Изобретение относится к порошковой металлургии, а именно к деформирующему инструменту из материала на основе карбида титана, к способам его получения и способам восстановления изношенного в процессе эксплуатации инструмента.
Известен деформирующий инструмент, содержащий металлическую державку, на которой закреплена твердосплавная рабочая часть, выполненная из материала на основе карбида титана, причем ее основа выполнена из твердого сплава, структура которого представляет собой два взаимопроникающих каркаса из карбида и металлической связки, а рабочая поверхность образована слоем твердого сплава, структура которого представляет собой металлическую матрицу, в которой распределены частицы карбида титана [1]. Конструкция этого инструмента наиболее близка к предлагаемой и выбрана за прототип.
Инструмент-прототип получают путем спекания пористого каркаса из карбида титана с последующей инфильтрацией расплавом металла, а слой твердого сплава со структурой, представляющей собой металлическую матрицу, в которой распределены частицы карбида, наносят на поверхность основы путем напыления или нанесения на основу слоя порошкообразного твердого сплава, нагрева и спекания, преимущественно, в защитной атмосфере. Процесс напыления твердого сплава на основу подразумевает нагрев порошка твердого сплава.
Данный способ как наиболее близкий к предлагаемому принят за прототип способа получения деформирующего инструмента.
К недостаткам данного деформирующего инструмента и способа его получения относится низкая стойкость при эксплуатации. Инструмент-прототип имеет более высокую стойкость при работе в условиях знакопеременных нагрузок и более низкую стойкость при истирающих нагрузках, например при волочении проволоки или калибровке прутка.
Известен способ восстановления изношенных деталей из твердых сплавов системы карбид вольфрама-кобальт, включающий очистку изношенного инструмента, нанесение на него компенсирующей износ навески твердого сплава с учетом механообработки при составе твердого сплава, аналогичном основе, нагрев до температуры 1673-1723 К и пластическую деформацию со скоростью деформирования 0,7˙10-5-0,4˙10-4 с-1, при этом на соединяемые поверхности наносят слой флюса [2].
Этот способ состоит в том, что при указанных температурах деталь нагревают до температуры, превышающей температуры расплавления металла-связки, и производят сварку давлением в присутствии жидкой фазы.
Данный способ восстановления изношенных деталей из твердых сплавов как наиболее близкий к предлагаемому принят за прототип.
К недостаткам способа относится его узкая область применения из-за невозможности восстановления деталей с малым количеством связки (менее 15%), а также деталей, выполненных из карбида титана, не содержащего связки.
Целью изобретения является повышение стойкости деформирующего инструмента при расширении технологических возможностей способа получения и восстановления инструмента.
Поставленная цель достигается тем, что у деформирующего инструмента, выполненного из материала на основе карбида титана и содержащего основу и рабочую часть, основа выполнена из карбида титана состава TiC0,45-TiC0,55, а рабочая часть - из карбида титана состава TiC0,8-TiC0,96 причем рабочая часть представляет собой слой толщиной 2˙10-4 0,15 от толщины основы инструмента.
В способе получения деформирующего инструмента, включающем изготовление заготовки инструмента по форме основы и рабочей части, например, спеканием и производят ее нагрев, заготовку изготавливают из карбида титана состава TiC0,45-TiC0,56, нагрев производят при контакте поверхности заготовки, соответствующей рабочей части деформирующего инструмента, с углеродом при температуре 0,6-0,95 от температуры плавления материала основы в течение 40 мин - 260 ч.
Рабочую часть деформирующего инструмента в заготовке формируют путем ее пластической деформации мастер-пуансоном при 800-1150оС со скоростью деформирования 0,1-50 мм/мин до получения конечной формы деформирующего инструмента.
Деформирующий инструмент в случае его износа восстанавливают по способу, включающему нагрев инструмента и его пластическую деформацию. В предлагаемом способе удаляют рабочую часть деформирующего инструмента, например, механической обработки, пластическую деформацию проводят при 800-1150оС со скоростью деформирования 0,1-50 мм/мин при помощи мастер-пуансона со стороны бывшей рабочей части инструмента до получения размеров и формы рабочей части инструмента, по окончании деформирования производят нагрев инструмента в контакте с углеродом, расположенным со стороны рабочей части инструмента при температуре 0,6-0,85 от температуры плавления материала основы инструмента в течение 40 мин - 260 ч.
