(5) СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА НА МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивно-электроэрозионного шлифования | 1983 |
|
SU1273220A1 |
| Способ комбинированной правки абразивных кругов и устройство для его осуществления | 1986 |
|
SU1355393A1 |
| Инструмент для правки многониточных резьбошлифовальных кругов | 1981 |
|
SU1268395A1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2228822C1 |
| ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230634C1 |
| Способ изготовления абразивного инструмента гальваническим методом | 1982 |
|
SU1021588A1 |
| Способ профилирования шлифовального круга | 1989 |
|
SU1773705A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2000 |
|
RU2169656C1 |
Изобретение относится к области электрофизических и электрохимических методов обработки и может быть ис пользоаано для восстановления, регули рования и поддержания профиля и рельефа, режущей поверхности шлифовального инструмента на металлической связке из алмазов, кубического нитрида бо ра и других абразивов на операциях абразивной обработки как металлических, так и неметаллических материалов. Известен способ п -авки абразивного круга на металлической связке, при котором ведут процесс электрохимической обработки круга и производят удаление продуктов анодного растворения автономным правящим инструмен том (абразивным бруском) Til. Недостатком данного способа является то, что он не дает возможность регулировать при правке высоту выступания режущих зерен под связкой, а так как для удаления этого слоя приме ияют жесткий правящий элемент, то он срезает неопределенную глубину не только слоя продуктов реакции, но и выламывает из связки абразивные зерна. Цель изобретения - повышение точности получаемого профиля и умень1иение износа круга. ГТостаеленная цель достигается тем, что автономный правящий инструмент выполняют из материала с упругими свойствами, а характеристику упругости этого материала выбирают из условия L., g д Е - S где Е - модуль продольной упругости материала, кгс/мм7 t - длина деформируемой части правящего инструмента, мм Э - допуск на профиль абразивного круга, MMJ j жесткость СПИД, кгс/мм; S - площадь контакта правящего инструмента и круга, мм
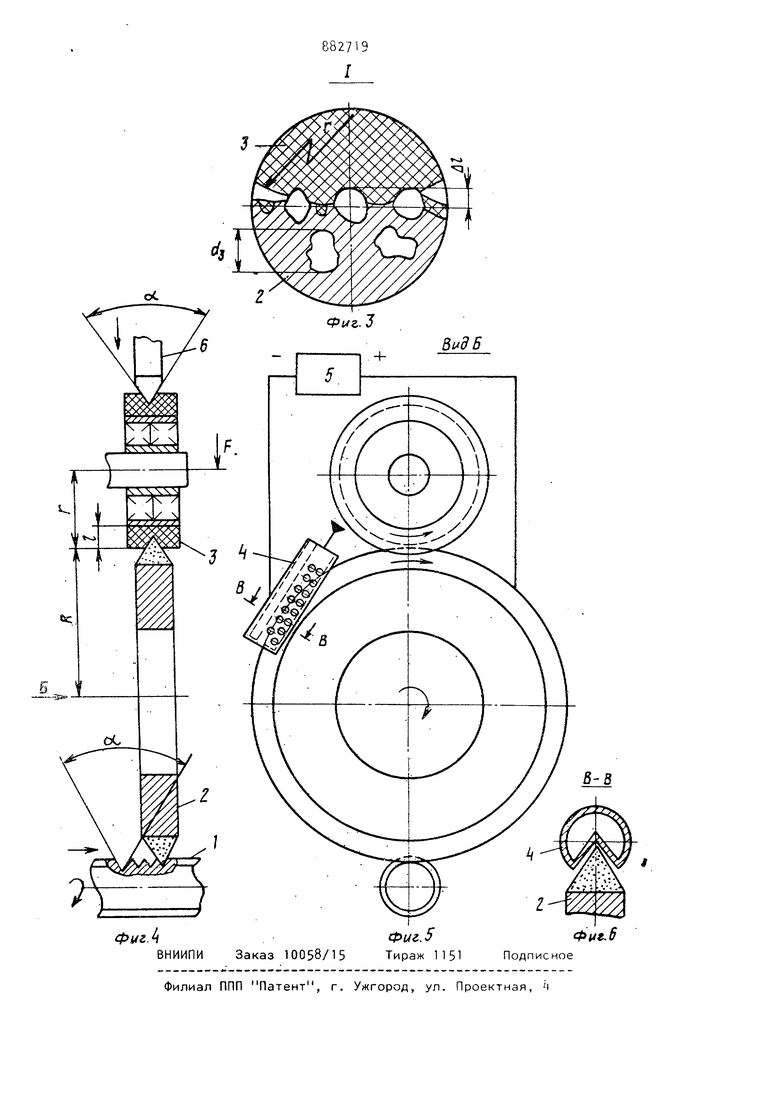
На фиг. 1 представлена схема правки круга чашечной формы; на фиг.2 вид А на фиг. 1v на фиг. 3 в увеличенном масштабе узел I на фиг. Г; на фиг. 4 - схема правки резьбошлифовального круга; на фиг. 5 вид Б на фиг. k; на фиг. 6 - разрез В-В на фиг. 5.
