1
Изобретение относится к обработке металлов давлением, конкретнее к прокатке металлов на многоклетевых и реверсивных станах.
Цель изобретения - снижение расхода масляного компонента, повышение производительности стана и улучшение качества поверхности деформируемого металла.
В технологической смазке (смеси масляного компонента с водой), подаваемой на деформируемый металл, содержание масляного компонента изменяют в пределах 4,0- 40 мае. % в зависимости от свойств масляного компонента, сортамента продукции, температурного режима процесса деформации и концентрации масла в смазочно-ох- лаждаюшей жидкости, подаваемой на валки, согласно выражению
k I
13
q Qт re.
где q - текущее содержание масляного компонента в технологической смазке; Q - оптимальное содержание масляного компонента в технологической смазке, зависящее от свойств применяемого масляного компонента, мае. %, Q 10,0-40,0;
fe, I,
га, n - Э1мпирическое коэффициенты, учитывающие:
k - толщину деформируемого металла,
k 0,8-1,0; / - степень легирования и сопротивлние деформации деформируемого
металла, / 0,9-1,0. т - температурный режим деформации
металла, т 0,8-1,0; п - концентрацию масла в эмульсии -
смазочно-охлаждающей жидкости,
подаваемой на валки, п 0,7-1,0. Кроме того, перед возвратом эмульсии к алкам стана корректируют значение рН эмульсии до 6,5-8 и температуру эмульсии до 30-60°С для обеспечения концентрации эмульсии 0,2-1,5% в результате эмульгирования части масляного компонента технологической смазки.
При использовании пальмового масла в качесте масляного компонента технологической смазки низкое значение напряжения трения (22-ЗОМПа) в установившемся температурном режиме валков в процессе прокатки жести толщиной 0,2 мм обеспечивается при содержании пальмового масла в технологической смазке в пределах 10-25%, которые зависят от свойств пальмового масла; кислотного числа, йодного числа, содержания в нем олеиновой и пальмитиновой кислот и др.
При использовании вместо пальмового масла гидрогенизированного кориандрового масла, отличающегося пониженным количеством пальмитиновой кислоты (относительно пальмового маела) и повыщенным количеством олеиновой, его содержание в техно1311799
0
5
0
5
С
5
0
5
0
5
логической смазке должно быть увеличено до 30%.
В случае использования синтетических заменителей пальмового масла содержание масляного компонента в технологической смазке должно быть повышено до 40%.
Данные по количеству масляного компонента в технологической смазке при использовании гидрогенизированного кориандрового масла и синтетического заменителя пальмового .масла получены в результате лабораторных испытаний на высокоскоростном стане 270, образцы размером 1,2X35X400 мм из стали 08 прокатаны при скорости 5, 16 и 25 м/с за три прохода до толщины 0,35 мм с обжатием в каждом проходе 30-35%.
При производстве жести (металл - низкоуглеродистая сталь) толщиной 0,28 и 0,36 мм содержание масляного компонента в технологической смазке возможно снизить на 10 и 20% соответственно относительно содержания масляного компонента в технологической смазке при производстве жести толщиной 0,2 мм и одновременно повысить концентрацию эмульсии, подаваемой на валки стана, до 1,5%. Поскольку повышение концентрации эмульсии осуществляется эмульгированием части масляного компонента технологической смазки, не отмечается ухудшение условий трения в очаге деформации при снижении содержания масляного ко.мпонента в технологической смазке, но достигается снижение расхода .масляного компонента (отмеченное снижение содержания масляного компонента в технологической смазке учитывается коэффициентом k).
При прокатке низкоуглеродистой стали с низким сопротивлением деформации содержание масляного компонента в технологической смазке следует понизить на 10% относительно содержания при деформации труднодеформируемых металлов с высоким сопротивлением деформации (коэффициент /).
В период установившегося температурного режима валков, который достигается после прокатки первых после перевалки валков 30-40 т металла толщиной 0,2 мм (или 65-72 тонн металла толщиной 0,36 мм), содержание масляного компонента в технологической смазке снижается на 20% относительно содержания масляного компонента в начальном периоде эксплуатации вновь установленных валков, когда требуется дополнительный подвод смазки с целью снижения усилия прокатки при недостаточной тепловой выпуклости валков (коэффициент т).
Повышение концентрации эмульсии до 1,5%, подаваемой на валки стана, вследствие управляемого эмульгирования части масляного компонента технологической смазки позволяет дополнительно снизить содержание масляного компонента в технологической смазке на 30% относительно содержания при концентрации эмульсии 0,2%. Повышение концентрации эмульсии до 1,5% в первую очередь улучшает состояние поверхности - снижает ее общую загрязненность в 1,5-1,7 раза, способствует повышению производительности стана в среднем на 1,5% за счет увеличения скорости прокатки при одновременном снижении расхода электроэнергии, (снижение содержания масляного компонента учитывается коэффициентом п).
Снижение концентрации эмульсии ниже 0,2% не обеспечивает низких значений напряжения трения, тока якоря двигателя и загрязненности поверхности полосы при исходном содержании масляного компонента в технологической смазке 10%. Повышение концентрации эмульсии выше 1,5% не приводит к обшему снижению расхода масляного компонента и к за.метному снижению нагрузки двигателей.
