Изобретение относится к переработке термопластичных материалов, требующих непрерывного перемешивания и гомогенизации.
Известен червячный пресс для переработки полимерных материалов, содержащий корпус, червяк, на винтовой нарезке которого выполнены расположенные под углом к продольной оси червяка сквозные канавки с переменным поперечным сечением, плавно увеличивающимся в сторону, противоположную осевому перемещению материала, а угол наклона сквозных канавок выбран равным углу внутреннего трения материала (а.с. СССР N 899358, кл. B 29 C 47/38, 1982).
Недостатком известного червячного пресса является неудовлетворительное качество переработки материала, обусловленное значительными тепловыделениями из-за возникающего сопротивления перемещению перетекаемого расплава полимера через малое поперечное сечение на входе в канавку из последующей межвитковой зоны с большей величиной давления в предыдущую. Конструкция сквозных канавок не обеспечивает стабилизации давления в смежных межвитковых зонах, а соответственно не позволяет добиться снижения температуры перерабатываемого материала. Таким образом, выделение излишнего тепла приводит к перегреву материала, уменьшению вязкости полимера и сдвиговых деформаций в системе, т. е. ухудшается качество переработки полимерных материалов.
Известен также червячный экструдер для полимерных материалов, содержащий корпус, шнек, между витками которого установлено перемешивающее устройство, выполненное в виде перфорированной перегородки, охватывающей шнек, взаимодействующее с установленным в полости шнека кулачком (а.с. СССР N 925653, кл. B 29 C 47/38, 1982).
Недостатком этого червячного экструдера является низкая эффективность процесса переработки полимера, обусловленная тем, что данная конструкция перфорированных перегородок не обеспечивает требуемой турбулизации потока материала. Уменьшение пощади сечения межвиткового канала шнека за чет наличия перегородок, вызывающих значительное сопротивление перемещению материала, а значит повышенные тепловыделения, приводит к снижению эффективности смешения и гомогенизации расплава. Кроме того, такая конструкция перфорированных перегородок не позволяет изменять площадь поперечного сечения прохода в винтовом канале шнека, что не дает возможности регулировать процесс гомогенизации. Поэтому использование данного червячного экструдера для переработки смесей различного состава требует изменения конструкции червяка экструдера.
Технической задачей изобретения является повышение качества готового продукта за счет интенсификации процесса перемешивания и заданного изменения температурного режима, а также универсализация экструдера.
Поставленная задача достигается тем, что в экструдере согласно изобретению перемешивающее устройство выполнено в виде подпружиненных штифтов, расположенных в зоне гомогенизации шнека, причем штифты выполнены с возможностью радиального перемещения в плоскости, перпендикулярной продольной оси вала шнека, внутри которого соосно расположен кулачковый вал, при этом находящиеся на нем кулачки контактируют с подпружиненными штифтами, штифты имеют в поперечном сечении крылевидный профиль, обеспечивающий турбулизацию движущегося по винтовой канавке шнека потока обрабатываемого сырья. Кроме того, в витках шнека в зоне стабилизации давления выполнены конусные прорези, сходящиеся в направлении, обратном движению продукта, и с увеличивающимся проходным сечением в направлении от начала к концу зоны, причем характер увеличения пропорционален величине возрастания давления, прорези расположены под углом к виткам шнека, равным углу подъема винтовой линии, и с шагом L по винтовой нарезке.
Наличие турбулизирующих штифтов в зоне гомогенизации способствует интенсификации смешения, а крылевидный профиль штифтов обуславливает возникновение значительных сдвиговых деформаций перерабатываемого материала и образование вихревого движения по всей глубине винтового канала шнека, определяющих качество смешения. Для универсализации шнека при использовании многокомпонентных смесей различного состава турбулизирующие штифты, имеющие в поперечном сечении крылевидный профиль, подпружиненные со стороны кулачка, выполнены с возможностью радиального перемещения с приводом от кулачкового вала, расположенного соосно в цилиндрической полости внутри вала шнека. Кулачковый вал вращается вместе со шнеком и имеет механизм поворота кулачкового вала относительно вала шнека, посредством которого меняется высота штифтов в винтовом канале, а следовательно, изменяется площадь поперечного сечения провода в винтовом канале, что приводит к возрастанию скорости движения расплава и увеличению эффекта гомогенизации, а это в свою очередь способствует регулированию процесса гомогенизации. Варьирование высоты штифтов приводит к изменению объема межвиткового пространства, что влияет на коэффициент сжатия Kсж, который является различным для каждого продукта в отдельности
где Vн- начальный объем межвиткового пространства;
Vк - конечный объем межвиткового пространства.
