Область техники
Изобретение относится к области химической промышленности, более конкретно, к области переработки пластмасс и получения из них изделий. В частности, изобретение относится к способу получения изделий широкого спектра использования из порошков композиционных материалов (КМ) на основе сверхвысокомолекулярного полиэтилена (СВМПЭ).
Уровень техники
В России до недавнего времени спрос на широко используемый за рубежом СВМПЭ и композитов на его основе был не велик. Этому препятствовали различные научные и технические проблемы, связанные не только с производством, но и с переработкой материала.
Как сам СВМПЭ, так и композиционные материалы на его основе, обладают превосходными свойствами и отличаются высокими прочностными показателями, повышенной ударостойкостью и износостойкостью. У этих материалов низкий коэффициент трения, высокая морозоустойчивость и множество других не менее уникальных особенностей. Этот полимер обладает повышенной химической стойкостью и инертен на действие кислот, щелочей, солей. У него самая наивысшая прочность к ударам и растрескиванию из всех полиэтиленов. Его можно использовать при температуре от -200°С вплоть до +100°С.
У этого материала очень высокая водоотталкивающая способность. Этим он отличается от других полиэтиленов. Эти свойства не дают влагосодержащим материалам намерзать на поверхностях изделий. Поэтому его используют при контакте с водой и влажным воздухом. СВМПЭ является конструкционным материалом, у которого очень низкий износ, он в два раза превышает износостойкость других марок ПЭ. Его удельная износостойкость сравнима с удельной износостойкостью стали.
Композиты из СВМПЭ используют в самых разнообразных сферах деятельности. Вследствие высокой молекулярной массы он может использоваться в таких областях, где полиэтилены с низкой молекулярной массой, не могут отвечать требованиям потребителей. СВМПЭ относится к классу технических пластмасс. Благодаря его уникальным свойствам, этот материал может применяться в различных сферах деятельности. Он может применяться в качестве аналога других материалов, таких как полиамиды, бронза, сталь, фторопласты.
Из СВМПЭ изготавливают различных промышленные станки, у которых повышенная устойчивость деталей к истиранию. Формованные детали из этого материала отличаются гладкой поверхностью и наибольшей прочностью. В судостроении для изоляции проводов и кабелей, так как материал обладает идеальной гидроизоляцией. Для изготовления канатов и тросов. В медицине из этого полимера изготавливают эндопротезы суставов. Они обладают более долгим сроком эксплуатации по сравнению с остальными, а также снимаются все неудобства, связанные с наличием в организме металлических протезов
В спорте этот материал применяют для изготовления спортивных снарядов и костюмов (например, строп парашютов, тросов для альпинизма, скользящих покрытий лыж).
В пищевой и химической промышленности из него получают фильтры для работы в агрессивных средах, а также изготавливают тонкослойные антикоррозионные покрытия металлических емкостей и деталей.
СВМПЭ используется и в качестве конструкционного материала, как исходное сырье для получения волокна с более высокими прочностными характеристиками. СВМПЭ высокоустойчив к баллистическим воздействиям и поэтому его используют для производства бронезащитных изделий по защите от осколков и пуль, например, жилетов и шлемов.
Во многих отраслях промышленности, связанных с производством, хранением, транспортировкой, добычей полезных ископаемых нередко возникают проблемы, связанные с налипанием пород на поверхность оборудования. Это может служить причиной остановки конвейерных производств, повреждением транспортных устройств. Чтобы избежать подобных проблем помогает футеровка деталей материалами на основе СВМПЭ. Для футеровки листы должны быть правильно спроектированы и зафутерованы. Они могут футероваться как на новое оборудование, так и на уже находящееся в эксплуатации.
