(5) СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки оплавлением | 1987 |
|
SU1669663A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1986 |
|
SU1391827A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1989 |
|
SU1662788A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2004 |
|
RU2277461C1 |
| Способ контактной стыковой сварки оплавлением | 1988 |
|
SU1618547A1 |
| Способ контактной стыковой сварки прерывистым оплавлением | 1981 |
|
SU1004041A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1986 |
|
SU1454606A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1983 |
|
SU1080941A1 |

1
Изобретение относится к способа контактной стыковой сварки оплавле«нием, при которых скорость подачи подвижного корпуса машины регулируется в зависимости от величины сварочного тока.
Известен способ контактной стыковой сварки, при котором скорость оплавления регулируется в зависимости от величины тока вплоть до реверса подвижной плиты СП. При этом эффективность регулирования процесса оплавления непосредственно зависит от быстродействия привода оплавления, т.е. от того, насколько быстро изменяется скорость подачи вслед за соответствующим изменением тока оплавления.
Недостатком известного способа является то, что в случае применения малоинерционного регулятора скорости подачи непрерывное регулирование с реверсированием подвижной . плиты может привести к дополнительным возмущениям и нарушениям устойчивости оплавления, вызванным самим регулятором, С целью уменьшения таких возмущений в известных способах регулирование скорости подачи в функции сварочного тока начинают с некоторого отличного от нуля значения тока, однако этого в ряде случаев бывает недостаточно.
Наиболее близким к предлагаемому
10 по технической сущности является « способ регулирования процесса контактной стыковой сварки оплавлением, при котором осуществляют останов подвижной плиты в процессе сварки15в зависимости от величины сигнала, пропорционального сварочному ,
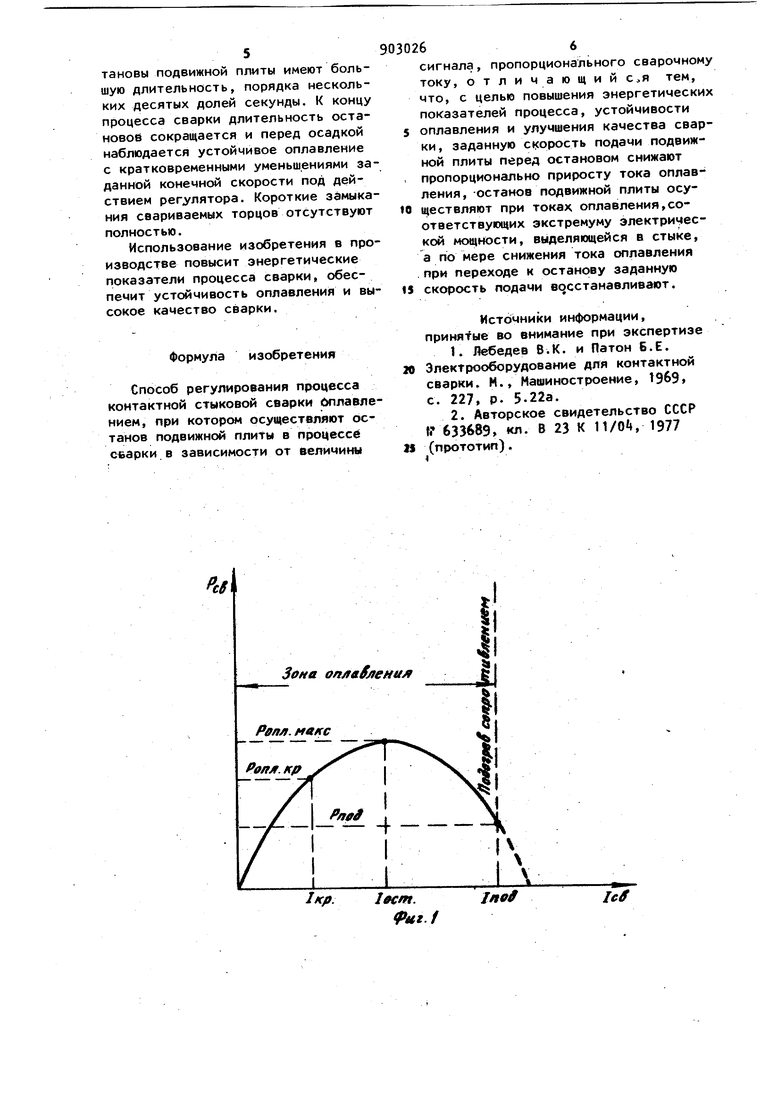
Однако, при сварке изделий больших поперечных сечений (таких, при которых сопротивление зажатой в элек20тродах части заготовки при коротко замыкании торцов оказывается меньше полного сопротивления сварочной цепи машины) и особенно массивных одно90СТЫКОВЫХ заготовок замкнутой формы, подогрев сопротивлением торцов заготовки оказывается энергетически невыгодным, а эффект интенсификации тепловыделения в процессе останова при использовании известного способа недостаточным. Цель изобретения - повышение энергетических показателей процесса устойчивости оплавления и улучшения качества сварки. Поставленная цель достигается тем что в способе регулирования процесса контактной стыковой сварки оплавлением, при котором осуществляют останов подвижной плиты в процессе сварк в зависимости от величины сигнала, пропорционального сварочному току,за данную скорость подачи подвижной пли ты перед остановом снижают пропорцио нально приросту тока оплавления,останов подвижной плиты осуществляют при токах оплавнсния, соответствующих экстремуму электрической мощности,вы деляющейся в стыке. а по мере снижения токаоплавления при переходе к останову заданную скорость подачи восстанавливают. На фиг. 1 показана типичная расчётная кривая мощности сварочной зон от тока сварки; на фиг. 2 - статичес кая характеристика регулятора скорос ти подачи. Для реализации способа заданную скорость подачи начинают снижать пропорционально приросту тока оплавления, если последний превысил некоторое экспериментальным путем подобранное значение тока оплавления (фиг.2).