Сущность предлагаемого изобретения состоит в том, что стойкость деформирующего инструмента увеличивается за счет его выполнения из карбида титана состава TiC0,45-TiC0,55. Карбид титана указанного состава находится на нижнем пределе области гомогенности и обладает двухфазной структурой. Данный материал представляет собой твердый сплав, в котором частицы карбида титана нестехиометрического состава окружены оболочками из титана, точнее твердого раствора углерода в титане. За счет низкой температуры хрупковязкого перехода, а также наличия металлической связки этот материал обладает высокой прочностью, превышающей 320-360 кг/мм2.
При увеличении количества связанного углерода в карбиде титана выше TiC0,55 уменьшается количество титана-связки и падает прочность материала в целом за счет уменьшения сопротивления распространению трещин. При снижении количества связанного углерода в карбиде титана менее TiC0,45 увеличивается количество связки-титана, уменьшаются прочность материала и его твердость, что ведет к снижению стойкости деформирующего инструмента, выполненного из него.
Поскольку твердость и микротвердость карбида титана уменьшаются при уменьшении количества связанного углерода, несмотря на высокую прочность материала, деформирующий инструмент, выполненный целиком из карбида титана состава TiC0,45-TiC0,55, обладает пониженной стойкостью при истирающих нагрузках по сравнению с инструментом, выполненным из твердых сплавов типа "ВК" и "ТН". Так, микротвердость карбида титана при уменьшении количества связанного углерода от стехиометрического состава до состава, соответствующего нижнему пределу области гомогенности, уменьшается вдвое. Поэтому целесообразно рабочую поверхность - рабочую часть деформирующего инструмента выполнять из карбида титана с составом, близким к верхнему пределу области гомогенности, т.е. с составом, близким к стехиометрическому.
При увеличении количества связанного углерода в материале, составляющем рабочую часть, более состава, соответствующего TiC0,96, в материале выделяется свободный углерод по некоторым кристаллографическим плоскостям в виде пластин субмикронной толщины. Данные пластины можно рассматривать как зародыш трещин. Поэтому при увеличении количества связанного углерода выше состава, соответствующего TiC0,96, прочность материала резко падает и соответственно уменьшается стойкость деформирующего инструмента из-за увеличения вероятности развития трещин в процессе эксплуатации. В связи с этим целесообразно сошлифовывать поверхностный слой деформирующего инструмента до состава TiC0,96.
Уменьшение количества связанного углерода в материале ниже состава TiC0,8 ведет к снижению твердости рабочей части и уменьшению стойкости деформирующего инструмента.
Соотношение толщин рабочей части и основы инструмента диктуется технологической целесообразностью получения инструмента и его стойкостью. При уменьшении соотношения толщин слоев менее 2˙10-4 уменьшается стойкость инструмента. Увеличение соотношения толщин слоев более 0,15 ведет к увеличению вероятности зарождения и распространения трещин в материале, так как карбид титана состава TiC0,8-TiC0,96 обладает меньшей ударной вязкостью по сравнению с карбидом титана состава TiC0,45-TiC0,55. Подобное соотношение слоев целесообразно использовать для деталей, имеющих незначительную толщину: 1-10 мм, например, в режущем инструменте, пластинах для резки материалов, ножницах, вырубных штампах.
Получение необходимого соотношения толщин рабочего слоя и основы достигается отжигом заготовки инструмента в среде углерода. При этом происходит насыщение поверхностных слоев изделия углеродом и изменение химического состава карбида титана.
Снижение температуры отжига менее 0,6 температуры плавления материала основы не позволяет получить необходимого соотношения толщин материалов даже при максимальном времени выдержки. Превышение температуры отжига в углероде выше 0,95 температуры плавления материала основы может привести к ухудшению свойств материала основы, плавлению металлической связки, что способствует уменьшению стойкости инструмента.