Сложности переработки СВМПЭ и его композитов в первую очередь связаны с тем, что этот материал переходит в высокоэластическое состояние, а не в вязкотекучее, в следствие чего происходит повышение упругости расплава и увеличивается коэффициент вязкости. Именно из-за его высокой вязкости СВМПЭ невозможно переработать обычными высокопроизводительными машинами (шнековые экструдеры, литьевые машины). По этой причине для изготовления изделий СВМПЭ применяются специальные методы переработки.
Традиционной технологией получения деталей или заготовок из КМ на основе СВМПЭ, содержащих наполнители различного типа, является метод термопрессования расплава полимера. Второй технологией получения заготовок (цилиндров) из СВМПЭ является плунжерная экструзия. Еще одной конкурирующей технологией получения заготовок из КМ на основе СВМПЭ можно назвать технологию спекания предварительно скомпактированных порошков. Получить детали из КМ на основе СВМПЭ широко распространенными и высокопроизводительными методами не представляется возможным из-за очень высокой вязкости его расплава - СВМПЭ плавится, но не течет. Большинство исследователей ищет технологии интенсивной переработки порошка СВМПЭ в готовые изделия, где основополагающим фактором выбора технологии переработки помимо удельной скорости получения деталей будет являться их качество, зависящее от комплекса физико-механических и изноустойчивых свойств.
В настоящий момент существует множество технологий переработки СВМПЭ и композитов на его основе.
Так, в патентном документе (US 20050043815 А1, дата публикации 24.02.2005), изготавливают вкладыши эндопротезов на основе сшитого СВМПЭ с ориентированной структурой. В работе изготовление вкладыша осуществляли термопрессованием предварительно сшитой заготовки СВМПЭ в пресс-форме. Заготовку из СВМПЭ получали путем термопрессования или плунжерной экструзии в виде стержня. После стержень подвергался сшивки путем электронного облучения и далее нарезался в виде шайб, которые и использовались для перепрессовки в конечный вкладыш эндопротеза.
К недостаткам данного метода можно отнести многократное нагревание полимера выше температуры его плавления при стадиях термопереработке, что в итоге отрицательно скажется на молекулярной массе полимера и его физико-механических свойствах. Метод также имеет многостадийный процесс получения конечного изделия, что, безусловно, повлияет на его стоимостные характеристики.
В патентном документе (US 20130046042 A1, дата публикации 21.02.2013) также использовали стандартную методику изготовления стержней из СВМПЭ методом плунжерной экструзии или термического прессования, с последующим вытачиванием из этих стержней полимерных вкладышей.
К недостаткам продукции, изготовленной по методу плунжерного прессования, можно отнести низкий коэффициент использования материала и высокую шероховатость поверхности детали после механической обработки.
Известен способ получения металлополимерного образца на основе СВМПЭ (RU 2691789 C2, дата публикации 18.06.2019). В методе засыпали порошок СВМПЭ и размещали в нем металлические вставки. Далее вся система при стандартных условиях предварительно уплотнялась (компактировалась), и далее систему нагревали до температуры 120-190°C с одновременным ударным циклическим прессованием в течение 1-4 минут с последующим охлаждением под давлением всей системы до 50°C.
Данный метод относится к классической системе прессования порошков СВМПЭ и является достаточно медленным по удельному времени получения 1 кг заготовки. Также при необходимости изготовить большое количество металлополимерных изделий на каждую изготавливаемую единицу изделия необходимо зарезервировать термопресс, пресс-форму и ударно-циклический механизм, что экономически нецелесообразно из-за высокой металлоемкости процесса. Дополнительным недостатком такого вкладыша является опасность разрушения изделия по границам скрепления полимерных слоев различной химической природы.
В патентном документе (US 10577468 B2, дата публикации 13.10.2016) описывают способ получения полимерных пористых изделий из сверхвысокомолекулярного полиэтилена. В нем предварительно смешанный со смазкой-растворителем СВМПЭ компактировали на валковом каландре в полимерную ленту. Компактирование проводилось при 127°C и потом одно или двусторонне ориентировалась уже при температуре плавления матрицы полимера.
