Способы электрохимической обработки различных изделий электронейтральными инструментами, основанные на электрохимическом растворении металла на обрабатываемой поверхности и удалении продуктов растворения механическим воздействием инструмента, известны.
Отличительной особенностью предлагаемого способа является создание на выходе из межэлектродного зазора с помощью камер противодавления и дросселирующих устройств пьезометрического давления, превышающего его критическое значение по условиям устойчивости саморегулирования.
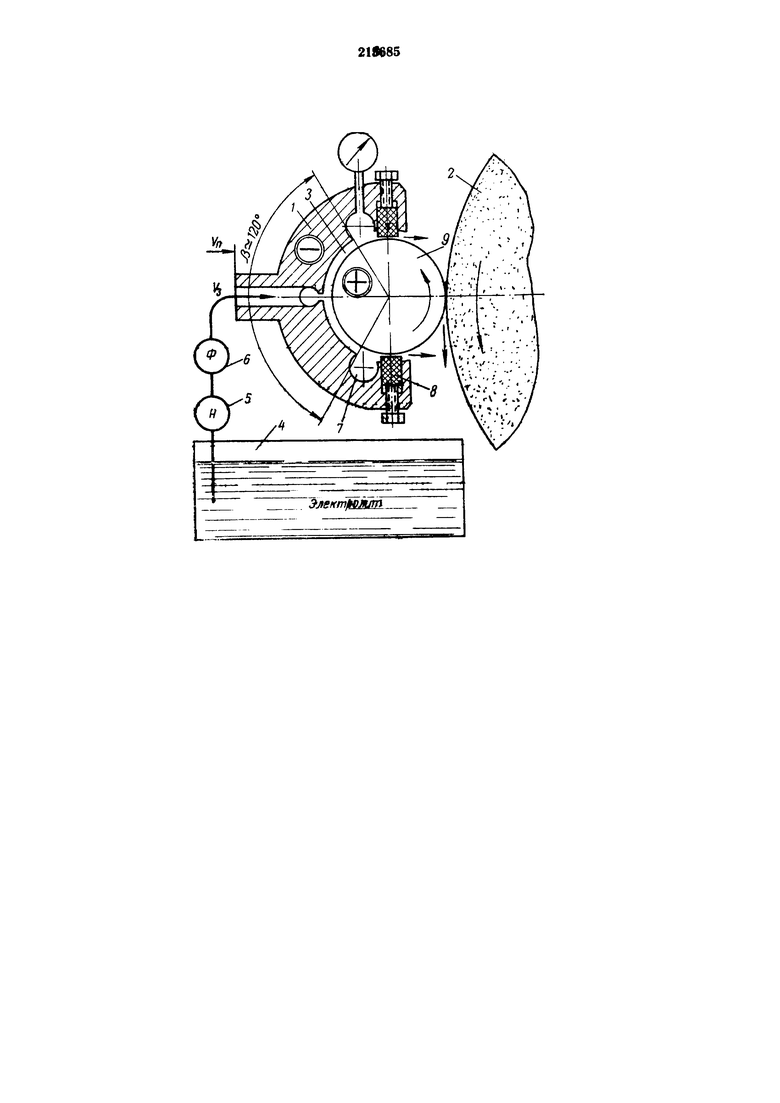
На чертеже показана принципиальная схема предлагаемого способа.
Между электродом 1 и обрабатываемым изделием - валом 2 поддерживается межэлектродный зазор 3, через который прокачивается электролит. Последний подается к электроду 1 из бака 4 насосом 5 через фильтр 6 и после прохождения межэлектродного зазора 3, камер противодавления 7 и дросселирующих устройств 8 попадает в бак. Электролит одновременно является и рабочей жидкостью для электронейтрального инструмента - абразивного круга 9.
Дросселирующие устройства 8 выполнены регулируемыми.
Наличие камер противодавления 7 и дросселирующих устройств 8 позволяет создавать на выходе из межэлектродного зазора требуемое пьезометрическое давление, превышающее его критическое значение.
Указанная отличительная особенность обеспечивает возможность осуществления саморегулирования электрохимического процесса растворения и исключает шлифовочные трещины и прижоги.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU806339A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240901C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРОТКИХ ЗАМЫКАНИЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКЕ | 2001 |
|
RU2198075C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
| Станок для электрохимической размерной обработки | 1985 |
|
SU1329926A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ХОНИНГОВАНИЯ | 1999 |
|
RU2166416C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| СПОСОБ АНОДНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2588953C1 |
Способ электрохимического шлифования изделий, электронейтральными инструментами, основанный на сочетании электрохимического растворения металла на обрабатываемой поверхности и удаления продуктов растворения механическим воздействием инструмента, отличающийся тем, что, с целью обеспечения возможности осуществления саморегулирования процесса электрохимического растворения и исключения шлифовочных трещин и прижогов, на выходе из межэлектродного зазора с помощью камер противодавления и дросселирующих устройств создают пьезометрическое давление, превышающее его критическое значение по условиям устойчивости саморегулирования.
