Известен способ изготовления пленочных конденсаторов, основанный на металлизации диэлектрической ленты, разрезке ее на заготовки, оборке заготовок в пакет и формировании выводов. При разрезке пакетов на таблетки металлорежущая паста затягивается на поверхность торца диэлектрика, что приводит к замыканию электродов во время работы конденсаторов.
Согласно предлагаемому способу металлизация пленочных заготовок (диэлектрической ленты) происходит с двух сторон. Металлизированные окна (обкладки) наносят «а ленту прерывисто, т.е. с неметаллизированными промежутками, причем окна с одной стороны ленты делают смещенными по отношению к окнам с другой стороны ленты так, что после разрезания металлизированной полосы около электродов с трех сторон оказываются зазоры. Отсутствуют они только со стороны контакта соответствующих обкладок с выводом.
Предлагаемый способ повышает надежность конденсаторов и позволяет механизировать и автоматизировать технологический процесс их изготовления.
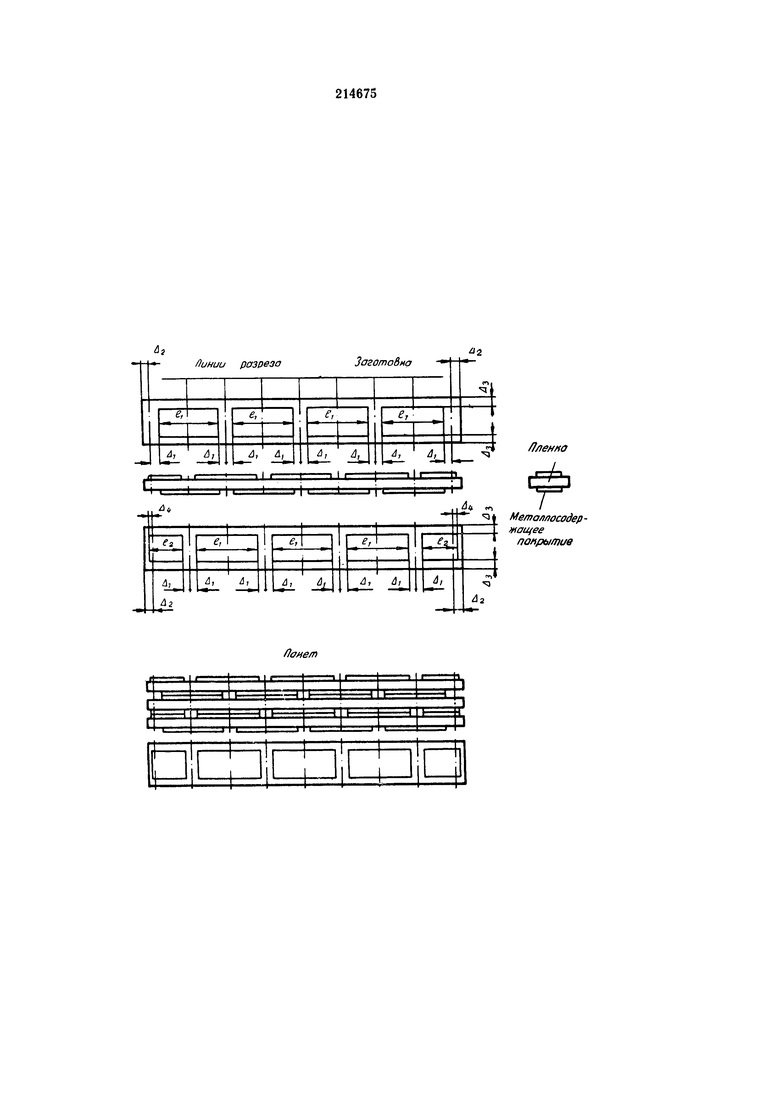
Способ поясняется чертежом.
С одной стороны пленочной заготовки наносятся металлизированные окна таким образом, что с краев остается диэлектрик шириной, равной зазору Δ1 (зазор от металлизированного торца до электрода с учетом коэффициента усадки) плюс участок Δ2, который при отрезке идет в отходы и служит технологическим припуском.
Длина окна равна сумме двух длин электрода конденсатора с учетом коэффициента усадки массы  где
где  - длина электрода конденсатора, Ky - коэффициент усадки материала плеши.
- длина электрода конденсатора, Ky - коэффициент усадки материала плеши.
Расстояние между окнами равно 2Δ1. Количество окон зависит от длины заготовки. Оно может быть четным и нечетным.
По бокам окон выдерживается зазор диэлектрика, равный Δ3. Минимальное значение его гарантирует надежность при проверке на пробой и при эксплуатации.
С обратной стороны пленочной заготовки наносятся металлизированные окна в следующем порядке: с краев планочной заготовки остается диэлектрик шириной, равной зазору Δ2 (технологический припуск) минус Δ4 - припуск, гарантирующий замыкание электрода при разрезке на таблетки (0,2-0,5 мм). Длина крайних окон  равна длине электрода конденсатора
равна длине электрода конденсатора  умноженной на коэффициент усадки плюс Δ4. Длина промежуточных окон
умноженной на коэффициент усадки плюс Δ4. Длина промежуточных окон 
Число промежуточных. окон принимают равным n-1, где n - число окон, нанесенных на первой стороне.
Возможно нанесение металлизированных окон с одной стороны пленки, если выдержать при этом описанную последовательность их расположения при сборке в пакеты.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАЛОГАБАРИТНЫЙ КЕРАМИЧЕСКИЙ МНОГОСЛОЙНЫЙ КОНДЕНСАТОР МАЛОЙ ЕМКОСТИ | 1993 |
|
RU2069404C1 |
| ЕМКОСТНЫЙ ДАТЧИК ДАВЛЕНИЯ И СПОСОБ ЕГО СБОРКИ | 1999 |
|
RU2166742C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОГО ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДНОГО УЗЛА МОЛЕКУЛЯРНО-ЭЛЕКТРОННОГО ДАТЧИКА ЛИНЕЙНЫХ И УГЛОВЫХ ПЕРЕМЕЩЕНИЙ | 2020 |
|
RU2723386C1 |
| ВЫСОКОВОЛЬТНЫЙ КОНДЕНСАТОР | 1996 |
|
RU2117350C1 |
| ВЫСОКОВОЛЬТНЫЙ РУЛОННЫЙ КОНДЕНСАТОР | 1990 |
|
RU2042986C1 |
| Способ изготовления многослойных керамических монолитных конденсаторов | 1980 |
|
SU920869A1 |
| ЕМКОСТНЫЙ ДАТЧИК ДАВЛЕНИЯ И СПОСОБ ЕГО СБОРКИ | 1996 |
|
RU2116636C1 |
| ЕМКОСТНЫЙ ДАТЧИК ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2099681C1 |
| АВТОЭМИССИОННЫЙ КАТОД И ЭЛЕКТРОННЫЙ ПРИБОР НА ЕГО ОСНОВЕ (ВАРИАНТЫ) | 1997 |
|
RU2187860C2 |
Способ изготовления пленочных конденсаторов, основанный на металлизации диэлектрической ленты, разрезке ее на заготовки, сборке заготовок в пакет и формировании выводов, отличающийся тем, что, с целью повышения надежности конденсаторов, металлический слой наносят с двух сторон ленты, оставляя неметаллизированные зазоры вдоль краев ленты и между отдельными металлизированными участками, образующими электроды прямоугольной формы, с взаимным сдвигом электродов, расположенных с противоположных сторон ленты, на половину длины электрода, а разрезку ленты на заготовки производят вдоль неметаллизированных зазоров между электродами, расположенными с одной стороны ленты.