При этом коэффициент обратной связи подбирают таким образом, что при токе IOCT. соответствующем максимуму мощности, скорость подачи становится равной нулю, и в дальнейшем развитии электротепловых процессов сварочной зоны фактор сближения торцов не участвует. По мере снижения тока оплавления скорость подачи восстанавливают. Такое регулирование позволяет вести оплавление вблизи экстремума на кривой мощности. С другой стороны, плавное и своевременное снижение скорости перед остановом в функции тока оплавления и останов при оплавлении позволяют уменьшить возмущения, вносимые в процесс регулятором, и тем самым повысить устойчивость оплавления и улу шить качество сварки. 4 Пример. Способ регулирования процессов контактной стыковой сварки оплавлением осуществляется при сварк. заготовок с компактным сечением 000 мм из стали 10 на универсальной машине для контактной стыковой сварки К-617- Машина оборудована малоинерционнь|м регулятором скорости подачи, обеспечивающим возможность регулирования по предложенному способу. Сварка осуществляется оплавлением с подогревом и следующими основными параметрами режима: Число циклов подогрева с длительностью импульса 0,4 с и паузой 0,5 с - 18; Напряжение холостого хода - В. Программирование скорости оплавления от 0,25 мм/с до 1,5 мм/с. Установочная длина вылетов 65 мм. Для наладки регулятора производится расчет параметров энергопреобразования. Рассчитав условие максимума электрической мсм(ности на электродах при равенстве сояротивления оплавления сопротивлению короткого замыкания машины, получают максимальное значение мощности около 130 кВт при токе 28 кА. Для данного теплового состояния заготовки (после подогрева) мощность при коротком замыкании торцов заготовки составляет всего 29 кВт, а ток ЦЦ кА. Регулятор.настраивается так, что снижение заданной скорости подачи начинается с 10 кА, а при токе 28 кА осуществляется останов подвижной плиты, что приводит к уменьшению тока оплавления с последующим восстановлением скорости подачи. Исследованием процесса сварки установлено , что при этом требуемое тепловое поле тостигается за 55 с оплавления при, припуске на оплавление около 20 мм. По сравнению с известными способами контактной стыковой сварки оплавлением общее время сварки по данному способу оказывается меньше на 30-50%, а припуск на сварку сокращается на Достигается это за счет повышения энергетических показателей, т.е. повышения электрической мощности при оплавлении и термического КПД. Анализ осциллограмм тока сварки и фактической скорости подачи при оплавлении показывает, что в начале процесса оплавления остановы подвижной плиты имеют большую длительность, порядка нескольких десятых долей секунды. К концу процесса сварки длительность остановов сокращается и перед осадкой наблюдается устойчивое оплавление с кратковременными уменьшениями за данной конечной скорости под действием регулятора. Короткие замыка ния свариваемых торцов отсутствуют полностью. Использование изобретения в про изводстве повысит энергетические показатели процесса сварки, обеспечит устойчивость оплавления и вы сокое качество сварки. Формула изобретения Способ регулирования процесса контактной стыковой сварки йплавле нием, при котором осуществляют останов подвижной плиТы в процессе сварки в зависимости от величины
Рс8
Зона onAafjicHUA
leg 66 сигнала, пропорционального сварочному току, отличающий с,,я тем, что, с целью повышения энергетических показателей процесса, устойчивости оплавления и улучшения качества сварки, заданную скорость подачи подвижной плиты перед остановом снижают пропорционально приросту тока оплавления , -останов подвижной плиты осуществляют при токах оплавления,соответствующих экстремуму электрической мощности, выделяющейся в стыке, а по мере снижения тока оплавления при переходе к останову заданную скорость подачи восстанавливают. Источники информации, npиняfыe во внимание при экспертизе 1.Лебедев 6.К. и Патон Б.Е. Электрооборудование для контактной сварки.. Н., Машиностроение, 1969 с. 227, р. 5.22а. 2.Авторское свидетельство СССР t 633689, «л. В 23 К 11/0, 1977 (прототип),
-ш