Упругий правящий инструмент позволяет осуществлять локальное удаление пленки на заданную глубину. Глубина внедрения задается расчетной силой давления прижатия упругого правящего элемента. Давление регулируют известными техническими средствами.Расчетные значения деформации и глуоины внедрения изменяются путем предварительного выбора упругих свойств материала правящего инструмента, размерами деформируемой части этого инструмента, площади касания правящего инструмента с поверхностью круга из условия
р- е
ле
E-S
где ь2 - глубина внедрения правящего элемента, мм-,
F 2 сила прижатия, кгс$ длина деформируемой части правящего инструмента, MMJ модуль продольной упругос ти материала правящего инструмента, кгс/MMj S - площадь касания правящего инструмента с поверхностью круга, мм.
Усилие прижатия должно обеспечить упругое внедрение правящего элемента в профиль круга в заданную глубину с учетом жесткости системы и допуска на точность обрабатываемого профиля.
:)
F д
сила прижима, кгс;
где допуск на профиль, мм,жесткость системы станок3приспособление для правкиправящий инструмент-круг кгс/мм.
Глубина упругого внедрения расчитывается на заданный размер выступания абразивных зерен из условия
o,U5aii 4 д 4 0,5 «Зг
где с1з - средний размер абразивного зерна, мм.
Пределы изменения высоты выступания зерен установлены эмпирически из сопоставления эксплуатационных показателей работы круга с профилем его режущей поверхности. При высоте выступания зерен менее 0, РУ практически теряет режущую способность, при выступании более 0,5|Эз снижается прочность его закрепления связкой, увеличивается износ круга, уменьшается точность шлифуемого профиля. Кроме того, при износе абразивного зерна на половину его размера наступает предельное его затупление, при котором оно должно быть обязательно удалено из связки, что и обеспечивается при условии
F-e
- 0,5сЭ.
ie
E-S
Выбор всех условий правки упругим автономным инструментом производится в соответствии с приведенными зависимостями
0,05( дЕ 0,5 сЭ
Е а- п
Т дЕ-В
Для каждой составляющей выбор может быть произведен независимо. В этом случае остальные составляющие однозначно определены по диапазону изменения выбранной составляющей.
При постоянном усилии прижима интенсивность воздействия правящего инструмента на разные участки профиля зависит от стенки отклонения фактического профиля круга от номинального профиля правящего инструмента. Тоность профиля последнего поддерживается известными средствами, например мастер-резцом, шлифованием, и т.д. При прямолинейном профиле шлифовального круга возможно применение способа для регулирования высоты выступания зерен, т.е. обеспечивания заданной интенсивности съема при минимальном износе круга. В этом случае возможно перемещение упругого правящего инструмента относительно режущей поверхности круга по типу перемещения алмазного карандаша при правке периферии абразивного круга прямого профиля или резьбошлифовального круга. В таком случае сила прижатия правящего инструмента может изменяться в зависимости от степени отклонения изношенного профиля от заданного
Предлагаемый способ проверен при правке алмазных и эльборных кругов 5 чашечной формы, прямого профиля при шлифовании безвольфрамовых твердых сплавов, керамики, а также при прав ке резьбошлифовальных кругов и кругов фасонного профиля для вышлифовки стружечных канавок концевого мно лезвийного инструмента из быстрорежу щих сталей. Пример. Правка алмазного круга чашечной формы АЧК 150х10хЗх х32, М5-5, АСВ 125/100% при заточке пластин из безвольфрамового твердого сплава КНТ16 на универсально-зато ном станке ЗВб42. Правка производилась с целью непрерывного восстанов ления режущей способности алмазного круга по всей длине режущего слоя и снижения расхода алмазов. Безвольфра мовые твердые сплавы относятся к труднообрабатываемым материалам, ко рые обрабатываются в настоящее врем с весьма низкой интенсивностью шлифования и при высоком удельном расх де алмазного инструмента. Схема правки приведена на фиг.1. Правка непрерывная в процессе шлифо вания при вращении круга с рабочей скоростью 18 м/с, продольной подаче 2 м/мин, поперечной 0,02 мм/дв.