При уменьшении времени карбидизации нестехиометрического карбида титана, т.е. времени выдержки инструмента в среде углерода, менее 40 мин не успевает сформироваться рабочая часть инструмента с требуемой толщиной и существенного повышения стойкости инструмента не происходит. Увеличение времени выдержки более 260 ч не приводит к дальнейшему заметному росту толщины слоя карбида титана по составу, близкому к стехиометрическому, так как с увеличением толщины слоя уменьшается скорость его роста. Более того, начинают уменьшаться прочностные свойства материала основы, а стойкость инструмента остается примерно на одном уровне или даже снижается. Таким образом, можно продолжать процесс выдержки инструмента в углероде, при этом толщина рабочего слоя продолжает увеличиваться, но это не имеет смысла делать как с точки зрения стойкости, так с точки зрения рентабельности процесса.
Процесс насыщения поверхности инструмента углеродом можно производить не только в засыпке твердого углерода - графита, сажи или в углеродсодержащий засыпке, но и при его осаждении на поверхности детали из газовой фазы, например при разложении углеводородов. Сущность процесса аналогична.
Экспериментально обнаруженная высокая пластичность карбида титана состава TiC0,45-TiC0,55 обеспечивает возможность получения сложнопрофильной гравюры инструмента не только алмазной шлифовкой, но и пластической деформацией мастер-пуансоном, т.е. инструментом, гравюра которого представляет собой зеркальное отражение гравюры изготавливаемого инструмента.
При снижении температуры деформации менее 800оС снижается пластичность карбида, возрастает вероятность появления трещин в гравюре деформирующего инструмента, т.е. появляется неисправимый брак. При увеличении температуры деформации более 1150оС снижается пластичность карбида титана состава TiC0,45-TiC0,55, происходит его сильное окисление, так как деформацию в защитной атмосфере или вакууме производить затруднительно и дорого. При этом окисленный слой необходимо снимать механической обработкой.
Снижать скорость деформирования ниже 0,1 мм/мин нецелесообразно из-за снижения производительности процесса. Кроме того, при длительной деформации карбида титана происходит насыщение его поверхностных слоев кислородом и азотом. Примесные газы, растворенные в кристаллической решетке карбида, существенно повышают температуру хрупковязкого перехода и на поверхностях инструмента зарождаются и развиваются трещины, что приводит к неисправимому браку или увеличению объема алмазной шлифовки. Повышение скорости деформирования более 50 мм/мин приводит к снижению пластичности материала и появлению и развитию трещин.
Высокая пластичность карбида титана состава TiC0,45-TiC0,55 позволяет получать не только сложную форму деформирующего инструмента деформацией, но и восстанавливать форму и размеры изношенной рабочей части. Карбид титана состава TiC0,8-TiC0,96 имеет температуру хрупковязкого перехода, превышающую 1200оС. Поэтому перед пластической деформацией инструмента, проводимой для восстановления его формы и размеров, необходимо удалить рабочую часть, например, алмазной шлифовкой или размерным химическим или электрохимическим травлением. При восстановлении изношенного инструмента за счет удаления рабочей части инструмента уменьшается объем его основы. Уменьшение объема основы, обычно высоты, легко компенсируется введением в конструкцию штампового инструмента компенсирующих прокладок или увеличением высоты подштамповых плит, что является общепринятой процедурой.
Изготавливали фильеру для калибровки стального арматурного прутка. Размеры фильеры составляли: диаметр 40 мм, высота 40 мм, диаметр калибрующего отверстия 10 мм. По данным предприятия, где используются указанные фильеры, стойкость стальной, подвергнутой химико-термической и термообработке фильеры составляет 1,5-2 ч, стойкость фильер, выполненных из твердого сплава "ВК-20КС", - 6 ч, стойкость фильер, выполненных из твердого сплава марки "ТН-20" (20 мас.% никеля и 80 мас.% карбида титана), - 4-5 ч и стойкость инструмента-прототипа - 3,5-4,5 ч.
