Способ изготовления предварительно напряженных изделий из порошков различных материалов, например пластмасс или металлов, заключается в упрочнении корпуса изделия за счет введения прочностного пружинного каркаса.
Предварительное напряжение обратного знака, действующее в стенках изделия, например напряжение растяжения при работе изделия на сжатие, достигается путем введения в изделие пружинного каркаса, который в свободном состоянии имеет наружные размеры больше внутренних размеров готового изделия.
Известный способ введения пружинных каркасов заключается в том, что готовый пружинный каркас закручивают на оправке, уменьшая его первоначальные размеры, и вводят внутрь изделия, а затем распускают. Каркас, стремясь занять свое первоначальное положение, сообщает стенке изделия растягивающие напряжения.
В рабочем положении на стенки изделия действует давление, и растянутые стенки начинают воспринимать сжимающие напряжения, разгружая изделие от предварительных растягивающих напряжений. В случае равенства по величине предварительных и действующих напряжений изделие работает в разгруженном состоянии.
Известный способ введения каркаса в изделие имеет существенные недостатки, заключающиеся в необходимости применения специального оборудования и устройств, он трудоемок и не гарантирует стабильного получения изделий требуемого качества.
Предлагаемый способ построен на использовании свойства усадки пластмассовых заготовок при спекании. Известно, что после спекания отформованные из порошков пластмасс заготовки уменьшаются в размере, поэтому заготовку изделия формируют несколько больших размеров с таким расчетом, чтобы после спекания размер готового изделия соответствовал номиналу.
Способ заключается в том, что каркас, создающий предварительные напряжения и имеющий размеры,  нежели окончательные размеры изделия, вводят в заготовку после прессования, но до спекания. В процессе спекания происходит усадка заготовки, стенки будущего изделия начинают давить на каркас, который, в свою очередь, давит на стенки изделия и сообщает им предварительное напряжение растяжения. Такой способ дает возможность свободно закладывать каркас в заготовку без всяких устройств и приспособлений, радикально упрощает технологию, резко повышает производительность труда и обеспечивает предварительное напряжение в элементах изделий.
нежели окончательные размеры изделия, вводят в заготовку после прессования, но до спекания. В процессе спекания происходит усадка заготовки, стенки будущего изделия начинают давить на каркас, который, в свою очередь, давит на стенки изделия и сообщает им предварительное напряжение растяжения. Такой способ дает возможность свободно закладывать каркас в заготовку без всяких устройств и приспособлений, радикально упрощает технологию, резко повышает производительность труда и обеспечивает предварительное напряжение в элементах изделий.