Следовательно, изменяя степень сжатия, появляется возможность использовать этот экструдер для обработки самых различных продуктов, не меняя ничего в его конструкции и конструкции шнека, т.е. достигается универсализация экструдера. Максимальная высота штифта равна глубине винтового канала, а при минимальной высоте штифта его верхняя плоскость располагается на одном уровне с поверхностью вала шнека.
Наличие в витках шнека в зоне стабилизации давления сходящихся конусных прорезей, расположенных по углом к виткам шнека, равным углу подъема винтовой линии, и с шагом L по винтовой нарезке, причем сходящихся в направлении, обратном движению продукта, не только способствует выравниванию давления в межвитковом пространстве за счет создания перетока материала из последующей межвитковой зоны в предыдущую, но и позволяет осуществить заданное изменение температурного режима за счет регулирования давления посредством изменения величины проходного сечения сходящихся конусных прорезей. Глубина прорезей выбрана равной высоте витков шнека.
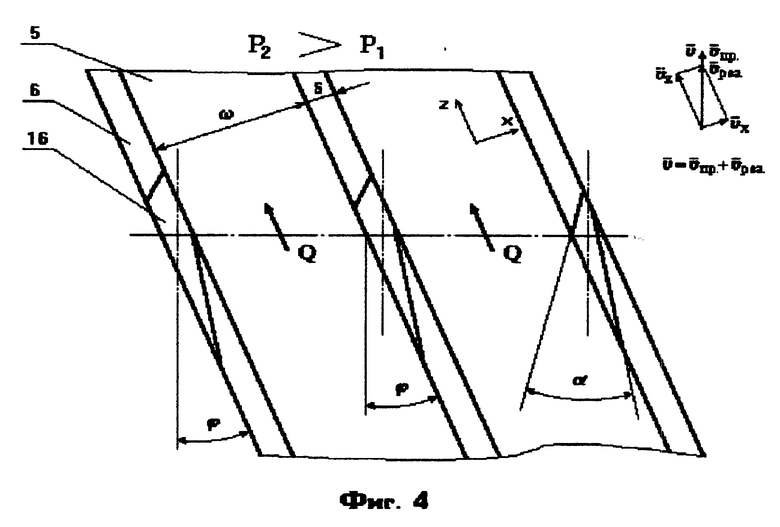
Конусная форма сходящихся прорезей способствует стабилизации давления не только за счет перетока продукта вследствие разницы давлений (P2 > P1), но и за счет эффекта сопла, который заключается в том, что скорость потока в сужающейся части прорези увеличивается, а давление уменьшается (закон Бернулли). Для получения стройной и дальнобойной струи, обладающей большой кинетической энергией, угол α конусности прорезей выбираем равным 13o24', так как при этом коэффициенты скорости и расхода близки к единице, а коэффициент сопротивления минимален (см. фиг. 4).
Проходное сечение конусных прорезей, выполненных в витках шнека в зоне стабилизации давления, постепенно увеличивается в направлении от начала к концу зоны, причем характер этого увеличения пропорционален величине возрастания давления. Следовательно, можно подобрать такую величину проходного сечения каждой прорези, что давление в предматричной зоне экструдера будет постоянным, P - const (см. фиг. 4).
Таким образом, коэффициент k повышения давления, в зоне стабилизации давления будет постоянен и близок к единице
где Pк - давление материала в конце зоны стабилизации давления;
Pн - давление материала в начале зоны стабилизации давления.