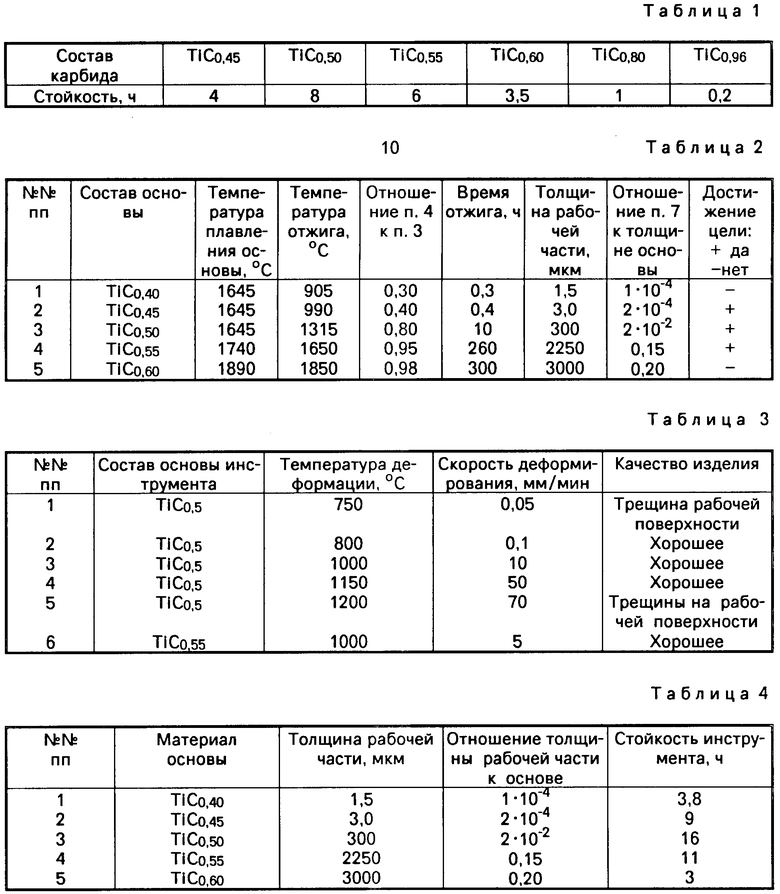
Для изготовления этих фильер приготовляли шихту смешиванием порошка титана марки ПТМ и сажи марки П803, взятых в соотношениях, необходимых для получения карбида титана состава TiC0,45-TiC0,55. Из шихты прессовали заготовку с отверстием, укладывали заготовку в реакционную пресс-форму, инициировали в заготовке реакцию горения и компактирования заготовку. Затем полученное изделие обрабатывали под размер алмазной шлифовкой и ставили на испытание. В экспериментах меняли химический состав карбида. Результаты экспериментов даны в табл. 1.
Как следует из табл. 1, сначала при увеличении количества связанного углерода стойкость инструмента повышается, затем падает, хотя твердость материала существенно повышается. Анализ микроструктуры фильер показал, что в материалах состава TiC0,80 и TiC0,96 имеется остаточная пористость, которая повышается с увеличением количества связанного углерода. Износ фильер при этом происходит за счет микросколов частиц TiC.
Стойкость фильер на границах интервала значений связанного углерода в карбиде соизмерима со стойкостью известных фильер, а в середине интервала превышает максимальное значение стойкости у известных фильер на одну треть. Для дальнейшего повышения стойкости фильер в них создавали рабочую часть, т. е. рабочую поверхность насыщали дополнительно углеродом до образования слоя карбида титана с составом, близким к стехиометрическому.
Для этого набивали полость фильеры, обработанную "под размер" с припуском под окончательную штамповку, порошком углерода, обмазывали свободные поверхности фильеры для предотвращения их насыщения кислородом жаропрочной стеклоэмалью и отжигали фильеры, варьируя время и температуру химико-термической обработки. По окончании экспериментов фильеры разрезали по диаметру, изготавливали из них металлографические шлифы и измеряли толщину рабочего слоя, состоящего из карбида титана состава TiC0,8-TiC0,96. Химический состав карбида в рабочей части определяли на приборе "Супапроб"-733" методами микрорентгеноспектрального анализа. За толщину рабочей части принимали толщину слоя с количеством связанного углерода в карбиде титана состава TiC0,8 и выше. Полученные результаты сведены в табл. 2.
К данной таблице необходимо дать следующие пояснения.