Недостатком данного метода является то, что валки на каландре при проходе через них порошка СВМПЭ не создают достаточного давления для компактирования материала, даже при условии использования дополнительного несжимаемого/плохо сжимаемого смазочного агента, который способствует дополнительному объемному давлению при компактирвоании порошка СВМПЭ через каландры. На выходе получалась пористая лента с объемным содержанием пор от 25 до 90%, что явно недостаточно для получения монолитного образца. Еще одним важным недостатком является то, что данным методом невозможно получить более объемные образцы с толщиной стенки выше 1 мм.
Известен способ получения лент из порошкообразного полимера (авторское свидетельство SU 887227, дата публикации 07.12.1981). В нем порошок полиэтилена спрессовывают при стандартной температуре при давлении 800-900 кг/см2, после образец вынимают из пресс-формы и ступенчато нагревают его в вакуум-термостате при температуре выше температуры плавления. После выдержки при температуре 160-180°C образцы охлаждают в термостате до 40-50°C.
Недостатками данного метода является трудоемкость получения заготовок средней и большей площади за счет большой металлоемкости процесса - необходимо подать сверхбольшое давление на объемную заготовку, что экономически нецелесообразно.
Наиболее близким к предлагаемому технологическому способу получения заготовок из порошка композиционных материалов на основе сверхвысокомолекулярного полиэтилена, является способ получения монолитных изделий из высокомолекулярного полиэтилена (авторское свидетельство SU 1657396 A1, дата публикации 23.06.1991). В данном изобретении порошкообразный материал начинают компактировать в пресс-форме при стандартной температуре, обеспечивая удельное давление 80-100 кг/см2 (8-10 Мпа), при данном давлении заготовку нагревают до температуры предплавления материала 120-125°C, после чего давление в системе снимают и продолжают дальнейший нагрев прессформы до 160-180°C. При данной температуре образцы выдерживают без давления в течение 70-80 минут, после чего охлаждают. На цикле охлаждения образца при достижении им температуры 120°C давление в системе поднимают до 2 МПа, и при дальнейшем охлаждении заготовки давление поднимают ступенчато: при каждом снижении температуры на 10°C давление поднимают на 2 МПа. При достижении температуры образца в 80°C давление в системе снимали и извлекали образец. Максимальная достигаемая плотность образцов составляла 800-900 кг/м3.
К недостаткам данного способа получения изделий можно отнести как низкую максимальную плотность полученных заготовок - данный метод не позволяет в полной мере достичь полной монолитизации образца из порошка сверхвысокомолекулярного полиэтилена, чья плотность начинается от 920 кг/м3, так и высокую металлоемкость процесса - каждый прессуемый образец на стадии охлаждения со 120 до 80°C должен быть подвергнут сжимающему давлению от 2 до 10 МПа соответственно.
Задачей изобретения является обеспечение возможности получения деталей/заготовок из порошковых материалов на основе СВМПЭ (в частности, композита СВМПЭ/ВМПЭ) c уменьшенным удельным временем получения и с увеличенным коэффициентом использования материала в случае сложных заготовок.