Угол наклона осевой линии прорези к виткам шнека выбираем равным углу подъема винтовой линии ϕ, причем осевая линия прорези образует с продольной осью вала шнека угол, равный 90o. Этим достигается то, что вектор скорости ϑпр. потока продукта, выходящего из прорези, будет совпадать по направлению с результирующим вектором скорости ϑрез. потока продукта в винтовом канале (ϑрез. есть геометрическая сумма векторов ϑz и ϑx поступательного и циркуляционного движения материала в винтовом канале шнека соответственно, см. фиг. 4). В случае несовпадения векторов скоростей ϑпр. и ϑрез. возникающие вихревые потоки приводят к выделению излишнего тепла за счет трения, что недопустимо, поэтому угол наклона осевой линии прорези к виткам шнека, равный углу ϕ, является целесообразным.
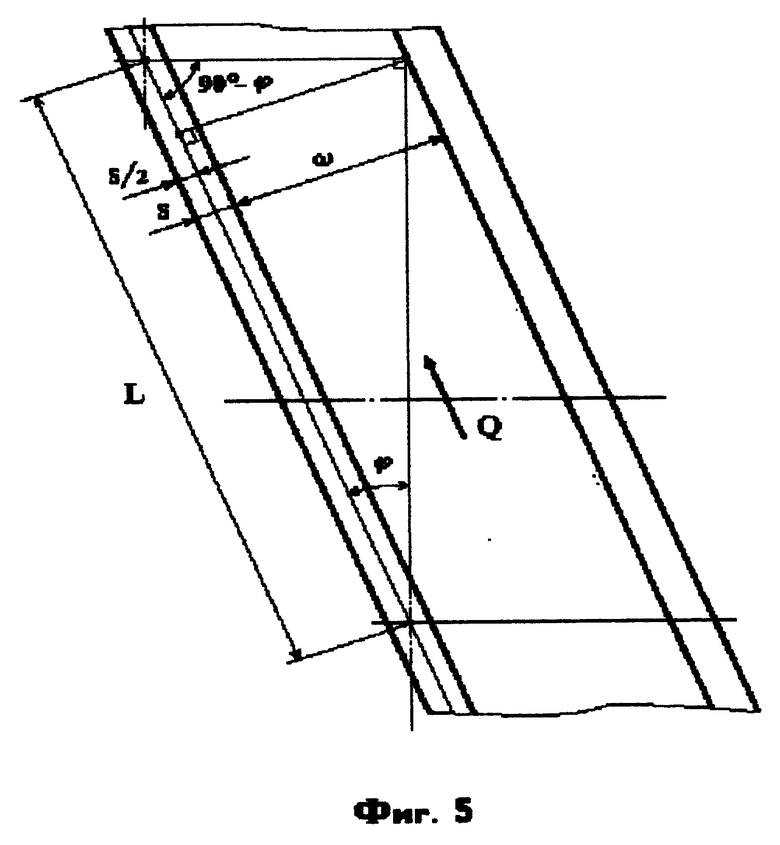
Для определения шага L расположения сходящихся конусных прорезей по винтовой нарезке предлагается расчетная формула (см. фиг.5):
где ω - - ширина винтового канала, измеренная в направлении, перпендикулярном к направлению винтовой нарезки;
s - ширина витка шнека, измеренная в направлении, перпендикулярном к направлению винтовой нарезки.
На фиг. 1 показан общий вид экструдера; на фиг. 2 - развертка винтового канала шнека с турбулизирующими штифтами в зоне гомогенизации; на фиг. 3 - разрез по А-А на фиг. 1; на фиг. 4 - развертка винтового канала шнека в зоне стабилизации давления; на фиг. 5 - то же, схема определения шага расположения конусных прорезей.
