Известен способ автоматического регулирования скорости оплавления при стыковой контактной сварке на машинах, содержащих систему автоматического регулирования, уменьшающую заданную постоянную скорость подачи, на которой ведут оплавление, вплоть до реверса привода и разведения деталей с последующим повторным сближением в зависимости от заданной предельной величины управляющего напряжения, пропорционального сварочному току.
При этом величину предельного напряжения подбирают экспериментально при переходе на другой режим сварки. Дальнейшее регулирование процесса происходит автоматически в зависимости от заданной величины предельного напряжения.
Однако при изменении режима сварки приходится каждый раз заново перенастраивать систему, что отнимает много времени и создает заведомый брак, получаемый при отработке режима. Кроме того, на практике режим работы регулятора постоянно отклоняется от оптимального в связи с изменением сопротивления сварочного контура машины, вызванного ее нагревом, окислением и механическим ослаблением контактов.
Для повышения качества сварных соединений, увеличения производительности и упрощения обслуживания сварочных машин предлагается определение предельного значения управляющего напряжения производить автоматически в начале каждого цикла сварки. В результате этого при первом коротком замыкании деталей управляющее напряжение постепенно повышают от нуля до величины, при которой происходит реверс привода с заданной для всех изделий скоростью, не зависящей от величины тока короткого замыкания, и принимают эту величину предельной.
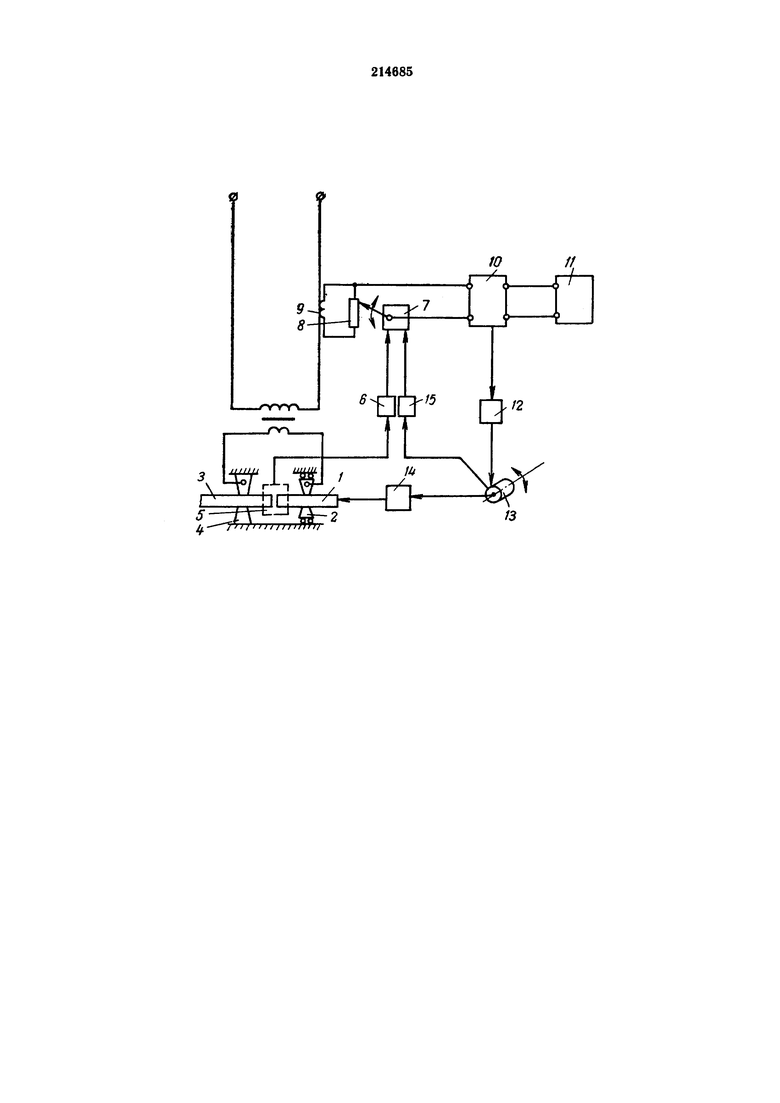
На чертеже схематически изображено устройство для осуществления описываемого способа.
Деталь 1, зажатая в подвижных зажимах машины 2, подается с постоянной скоростью к детали 3, зажатой в неподвижных зажимах машины 4. В момент короткого замыкания деталей датчик 5 через запускающее устройство 6 подает команду на запуск приводного механизма 7 ползуна потенциометра 8, который служит нагрузкой измерительного трансформатора 9 тока, включенного в цепь первичной обмотки сварочного трансформатора, и следовательно, управляющее напряжение, снимаемое с потенциометра, пропорционально величине сварочного тока.
В начальный период сварки ползун потенциометра установлен в нулевое положение. При включении приводного механизма ползун потенциометра начинает перемещаться, и на входе узла 10 сравнения подается напряжение, величина которого пропорциональна величине сварочного тока и зависит от положения движка потенциометра. В момент, когда напряжение, снимаемое с потенциометра, превысит значение напряжения, снимаемого с задающего блока 11, сигнал рассогласования через усилитель 12 уменьшит вплоть до реверса скорость электродвигателя 13 следящего гидропривода 14.
При достижении заданной скорости реверса привода, одинаковой для всех деталей, независимо от величины тока короткого замыкания, останавливающее устройство 15 остановит приводной механизм ползуна потенциометра, устанавливая тем самым величину предельного значения управляющего напряжения. Разведенные детали начнут сближаться с заданной скоростью, обеспечивая устойчивое оплавление. Дальнейшее регулирование скорости осуществляется автоматически при найденной величине предельного значения управляющего напряжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПАРТИИ ОДИНАКОВЫХ ДЕТАЛЕЙ | 1987 |
|
SU1721945A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2005 |
|
RU2281190C1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1662787A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Способ контактной стыковой сварки оплавлением | 1987 |
|
SU1669663A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1980 |
|
SU903026A1 |
| Способ контактной стыковой сварки оплавлением | 1986 |
|
SU1391829A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2006 |
|
RU2329126C2 |
| Способ управления процессом стыковой сварки оплавлением | 1991 |
|
SU1757818A1 |
Способ автоматического регулирования скорости оплавления при стыковой контактной сварке на машинах, содержащих систему автоматического регулирования, уменьшающую заданную постоянную скорость подачи, на которой ведут оплавление, вплоть до реверса привода и разведения деталей с последующим повторным сближением в зависимости от заданной предельной величины управляющего напряжения, пропорционального сварочному току, отличающийся тем, что, с целью повышения качества сварных соединений, увеличения производительности и упрощения обслуживания сварочных машин, обеспечивают автоматическое определение предельной величины управляющего напряжения в начале каждого цикла сварки, для чего при первом коротком замыкании деталей управляющее напряжение постепенно повышают от нуля до величины, при которой происходит реверс привода с заданной для всех изделий скоростью, не зависящей от величины тока короткого замыкания, и принимают эту величину предельной.