Перечень чертежей
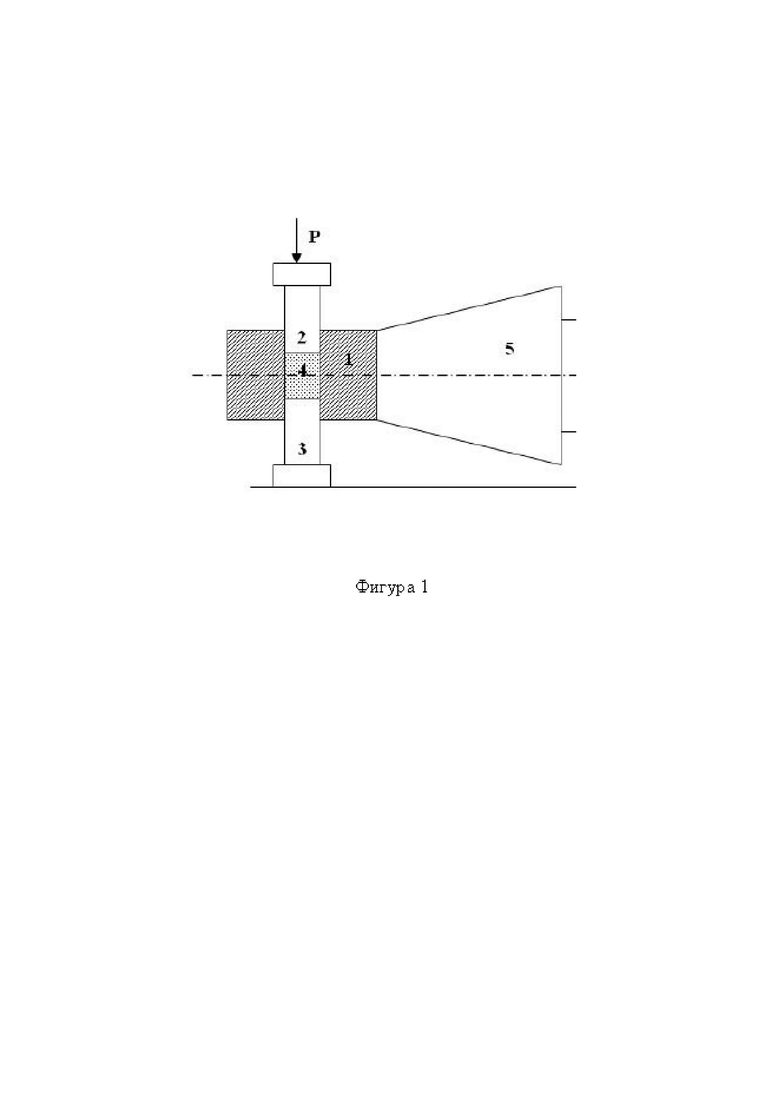
Схема прибора для компактирования, используемого в изобретении, поясняется на рис. 1, где 1 - обогреваемая матрица прессформы (круг, прямоугольник, сложная форма), 2 - верхний пуансон, 3 - опорная пята, 4 - компактируемый КМ, 5 - компактор для ультразвуковых колебаний.
Раскрытие изобретения
Техническим результатом изобретения является получение заготовки методом спекания с удельной плотность равной удельной плотности чистого СВМПЭ или полученного композиционного материала на его основе. Удельная плотность скомпактированного материала, равная удельной плотности материала, положительно сказывается на физико-механических свойствах произведенной продукции.
Технический результат также заключается в снижении общей металлоемкости процесса, при использовании которого скомпактированную заготовку можно выгружать из оснастки и далее спекать ее в обычном термошкафу при температурах выше плавления матрицы СВМПЭ/ВМПЭ.
Технический результат достигается за счет способа получения изделий из порошков композиционных материалов на основе сверхвысокомолекулярного полиэтилена (СВМПЭ) с использованием прессования, при этом изделия цилиндрической, сферической или плоской формы получают путем прессования порошка чистого СВМПЭ или композиционных материалов на основе СВМПЭ, необязательно содержащих высокомолекулярный полиэтилен (ВМПЭ) и/или, по меньшей мере, один функциональный наполнитель, с размерами частиц 50-900 мкм при температуре предплавления матрицы СВМПЭ 100-130°C с дополнительным использованием ультразвукового компактора для интенсификации процессов компактирования с частотой 15-40 кГЦ и последующим спеканием заготовок в термокамере при температуре 160-180°C.