Экструдер содержит корпус, загрузочную воронку 2, экструзионную головку 3, многозонный нагнетающий шнек 4, который состоит из полого вала 5 и витков 6. Конструкция нагнетающего шнека 4 образует смесь зон: загрузки 7, смешения 8, сжатия 9, гомогенизации 10, постепенного возрастания давления 11, стабилизации давления 12, формования 13. В зоне смешения 8 в витках 6 шнека 4 установлены смесительные элементы 14, выполненные в виде цилиндрических штифтов. В зоне гомогенизации 10 внутри полого вала 5 расположены подпружиненные турбулизирующие штифты 15, имеющие в поперечном сечении крылевидный профиль. В витках 6 шнека 4 в зоне стабилизации давления 12 выполнены сходящиеся конусные прорези 16, причем сходящиеся в направлении, обратном движению продукта, и с увеличивающимся проходным сечением в направлении от начала к концу зоны пропорционально величине возрастания давления. Внутри полого вала 5 шнека 4 находится кулачковый вал 17 с кулачками 18, смонтированный соосно с валом 5.
Шнековый экструдер работает следующим образом.
Перерабатываемый материал через загрузочную воронку 2 поступает в корпус 1, где перемещается шнеком 4. По мере продвижения материал нагревается, размягчается и частично перемешивается в зоне смешения 8 при помощи смесительных элементов 14, а в зоне сжатия 9 происходит превращение размягченных гранул в однородный расплав за счет возрастания давления вследствие резкого уменьшения размеров винтового канала. В зоне гомогенизации 10 расплав интенсивно перемешивается при помощи штифтов 15, турбулизирующих поток и увеличивающих теплопередачу между частицами материала с разной температурой. Давление расплава в зоне постепенного возрастания давления 11 достигает желаемого значения, происходит окончательное расплавление мелких включений и образуется расплав, однородный по структуре и температуре. Наличие сходящихся конусных прорезей 16 в зоне стабилизации давления 12 способствует более высокой степени диспергирования, стабилизации давления в смежных межвитковых зонах и выравниванию температурных полей в радиальном и продольном направлениях, и для нормальной работы экструдера позволяет иметь заданную, однородную по сечению температуру расплава, поступающего к рабочему инструменту (к экструзионной головке). Далее материал выдавливается через экструзионную головку 3.
Количество турбулизирующих штифтов 15, их размеры и шаг расположения зависят от свойств перерабатываемого материала и технологического режима переработки.
Таким образом, использование изобретения позволит повысить интенсивность и качество процесса перемешивания, устранить перепад температуры расплава в радиальном и продольном направлениях и иметь заданную, однородную по сечению температуру (регулируемое изменение температурного режима), что способствует повышению качества готового продукта. Кроме того, изобретение позволяет добиться универсализации экструдера.
Источники информации:
1. Авторское свидетельство СССР N 899358, кл. B 29 C 47/38, 23.01.82. Бюл. N 3.
2. Авторское свидетельство СССР N 925653, кл. B 29 C 47/38, 07.05.82. Бюл.N 17 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ | 2000 |
|
RU2177702C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2118257C1 |
| ЭКСТРУДЕР | 2001 |
|
RU2183158C1 |
| ЭКСТРУДЕР | 2003 |
|
RU2214918C1 |
| ЭКСТРУДЕР | 2001 |
|
RU2179111C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205105C1 |
| ШНЕКОВЫЙ ЭКСТРУДЕР | 2003 |
|
RU2227782C1 |
| ЭКСТРУДЕР | 2001 |
|
RU2182869C1 |
| ДВУХШНЕКОВЫЙ ЭКСТРУДЕР (ВАРИАНТЫ) | 2000 |
