Известно применение в качестве смазки для холодной обработки металлов различных растительных масел, например подсолнечного.
С целью расширения ассортимента смазок и снижения расхода пищевых жиров, а также повышения эффективности, предлагается в качестве смазки применять кориандровое масло или его эмульсию.
Основную часть жирного кориандрового масла составляют глицериды олеиновой и изоолеиновых кислот. Триглицериды изоолеиновых кислот при применении в качестве технологической смазки обеспечивают высокую вытяжку стали.
К технологической смазке для обработки металлов давлением в зависимости от вида прокатываемого металла и условий прокатки предъявляются разные требования по чистоте поверхности. Поэтому в случае получения особо чистой поверхности жирное кориандровое масло подвергают гидратации или полной рафинации, с целью удаления имеющихся в нем небольших количеств фосфатидов и белков. Кроме этого, учитывая незначительный запах жирного кориандрового масла его, в случае необходимости, подвергают дезодорации, обеспечивающей получение смазки практически без запаха.
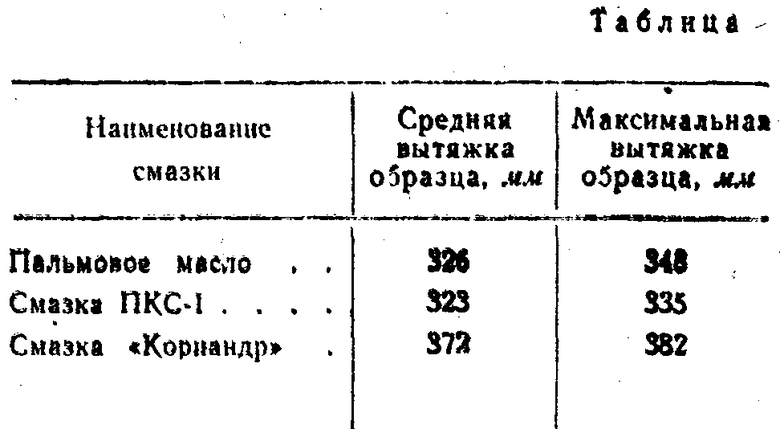
Сравнительные данные предлагаемой смазки с пальмовым маслом и смазкой ПКС-1 приведены в табл.
Опытная прокатка на смазке «Кориандр» в сравнении с пальмовым маслом и смазкой ПКС-1 проводилась на рулонах отожженной стали размером 0,6×310 мм с нагартовкой до 70%. При обжатии с толщины 0,6 до 0,4 мм за один проход через валки стана при использовании смазки «Кориандр» нагрузка была такой же, как и на смазке ПКС-1. Второй рулон стали размером 0,6×320 мм после предварительного отжига прокатывался в два прохода через валки стана до толщины 0,25 мм по следующему маршруту; первый проход 0,6-0,36 мм, второй проход 0,36-0,25 мм. При этом были зафиксированы нагрузки на валки стана более низкие, чем при использовании смазки ПКС-1.
Применение смазки «Кориандр» показало, что она не уступает обычно применяемой смазке ПКС-1 и пальмовому маслу и может с успехом их заменить.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения технологической смазки для обработки металлов давлением | 1973 |
|
SU467095A1 |
| ИЛ О А л Ф" Т1атг»1>& г f^ Л1Ти1дтплаи"и А. Ф. Пименов, ,,,„.т^хнйчга-Ая MiE.'yS-llitftT'gjj.А. А. Петровский, А. В. Бедило, А. Д. Филатов, Г. С. (ШнитманIff ^^^'^"тно. | 1969 |
|
SU256927A1 |
| Способ прокатки металлов | 1985 |
|
SU1311799A1 |
| СПОСОБ ПОЛУЧЕНИЯ СМАЗКИ | 1970 |
|
SU266987A1 |
| Способ получения технологического масла для холодной прокатки металлов | 1990 |
|
SU1765173A1 |
| Способ эксплуатации технологического смазочного средства при холодной прокатке | 1992 |
|
SU1831392A3 |
| СПОСОБ ПОЛУЧЕНИЯ СМАЗКИ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU1820625C |
| Способ эксплуатации технологических смазочных и моющих средств при производстве проката | 1987 |
|
SU1542653A1 |
| "Смазочно-охлаждающая жидкость для холодной обработки металлов давлением "Легвин" | 1990 |
|
SU1766953A1 |
| Технологическое масло для холодной обработки металлов давлением | 1983 |
|
SU1129224A1 |
Применение кориандрового масла или его эмульсии в качестве смазки для холодной обработки металлов.