Более конкретно, технический результат достигается за счет использования в процессе компактирования порошка чистого СВМПЭ или СВМПЭ/ВМПЭ или композиционных материалов на его основе одного термопресса с ультразвуковым компактором. Порошок КМ материала предварительно нагревается в термокамере до температуры 100-130°C, затем засыпается в оснастку и прессформа смыкается до давления 100 кг/см2. Для удаления воздуха из прессформы давление в заготовке два или три раза сбрасывается до нуля, после этого возвращается на показатель 100 кг/см2 (производится подпрессовка). После подпрессовки давление в системе поднимают до 200-300 кг/см2 выдерживают заготовку при таком давлении не менее 2 минут и по истечении времени с сохранением давления дополнительно включают компактор с ультразвуковыми колебаниями (УК). Время действия ультразвуковых колебаний составляет от 10-300 секунд. Частота ультразвуковых колебаний составляет 15-40 кГЦ. Температура прессформы все время поддерживается в диапазоне 100-130°C. На компактирумый образец одновременно действует температура, давление и ультразвуковые колебания. После выключения УК давление с образца снимают и сам образец помещается в термошкаф для последующего спекания. Спекание образца происходит при температуре 160-180°C с расчетным временем 5-10 минут на 1 мм толщины заготовки. Термошкаф при спекании образцов непрерывно продувается током инертного газа азота/аргона. После истечения времени спекания образец охлаждается в духовом шкафу до температуры 50°C без какого-либо давления. После достижения 50°C образец вынимается из шкафа уже готовым к дальнейшему использованию.
Технический результат и поставленная задача достигается также предлагаемыми материалами, получаемыми заявленным способом:
- простая молекула СВМПЭ состоит из длинных линейных цепочек полиэтилена с молекулярной массой не менее 5⋅105 грамм/моль, степень полимеризации мономера - этилена более 100 тысяч с относительно слабыми межмолекулярными связями (10-20 кДж/моль). Уровень параллельности в ориентации линейных молекул может превышать 95%, а степень кристалличности доходит до 85 %;
- для ВМПЭ обычно характерна молекулярная масса менее 5⋅105 грамм/моль, однако четкой грани между СВМПЭ и ВМПЭ по степени полимеризации не существует и часто полиэтилен с одним и тем же значением молекулярной массы относят как к СВМПЭ, так и к ВМПЭ;
- СВМПЭ/ВМПЭ и композиты на их основе, и/или их смеси, полученные любыми смесевыми или растворными методами, используемые в изобретении, имеют молекулярную массу не менее 5⋅105 грамм/моль;
- порошок СВМПЭ/ВМПЭ имеет гранулометрический состав 50-900 мкм;
- СВМПЭ/ВМПЭ и композиты на их основе, и/или их смеси, полученные методом реакторного синтеза (полимеризационное наполнение), имеют молекулярную массу не менее 5⋅105 грамм/моль.
Способы изготовления СВМПЭ и ВМПЭ являются широко известными для специалистов и не требуют отдельного раскрытия (см., например, патенты RU 2121483, RU 2176649, US 4962167, RU 2064836, RU 2143440).
Выбранная частота ультразвуковых колебаний составляет 15-40 кГЦ. При более низких значениях (ниже 15 кГЦ) эффект практически не заметен, а при увеличении более 40 кГЦ эффект не меняется в значительной степени, однако увеличиваются как расходы электроэнергии на работу устройства, так и металлоемкость всей конструкции в целом.
Все температурные интервалы, используемые в способе, выбраны с целью исключения деструктивных процессов обрабатываемых полимеров, а также с точки зрения наиболее эффективной обрабатываемости материала.
Выбор размера порошка СВМПЭ/ВМПЭ 50-900 мкм обусловлен необходимостью получения плотной и «упакованной» матрицы, что в свою очередь обуславливает улучшение физико-механических свойств конечных изделий.