|
RU2172246C1 |
| ШНЕКОВЫЙ ЭКСТРУДЕР | 2003 |
|
RU2214917C1 |
Изобретение относится к переработке термопластичных материалов, требующих непрерывного перемешивания и гомогенизации. Экструдер содержит корпус и полый шнек, между витками которого установлено перемешивающее устройство. Перемешивающее устройство выполнено в виде подпружиненных штифтов, расположенных в зоне гомогенизации шнека. Штифты выполнены с возможностью радиального перемещения в плоскости, перпендикулярной продольной оси вала шнека. Внутри вала шнека соосно расположен кулачковый вал, кулачки которого контактируют с подпружиненными штифтами. Штифты имеют в поперечном сечении крылевидный профиль, обеспечивающий турбулизацию движущегося по винтовой канавке шнека потока обрабатываемого сырья. Кроме того, в витках шнека в зоне стабилизации давления выполнены конусные прорези, сходящиеся в направлении, обратном движению продукта. Прорези имеют увеличивающееся проходное сечение в направлении от начала к концу зоны, характер увеличения которого пропорционален величине возрастания давления. Прорези расположены под углом к виткам шнека, равным углу подъема винтовой линии, и с шагом L по винтовой нарезке. Приведена формула для определения шага расположения конусных прорезей. Изобретение позволяет повысить качество готового продукта за счет интенсификации процесса перемешивания и заданного изменения температурного режима. 2 з.п. ф-лы, 5 ил.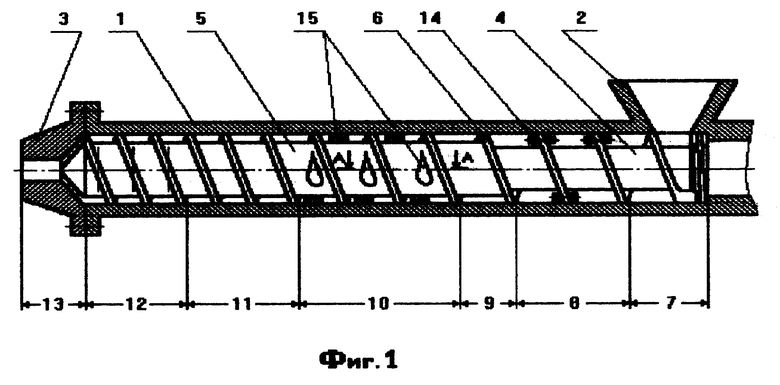
\\\1 1. Экструдер, содержащий корпус, полый шнек, между витками которого установлено перемешивающее устройство, отличающийся тем, что перемешивающее устройство выполнено в виде подпружиненных штифтов, расположенных в зоне гомогенизации шнека, причем штифты выполнены с возможностью радиального перемещения в плоскости, перпендикулярной продольной оси вала шнека, внутри которого соосно расположен кулачковый вал, при этом находящиеся на нем кулачки контактируют с подпружиненными штифтами, а в зоне стабилизации давления в витках шнека выполнены конусные прорези, сходящиеся в направлении, обратном движению продукта, причем прорези расположены под углом к виткам шнека, равным углу подъема винтовой линии, и с шагом L по винтовой нарезке, определяемым по формуле \\\6 $$$ \\\1 где L - шаг расположения конусных прорезей по винтовой нарезке; \\\4 $$$ ширина винтового канала, измеренная в направлении, перпендикулярном к направлению винтовой нарезки; \\\4 s - ширина витка шнека, измеренная в направлении, перпендикулярном к направлению винтовой нарезки; \\\4 $$$ угол подъема винтовой линии шнека. \\\2 2. Экструдер по п. 1, отличающийся тем, что подпружиненные штифты имеют в поперечном сечении крылевидный профиль, обеспечивающий турбулизацию движущегося по винтовой канавке шнека потока обрабатываемого сырья. \\\2 3. Экструдер по п.1, отличающийся тем, что конусные прорези, расположенные в витках шнека в зоне стабилизации давления, выполнены с увеличивающимся проходным сечением в направлении от начала к концу зоны, причем характер увеличения пропорционален величине возрастания давления.
| Червячный экструдер для полимерных материалов | 1980 |
|
SU925653A1 |
| DE 3132429 C3, 15.04.93 | |||
| US 3487503 A, 06.01.70 | |||
| US 3671141 A, 20.06.72 | |||
| Формирователь случайных сигналов | 1986 |
|
SU1385235A1 |
| Защитный чехол | 1986 |
|
SU1335768A1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 0 |
|
SU360236A1 |
| Червячный пресс для полимерных материалов | 1988 |
|
SU1595668A1 |