х Шлифование сплава КНТ16 производилось с использованием СОЖ, которая являлась одновременно электролитом для правки круга, %: 3jO ,, 5,0 NaNOj, 0,5 NaNQ 3,0 , остальное вода. Расход жидкости - 5 л/мин. Источник постоянного тока () обеспечивал напряжение в це пи правки 8В, Ток изменялся в преде лах от 0,9 ДО 1,2 А. Площадь катода 500 мм, зазор между кругом-анодом и катодом 0,08-0,15 мм. Правящий автономный инструмент - ролик диаметром 100 мм с длиной деформируемой части (В) - 20 мм. Жесткость СПИД (0) - 200 кгс/мм. Допуск на точность обработки ,o) 0,02 мм. Предельные значения силы прижима рассч таны из условия F 0,02-200 4 кгс. Максимальная глубина внедрения ролика в рабочий профиль круга определена из условия ( 0 ,5ci2,. так как средний размер зерна в круге 100 мкм, т.е. 0,1 мм,. 0,50,1 0,05 мм. Площадь контакта при упругом прижатии ролика к ра бочей поверхности чашечного круга равна S 2b f2r uE-ДЕ 1 где Ь - ширина алмазоносного слоя круга, ММ , г - радиус правящего ролика, мм; лС - глубина упругого внедрения, При й. 0,05 Им5та ч- 2-10 X 12,50-0,05 - 0,,6 мм (Модуль упругости материала правящего инструмента для выбранных выше условий не должен превышать значенийЕ4 10 max - аЗ 74 S -5 max тач Этому условию удовлетворяет полиэтилен с Е 25 кгс/мм Проведена экспериментальная проверка правки круга с автономным правящим роликом из полиэтилена при разных усилиях прижатия. Условия и режимы правки приведены выше. Сопоставлялись расчетная и фактическая высота выступания зерен. Измерения проводились прибором марки ЕИШ (емкостной измеритель шероховатости. Определялись также эксплуатационные показатели работы круга (эффективная мощность и удельный расход алмаза при шлифовании пластин КНТ 16) в зависимости от режима правки. П р и м е р 2. Правка резьбошлифовального круга Л2П 350x8x/6(fx203, М5-15, ЛОТ2, 1501 при вышлифовке резьбы метчиков Ml-MS, выполненных из закаленной быстрорежущей стали РбИ.5 (HRO/ 62} на станке 5822М. Схема правки приведена на фиг.2. Режим работы;: скорость круга 35 м/с, скорость изделия 0,2 м/мин, глубина врезания 0,8 мм. СОЖ при шлифовании являлось одновременно электролитом для правки. Состав жидкости тот же, что в примере 1. Катод с рабочей частью 200 мм устанавливается с зазором от 0,08 до 0,20 мм. Электрические режимы правки: напряжение 8 В, ток 0,5-0,8 А, Правящий инструмент-ролик диаметром 100 мм, упруго деформируемая часть Е 20 мм. Жесткость системы 700 кгс/мм. Допуск на точность профиля 0,008 мм. Правка производилась с целью повышения точности вышлифованного профиля, снижения удельного износа эльбора. Предварительно выбраны расчеты. Предельные значения силы прижатия 700-0,008 5,6 кгс, глубина внедрения роликадЕ р ,5ai, 0,,10 0,05 мм; площадь контакта ролика с режущей поверхностью резьбошлифова ного круга l-i ГОг cos-Jo Т где t - высота выправляемого проф ля , г - радиус роликаV R - радиус резьбощлифовальног круга. O.BSB Y SO+ITf Модуль упругости материала не долж быть выию знамения , -г щ -™ Этому условию удовлетворяет фторопласт ( 50 кгс/MM j. .Формула изобретения Способ правки абразивного круга на металлической связке, при котором ведут процесс электрохимическо обработки круга и производят удале ние продуктов анодного растворения автономным правящим инструментом,
МА
4 личающийся пем, что, с целью повышения точности получаемого профиля и уменьшения износа круга, автономный правящий инструмент выполняют из материала с упругими свойствами, внедряют его на заданную глубину в режущую поверхность круга, а характеристику упругости автономного правящего инструмента выбирают из условия -i- 3.J в где Е модуль продольной упругости материала, кгс/мм7 дЕ - глубина внедрения, мм. - длина деформируемой части правящего инструмента, мм, 3 - допуск на профиль абразивного круга, мм; J жесткость СПИД 8 системе крепления правящего инструмента, icrc/MMj S - площадь контакта правящего инструмента и круга, MMf Источники информации; принятые во внимание при экспертизе 1. Чагин В.М. и др. Профилирование алмазных шлифовальных кругов. Минск, 197, с. 110, рис, 45 б.