В композите на основе СВМПЭ/ВМПЭ могут использоваться различные функциональные наполнители, выбор которых обусловлен конечным назначением получаемого изделия. Подходящие наполнители включают, как частный случай, графен, тальк, сажу, стекловолокна, керамические наполнители, нанотрубки, полимерные наполнители и т.п. Другие виды наполнителей, которые можно использовать в рамках изобретения описаны, например, в книге Марино Ксантос, «Функциональные наполнители для пластмасс», Издательство «Научные теории и технологии», 2010 год.
Форма изделий не ограничена только цилиндрической, сферической или плоской формой и обусловлена только настройками и возможностями оборудования и назначением получаемого изделия.
Более подробное описание предложенного способа с использованием устройства, изображенного на фиг. 1, представлено ниже:
• Предварительно нагревают устройство, изображенное на фиг. 1 до 100-130°C;
• В матрицу 1 вставляют опорную пяту 3;
• Порошок КМ для компактирования 4 засыпают в обогреваемую матрицу 1;
• Порошок сверху прижимается пуансоном 2;
• В системе поднимается давление до 100 кг/см2, после достижения давления оно сбрасывается до нуля, так повторяется 2-3 раза;
• После трехкратного сброса давления его поднимают до давления компактирования 200-300 кг/см2;
• При достижении давления компактирования засекают таймер на 200 секунд;
• После начала временного отчета включают ультразвуковой компактор на 30 секунд на чистоте 15-40 кГц;
• После истечения времени работы компактора дожидаются окончания общего времени компактирования;
• Далее сбрасывают давление до нуля, вынимают опорную пяту 3, и пуансоном 2 выдавливают скомпактирвоанный образец 4 из обогреваемой матрицы 1.
Осуществление изобретения
При создании предлагаемой технологи были проведены экспериментальные исследования влияния различных видов наполнителей, их размерного ряда и содержания в КМ на плотность получаемых заготовок и комплекса их физико-механических свойств. Исследование процесса компактирования образцов с наиболее низкой металлоемкостью позволит получать детали/заготовки из порошков КМ гораздо дешевле традиционных методов.
Ниже представлены примеры осуществления заявляемого способа получения заготовок из порошков КМ на основе СВМПЭ:
Пример 1. (Компактируемый порошок - композит на основе СВМПЭ, полученный методом полимеризационного наполнения с содержанием наполнителя типа графен в количестве 0,15 мас.% от массы СВМПЭ.)
Навеску порошка КМ с размером частиц 250 мкм в количестве 49 грамм помещают в стеклянный стакан и переносят в термокамеру с температурой 120 градусов. Температуру порошка измеряют погружной выносной термопарой. После достижения порошком заданной температуры его переносят в предварительно разогретую оснастку прессформы диаметром 50 мм и прижимают верхним пуансоном. Температура прессформы измеряют выносной термопарой и регулируют термоконтроллером. Поле пересыпки разогретого порошка КМ, на замкнутую прессформу дают давление 100 кг/см2 и сбрасывают его до нуля. Цикл подпрессовки повторяют еще раз. После достижения необходимого количества циклов подпрессовки давление поднимают до 250 кг/см2 и выдерживают при таком давлении 120 секунд. По истечении времени в системе включают ультразвуковой компактор с амплитудой колебаний 25 кГЦ, время работы УК при температуре 120°C составляет 100 секунд. После завершения работы УК давление в системе снимают и разогретый до 120°C скомпактированный образец из КМ на основе СВМПЭ-графен 0,15 мас.% перемещают в предварительно разогретый до 160°C термошкаф, включают продувку шкафа инертным газом. Габариты скомпактированной заготовки составляют в диаметре 50 мм и в толщине 25 мм. Скомпактированный образец выдерживают в термошкафу 125 минут, после чего шкаф переводят в режим охлаждения. При достижении температуры 50°C термошкаф открывают и достают заготовку.