Предложенный способ эффективен при изготовлении фторопластовых пористых фильтровальных элементов, выполненных в виде трубки со сферическим дном и конусным раструбом.
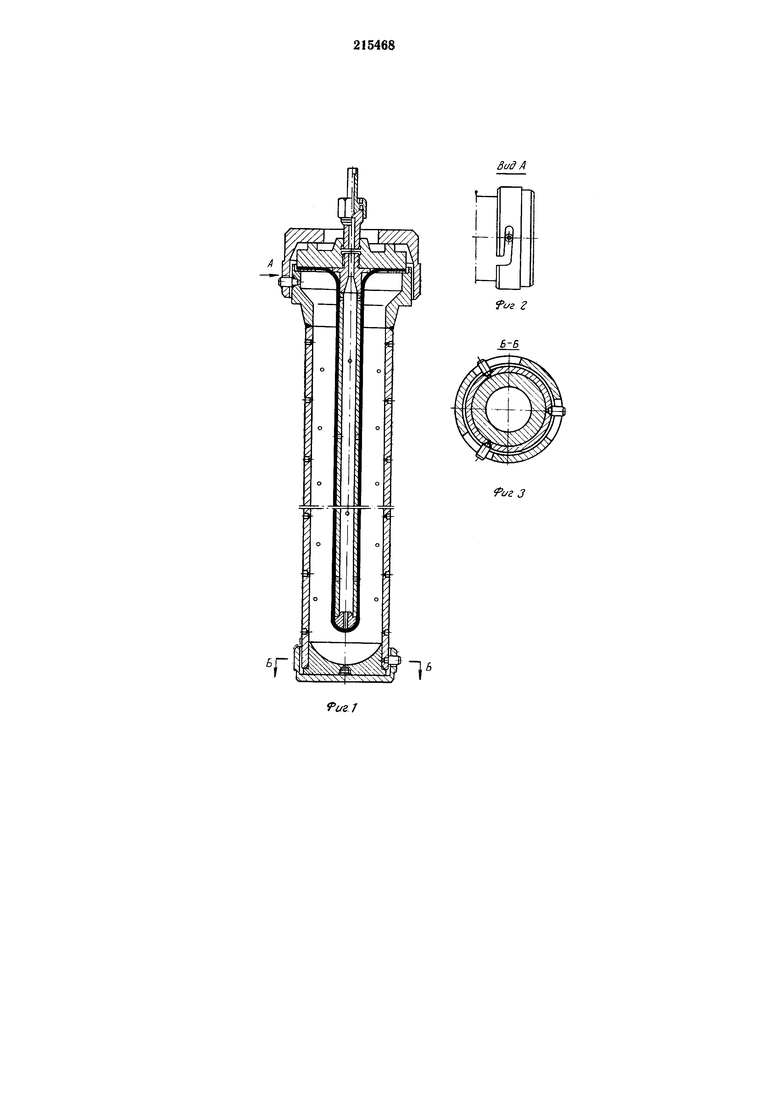
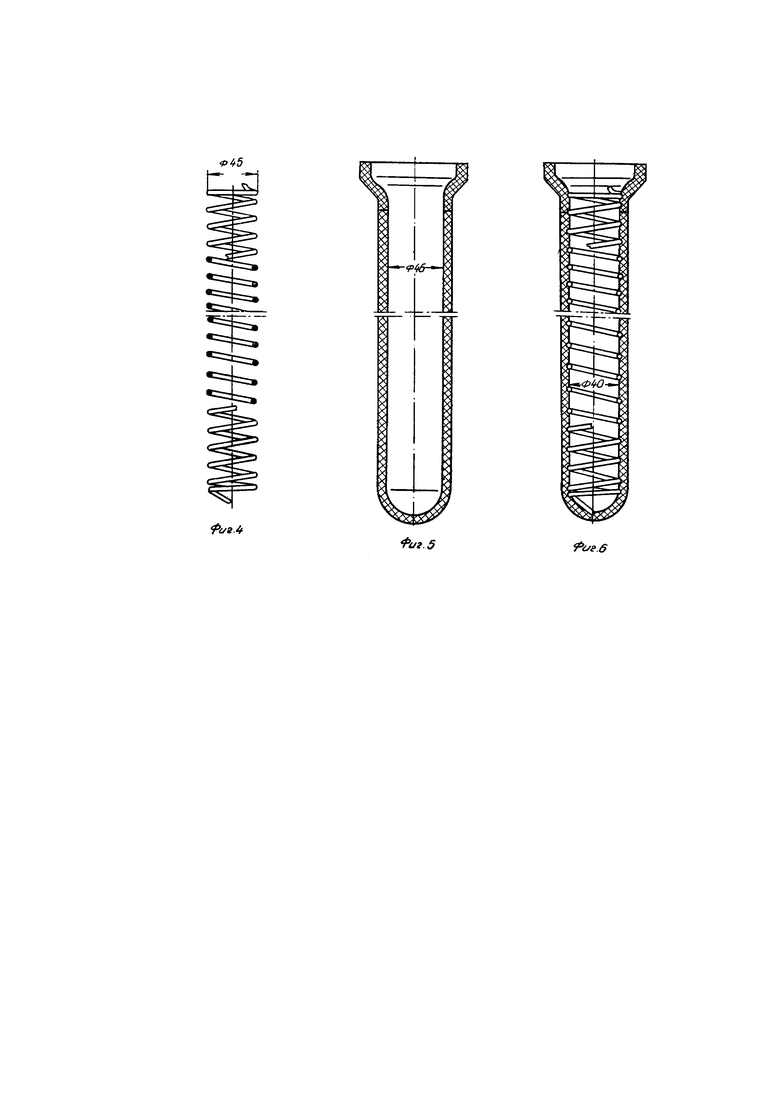
На фиг. 1 схематически изображена оснастка для проведения способа, представляющая собой прессформу; на фиг. 2 - вид по стрелке А; на фиг. 3 - разрез прессформы по линии Б-Б; на фиг. 4 - пружинный каркас; на фиг. 5 - отформованная заготовка; на фиг. 6 - готовое изделие.
В прессформе путем раздува эластичного чехла, получают отформованную заготовку (см. фиг. 5), в которую после съема крышки и прессового устройства вставляют каркас (см. фиг. 4) и после спекания заготовки в прессформе с вставленным каркасом, получают готовое изделие - фильтровальный элемент (см. фиг. 6).
Диаметры каркаса, заготовки и изделия взаимосвязаны следующим образом: наружный диаметр каркаса меньше внутреннего диаметра заготовки, а внутренний диаметр изделия меньше наружного диаметра каркаса.
Цифровое значение диаметров для частного случая изготовления фторопластовых элементов приведено на фиг. 4, 5 и 6.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОтОЙЛЁНИЯ ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА | 1971 |
|
SU319489A1 |
| Способ изготовления изделий из металлических порошков | 1982 |
|
SU1007831A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА ОСНОВЕ ДИОКСИДА ЦИРКОНИЯ | 2012 |
|
RU2494077C1 |
| Способ изготовления оболочки антенного обтекателя из кварцевой керамики и установка для его осуществления | 2019 |
|
RU2714162C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СПЕЧЕННОГО СТЕКЛОКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА ЛИТИЙАЛЮМОСИЛИКАТНОГО СОСТАВА | 1999 |
|
RU2170715C2 |
| Способ изготовления спеченных изделий с пространственным расположением внутреннего канала | 1980 |
|
SU977112A1 |
| Технология получения заготовок из порошков композиционных материалов на основе сверхвысокомолекулярного полиэтилена | 2020 |
|
RU2761336C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ВОЛЬФРАМОКОБАЛЬТОВОГО ТВЕРДОГО СПЛАВА С УНИКАЛЬНОЙ ПЛАСТИЧНОСТЬЮ ПРИ СЖАТИИ ДЛЯ ЦИКЛИЧЕСКИХ УДАРНЫХ НАГРУЖЕНИЙ | 2018 |
|
RU2696171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОФИГУРНЫХ ТОНКОСТЕННЫХ СПЕЧЕННЫХ ЗАГОТОВОК ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА | 2006 |
|
RU2332279C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРОННЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ИЗ ПОРОШКОВ ФТОРОПЛАСТА Ф-4 | 1992 |
|
RU2024403C1 |
Способ изготовления предварительно напряженных изделий из порошков, обладающих свойством усадки при спекании, заключающийся в формовании заготовки путем прессования порошка и последующего ввода в заготовку прочностного каркаса, отличающийся тем, что, с целью облегчения условий труда и повышения качества изделий, прочностной каркас свободно вводят в отформованную заготовку и затем спекают заготовку в изделие вместе с вставленным в нее каркасом.
