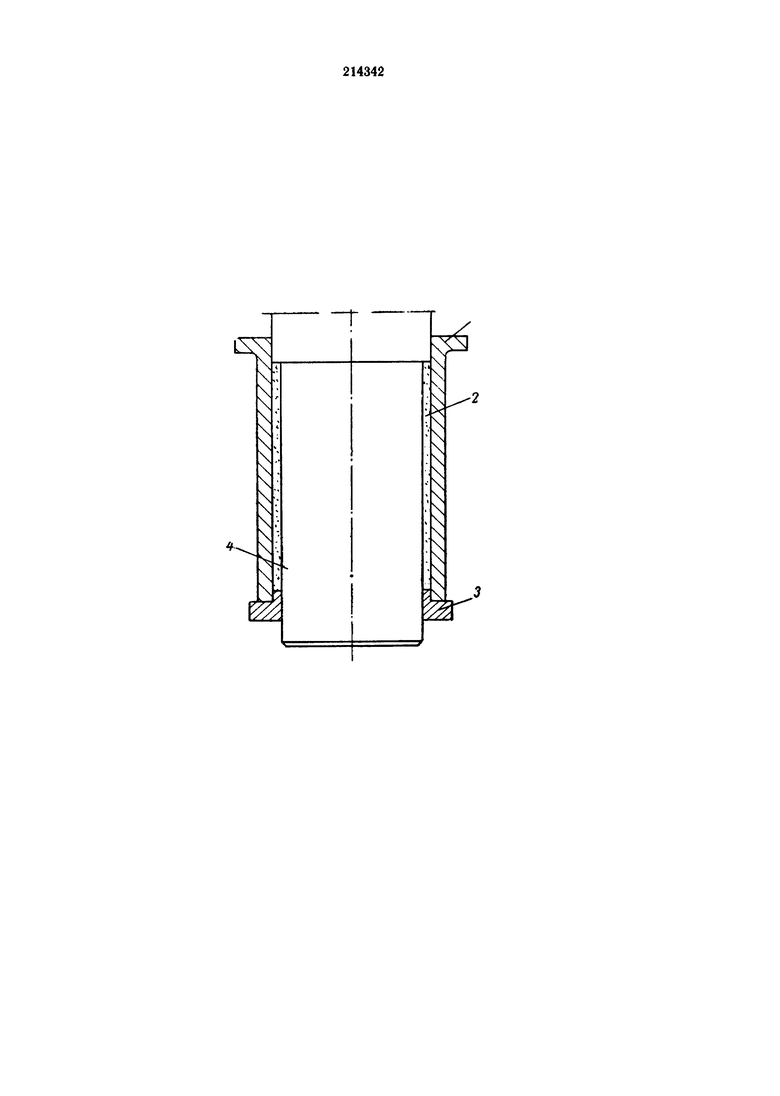
Описываемый способ поясняется чертежом.
Алмазно-абразивный инструмент 1 имеет алмазно-абразивный слой 2. В результате эксплуатации инструмента диаметр слоя 2 возрастает. Для его уменьшения предлагается установить инструмент на мастер-контршаблоне 3. В полость инструмента вводится пуансон-шаблон 4, диаметральный размер которого соответствует рабочему размеру инструмента. Второй мастер-контршаблон, который в данном случае выполнен заодно с пуансоном-шаблоном 4, производит осаживание алмазно-абразивного слоя после соответствующего нагрева.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА ШЛИФОВАЛЬНОГО КРУГА | 2008 |
|
RU2366564C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО СЛОЯ АБРАЗИВНОГО ИНСТРУМЕНТА ИЗ ПОРОШКОВ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2009 |
|
RU2396161C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239546C1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ЕГО ВОССТАНОВЛЕНИЯ | 1991 |
|
RU2027550C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ ОТВЕРСТИЙ | 2003 |
|
RU2239536C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНЫХ РЕЖУЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2216435C1 |
| Масса с полимерным связующим для изготовления алмазного инструмента для работы с наложением электрического тока и в обычном режиме | 2016 |
|
RU2643400C2 |
| Способ изготовления абразивных сегментов | 1980 |
|
SU956264A1 |
1. Способ восстановления рабочего размера алмазно-абразивного инструмента на пластически деформируемой связке после нагрева, отличающийся тем, что восстановление размера производят путем горячего прессования в замкнутом пространстве, которое образуется корпусом инструмента, двумя мастер-контршаблонами к нему и пуансоном-шаблоном, который выполняют по форме и размерам, обеспечивающим воздействие на алмазно-абразивный слой.
2. Применение способа по п. 1 для восстановления рабочего размера алмазно-абразивного слоя, нанесенного на внутреннюю поверхность шлифовальной гильзы с использованием в качестве пуансона-шаблона калиброванной цилиндрической оправки.
3. Применение способа по п. 1 для восстановления рабочих размеров алмазно-абразивного шевера с использованием в качестве пуансона-шаблона шестерни с внутренним зацеплением.