Пример 1(а)
В сравнении с полученным КМ был получен образец с аналогичными размерами и химическим составом методом горячего прессования. Навеска КМ в количестве 49 грамм порошка засыпались в прессформу диаметром 50 мм. Прессформа смыкалась для удаления излишек воздуха при комнатной температуре на прессформу подавали давление 100 кг/см2. После поднятия давления включали ее нагрев до 160°C. Образец при 160°C и 100 кг/см2 выдерживался 50 минут, после чего прессформу охлаждали до 50°C под давлением. Затем образец доставали из прессформы. Образец имел диаметр 50 мм и высоту в 25 мм.
В таблице 1 приведены сравнительные испытания образцов КМ, полученными разными методами.
Как видно из приведенных сравнительных примеров, образцы, полученные согласно предложенному способу, демонстрируют улучшенные физико-механические показатели, в частности, повышенную твердость и износостойкость, при одинаковых размерах заготовки и одинаковой плотности.
Пример 2
Композиционный материал такой же, как в примере 1. Образец получают аналогично примеру 1. Время компактирования при температуре 120°C составляет 300 секунд.
Пример 3
Технология получения образца, как в примере 1. В качестве порошка используют чистый СВМПЭ марки Ticona Gur 4150. Время работы ультразвукового компактора - 20 секунд, частота колебаний 35 кГЦ.
Пример 4
Технология получения образца, как в примере 1. В качестве сырья используют смесь ВМПЭ/СВМПЭ в соотношении 20/80. Давление при компактировании при температуре 110°C составляет 300 кг/см2. Температура спекания скомпактированного образца составляет 180°C, время спекания 120 минут.
Полученные результаты испытаний образцов, изготовленных по примерам 2-4, показали, что показатели их физико-механических свойств также превосходят показатели образцов, полученных известным методом.
Предлагаемая технология опробована в промышленных масштабах и показала свою эффективность.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНТИФРИКЦИОННАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 2004 |
|
RU2296139C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2011 |
|
RU2478111C1 |
| Порошковый композиционный материал на основе сверхвысокомолекулярного полиэтилена для 3D-печати методом селективного лазерного спекания и способ его получения | 2024 |
|
RU2829044C1 |
| Порошковый композиционный материал на основе сверхвысокомолекулярного полиэтилена для 3D-печати методом селективного лазерного спекания (варианты) и способ его получения (варианты) | 2023 |
|
RU2817083C1 |
| Экструдируемый антифрикционный композит на основе сверхвысокомолекулярного полиэтилена | 2022 |
|
RU2791530C1 |
| Способ получения композиционного материала на основе сверхвысокомолекулярного полиэтилена | 2017 |
|
RU2681634C1 |
| АНТИФРИКЦИОННАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ С ТЕРМОРАСШИРЕННЫМ ГРАФИТОМ | 2013 |
|
RU2535216C1 |
| Экструдируемый антифрикционный композит на основе сверхвысокомолекулярного полиэтилена | 2017 |
|
RU2674019C1 |