Температуры плавления карбида титана состава TiC0,5 и ниже равна температуре эвтектики (TiC0,4-TiC0,5)-T. Температуры плавления карбида титана состава TiC0,55 и TiC0,60, взятая согласно диаграмме состояния Ti-C. Экспериментально температуры плавления данных материалов не измерялись.
Толщина основы равна 15 мм, так как диаметр фильеры равен 40 мм, а диаметр отверстия в фильере - 10 мм.
Деформирующий инструмент, подвергнутый карбидизации, был сильно покороблен и его эксплуатация была признана невозможной.
Для уменьшения объема алмазной шлифовки заготовки с отверстием подвергали пластической деформации для получения заходных конусов высоты фильеры. В процессе экспериментов варьировали температуру и скорость деформации. Результаты экспериментов приведены в табл. 3.
За качество было принято отсутствие трещин на рабочей поверхности фильеры, которая в дальнейшем будет подвергнута химико-термической обработке - карбидизации.
Как следует из табл. 3, выполнение существенных признаков способа обеспечивает изготовление заготовок для дальнейшей карбидизации хорошего качества.
Изготовленные фильеры устанавливали на станок для калибровки стального прутка и эксплуатировали до полного износа, определяя при этом время эксплуатации. В фильерах варьировали состав основы и толщину рабочей части. Результаты испытаний сведены в табл. 4.
Как следует из табл. 4, выполнение существенных признаков обеспечивает повышение стойкости деформирующего инструмента в сравнении с инструментом, выполненным из стали, в 8 раз и в сравнении с инструментом, выполненным из твердого сплава "ВК-20КС", более чем в 2,5 раза. При этом инструмент, выполненный из карбида титана, значительно дешевле общеупотребительного твердосплавного инструмента, поскольку не содержит вольфрама и кобальта.
Высокая пластичность карбида титана состава TiC0,45-TiC0,55 обеспечивает возможность восстановления изношенного инструмента.
Изношенную фильеру, в которой основа выполнена из карбида титана состава TiC0,50 и с рабочей частью, выполненной из материала состава TiC0,8-TiC0,96 толщиной 300 мм, что соответствует соотношению толщин рабочей части и основной 2˙10-2, восстанавливали предлагаемым способом. Для этого изношенную рабочую часть сошлифовывали алмазной шлифовкой до полного ее снятия, устанавливали фильеру в матрицу и деформировали ее при 1000оС со скоростью деформирования 0,1 мм/мин до восстановления первоначальных размеров и формы рабочей части фильеры за счет некоторого уменьшения ее высоты. После этого рабочую часть фильеры получали насыщением карбида титана углеродом при 1315оС в течение 10 ч. В результате слой карбида титана состава TiC0,8-TiC0,96 имел толщину 300 мкм, что составляет 2 ˙10-2 от толщины основы. Рабочую часть фильеры полировали и устанавливали фильеру на станок для калибровки стального прутка. Фильера отработала 12,3 ч, после чего была снята по износу рабочей части.
Таким образом, после восстановления стойкость фильеры превышала более чем в 2 раза стойкость фильеры из сплава "ВК-20КС", а общее время работы предлагаемого инструмента, включая восстановление, возросло до 28,3 ч, что более чем в 4,7 раза больше стойкости известной фильеры.
Деформирующий инструмент содержит основу, выполненную из карбида титана состава TiC0,45-TiC0,55 и рабочую часть в виде слоя из карбида титана состава TiC0,8-TiC0,96 с толщиной 2·10-4-0,15 толщины основы инструмента. Инструмент получают путем нагрева заготовки из карбида титана состава TiC0,45-TiC0,55 в контакте с углеродом при температуре 0,6-0,95 от температуры плавления материала основы в течение 40 мин-260 ч. При этом форму основы можно получать пластической деформацией при 800-1150 ° со скоростью деформирования 0,1-50 мм/мин. Восстанавливают инструмент путем удаления изношенной рабочей части, пластической деформации при указанных режимах и насыщением рабочей части углеродом путем отжига при указанных режимах. 3 с. и 1 з.п. ф-лы, 4 табл.
ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ЕГО ВОССТАНОВЛЕНИЯ.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для сборки изделия с промежуточным соединительным элементом | 1984 |
|
SU1569160A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
