Известны шнеки к червячным прессам для переработки пластмасс с заостренными, возрастающими, по спирали Архимеда обогреваемыми первыми витками.
Предлагаемый шнек отличается тем, что на поверхность его между витками нанесена промежуточная нарезка с шагом, равным шагу основной нарезки, и профилем в виде волнистой линии, обращенной заостренными вершинами наружу.
Количество заходов промежуточной нарезки может быть от 3 до 6.
Указанное отличие позволяет интенсифицировать процесс расплавления и гомогенизации массы, благодаря чему при той же производительности уменьшаются габариты пресса и мощность привода.
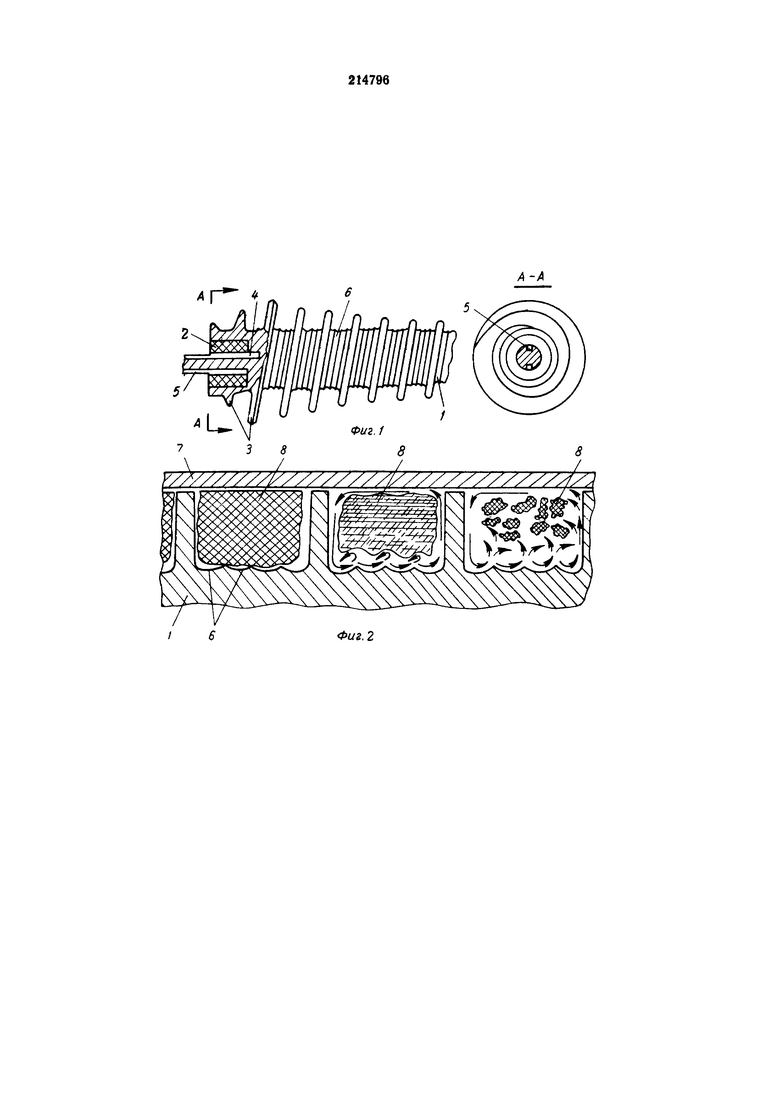
На фиг. 1 показан общий вид шнека и разрез по А-А, на фиг. 2 - промежуточная нарезка.
Шнек 1 оборудован с заднего торца, обогревательным элементом 2 для обогрева первых заостренных витков 3, высота которых возрастает по спирали Архимеда.
Для контроля температуры шнека в его корпус вмонтирована термопара 4. Подвод к обогревательному элементу энергии (тепловой, электрической) и вывод компенсационного провода термопары осуществляются по канавкам 5 в хвостовике шнека.
На поверхность шнека между витками нанесено несколько витков промежуточной нарезки 6. Профиль этой нарезки представляет собой волнистую линию, обращенную острыми вершинами наружу, а шаг равен шагу основных витков шнека.
Количество витков и размеры промежуточной нарезки рассчитывают и проверяют опытным путем в зависимости от вида сырья. Витков может быть от трех до шести, а глубина их - от 1,5 до 5% диаметра шнека.
При загрузке сырья в виде жестких кусков, труб и т.п. в червячный пресс, оборудованный данным шнеком, первые обогреваемые витки 3 плавно врезаются в плотную массу сырья. При этом происходит не столько механическое врезание витков, сколько плавный их вход в оплавляемые ими промежутки в массе сырья. Одновременно идет интенсивный подогрев от стенок цилиндра 7 (фиг. 2) и от стенок шнека 1, у которого площадь соприкосновения с кусками сырья 8 увеличена благодаря волнистости промежуточной нарезки. Гребни волнистости врезаются в массу и ускоряют расплав ее снизу. Кроме того, промежуточная нарезка способствует образованию завихрений в потоке массы, благодаря чему улучшаются гомогенизация и дегазация массы, а сам процесс значительно ускоряется. В цилиндрических шнеках проходят аналогичные процессы, причем подогрев первых витков шнека в этом случае необязателен.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шнековый смеситель для переработки полимерных материалов | 1979 |
|
SU863384A1 |
| Загрузочное устройство,например,к червячным прессам для переработки отходов полимеров | 1968 |
|
SU267876A1 |
| ШНЕКМАШИНА ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТОВ — «ПЛАСТИКАС» | 1965 |
|
SU176676A1 |
| ЭКСТРУДЕР | 1997 |
|
RU2118258C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ КОНЦОВ РЕЗИНОВЫХ РУКАВОВ С МЕТАЛЛИЧЕСКОЙ ОПЛЕТКОЙ | 1996 |
|
RU2106967C1 |
| ШНЕКОВЫЙ ПРЕСС | 1999 |
|
RU2149760C1 |
| Шнек экструдера | 1971 |
|
SU564169A1 |
| Базовый вариатор широкодиапазонной трансмиссии | 2021 |
|
RU2763619C1 |
| Экструдер | 2019 |
|
RU2715394C1 |
| ШНЕКМАШИНА ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТОВ | 1973 |
|
SU394221A1 |
1. Шнек к червячным прессам для переработки пластмасс с заостренными, возрастающими по спирали Архимеда, обогреваемыми первыми витками, отличающийся тем, что, с целью интенсификации процесса расплавления и гомогенизации массы, на поверхность шнека между витками нанесена промежуточная нарезка с шагом, равным шагу основной нарезки, и профилем в виде волнистой линии, обращенной заостренными вершинами наружу.
2. Шнек по п. 1, отличающийся тем, что количество заходов промежуточной нарезки может быть от трех до шести.