| ЛЕГКИЙ ВЫСОКОПРОЧНЫЙ ВОДОСТОЙКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2618882C2 |
| Способ получения трехмерных изделий сложной формы со структурой нативной трабекулярной кости на основе высоковязкого полимера | 2019 |
|
RU2708589C1 |
Изобретение относится к области переработки пластмасс, в частности к способу получения изделий из порошков композиционных материалов на основе сверхвысокомолекулярного полиэтилена (СВМПЭ). Способ осуществляют путем прессования порошков чистого СВМПЭ или композиционных материалов на основе СВМПЭ, содержащих высокомолекулярный полиэтилен (ВМПЭ) и/или по меньшей мере один функциональный наполнитель, с размерами частиц 50-900 мкм при температуре предплавления матрицы СВМПЭ 100-130°C с дополнительным использованием ультразвукового компактора для интенсификации процессов компактирования с частотой 15-40 кГЦ и последующим спеканием заготовок в термокамере при температуре 160-180°C. Техническим результатом заявленного изобретения является получение заготовки методом спекания с удельной плотностью, равной удельной плотности чистого СВМПЭ или полученного композиционного материала на его основе, что положительно сказывается на физико-механических свойствах произведенной продукции, а также снижение общей металлоемкости процесса. 4 з.п. ф-лы, 1 ил., 1 табл., 4 пр.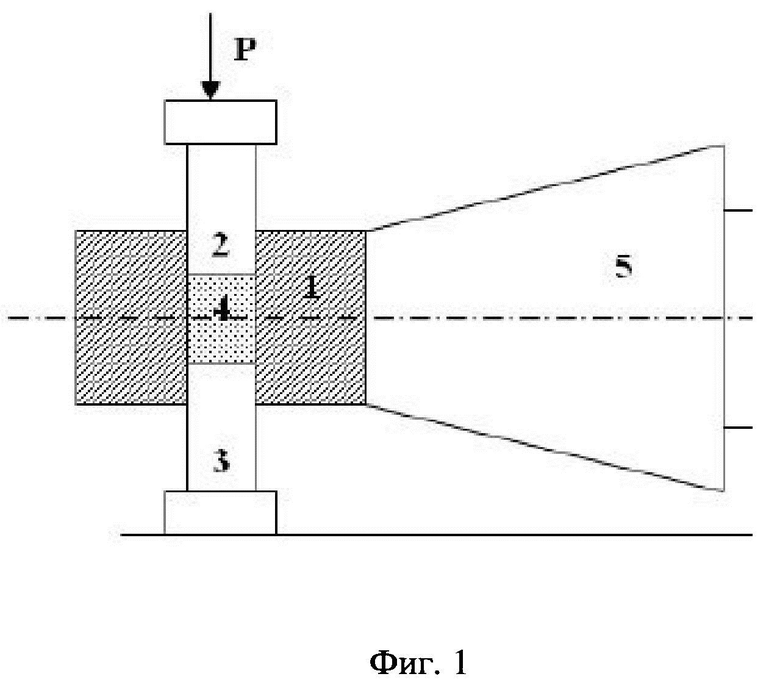
1. Способ получения изделий на основе сверхвысокомолекулярного полиэтилена (СВМПЭ) с использованием прессования и спекания, отличающийся тем, что изделия получают путем прессования порошков чистого СВМПЭ или композиционных материалов на основе СВМПЭ, содержащих высокомолекулярный полиэтилен (ВМПЭ) и/или по меньшей мере один функциональный наполнитель с размерами частиц 50-900 мкм, при температуре предплавления матрицы СВМПЭ 100-130°C с дополнительным использованием ультразвукового компактора для интенсификации процессов компактирования с частотой 15-40 кГЦ и последующим спеканием заготовок в термокамере при температуре 160-180°C.
2. Способ по п.1, в котором используют порошок чистого СВМПЭ.
3. Способ по п.1, в котором используют порошковый композитный материал СВМПЭ/ВМПЭ.
4. Способ по п.1, в котором используют порошковый композитный материал, содержащий СВМПЭ и по меньше мере один функциональный наполнитель.
5. Способ по п.1, в котором используют порошковый композитный материал, содержащий СВМПЭ/ВМПЭ и по меньше мере один функциональный наполнитель.
| CN 110563989 A1, 13.12.2019 | |||
| CN 103087386 A1, 08.05.2013 | |||
| Способ получения монолитных изделий из высокомолекулярного полиэтилена | 1988 |
|
SU1657396A1 |
| Композиционный материал на основе сверхвысокомолекулярного полиэтилена (варианты) и способ его получения | 2019 |
|
RU2699219C1 |
| Заболотнов А.С | |||
| "Влияние природы наполнителей на комплекс износостойких и физико-механических свойств композиционных материалов на основе сверхвысокомолекулярного полиэтилена, полученных методом полимеризации in situ", Диссертация на | |||