Эмульгируемость эмульсии с содержанием масла 0,2-1,5% обеспечивается в том случае, когда рН эмульсии устанавливают равным 6,5-8,0, а температуру 30-60°С: при значении ,5 среда эмульсии кислая и эмульгирование масла в воде не происходит; при рН 8,0 в эмульсии образуется пена, поверхность деформируемого металла подвергается коррозии; при количестве пены свыше 3,0-3,5% применение эмульсии исключено.
Нижний предел температуры эмульсии (30°С) обусловлен температурой каплепаде- ния .масляного компонента, которая составляет 26-29°С, при температуре ниже 30°С эмульгирование масла в воде не происходит. Верхний предел температуры эмульсии (60°С) устанавливается на основе данных о расходе смазочно-охлаждаюшей жидкости, обусловленном охлаждающей способностью эмульсии; при температуре эмульсии 60°С расход жидкости 32 л/с, при температуре 62°С требуемый расход жидкости 36 л/с, кото рый не обеспечивается мощностью системы охлаждения. Повышение мощности системы охлаждения выше 32-34 л/с не рационально.
Уменьшение исходного содержания масляного компонента в технологической смазке ниже 10% при минимальных значениях коэффициентов k, I, т и п приводит к настолько низкому действительному содержанию масляного компонента, при котором не обеспечиваются оптимальные условия трения в очаге деформации. Повышение содержания масляного компонента выше 40% неоправданно увеличивает расход масляного компонента, не улучшая условия трения, и создает существенные трудности при подаче технологической смазки по трубопроводам.
При прокатке тонких полос условия трения в большей степени влияют на затраты
энергии на деформацию, чем при прокатке полос большей толщины. При прокатке полос минимальной толщины количество масляного компонента должно быть увеличено
на 20% относительно количества при прокатке полос максимальной толщины с разницей значений толщины 100%. Коэффициент к 1 при прокатке полос миним.альной толщины и к 0,8 при прокатке полос мак,х симальной толщины сортамента стана. При прокатке на «холодных валках, т. е. при прокатке непосредственно после установки новых валков, количество масляного компонента должно быть увеличено на 20% относительно количества при установив5 шемся температурном режиме валков, который достигается после прокатки определенного количества металла. На стане 1200 ММК это количество металла составляет 40 т при толщине 0,2 мм. Таким образом, коэффициент т 1 при прокатке
0 начальной части первого рулона после установки новых валков и т 0,8 по достижении установившегося температурного режима валков.
Повышение содержания масла в охлаж5 дающей жидкости (концентрации эмульсии) до 1,5%, подаваемой на валки, позволяет снизить количество масляного компонента на 30% относительно количества при содержании масла в охлал дающей жидкости 0,2%, коэффициенты /г 1 и « 0,7 при концент0 рации эмульсии 1,5%.
При прокатке низкоуглеродистой стали количество масляного компонента .может быть, снижено на 10% относительно количества при прокатке высокоуглеродистых и легированных сталей, коэффициент /
5 0,9-1,0.
Эти условия и соответствующие им значения параметров являются общими (таблица 1). Соответствующие значения коэффициентов /г, /, т и п приведены в качестве примеров, обосновывающих их мини0 мальное и максимальное значения на основе конкретных результатов промышленного исследования на стане 1200, в процессе которого установлено, что при использовании пальмового масла (масляного компонента)
с с содержанием паль.митиновой кислоты 50%, йодным числом 65 - 70, кислотным числом 18-20 количество масляного компонента в смазке должно составлять 4,0-10,0%, нижнее значение q 4,0% соответствует минимальным знaчeнIlя i всех коэффициентов:
0 /г 0,8; / 079; т 0,8; п 0,7, верхнее значение 10,0% соответствует максимальным значениям всех коэффициентов; /г 1,0; / 1,0; от 1,0; п 1,0. При этом базовое содержан1 е масляного ко.мпонента, зависящее только от свойств самого компо5 нента, достигает значения Q 10%.
Снижение фактического содержания масляного компонента в технологической смазке ниже 4,0% не рекомендуется, так как при
q 4,0% напряжения трения резко возрастают до т 50 МПа, расход энергии на деформацию новышается (сила тока / 2,5 кА в /К клети), на поверхности полос появляются следь повреждения контактных слоев деформируемого металла.
Равенство того или иного коэффициента «единице свидетельствует о временной -невозможности снижения количества масляного компонента по условию, которое учитывает соответствующий коэффициент.
Способ прокатки осуществляют на действующем непрерывном стане 1200 при производстве жести из стали толщиной 0,2 мм, щириной 730 мм, изменение содержания масляного компонента (пальмового масла) в технологической смазке достигается регулированием положения клапана вентиля в системе подачи пальмового масла, усфавление концентрацией эмульсия - изменением значения рН эмульсии в пределах 6,5-8,0 в результате введения в эмульсию тринатрийфосфата и температуры эмульсии в пределах 35-60°С за счет регулирования количества охлаждающей воды, протекающей через теплообменник циркуляционной системы охлаждения стана.
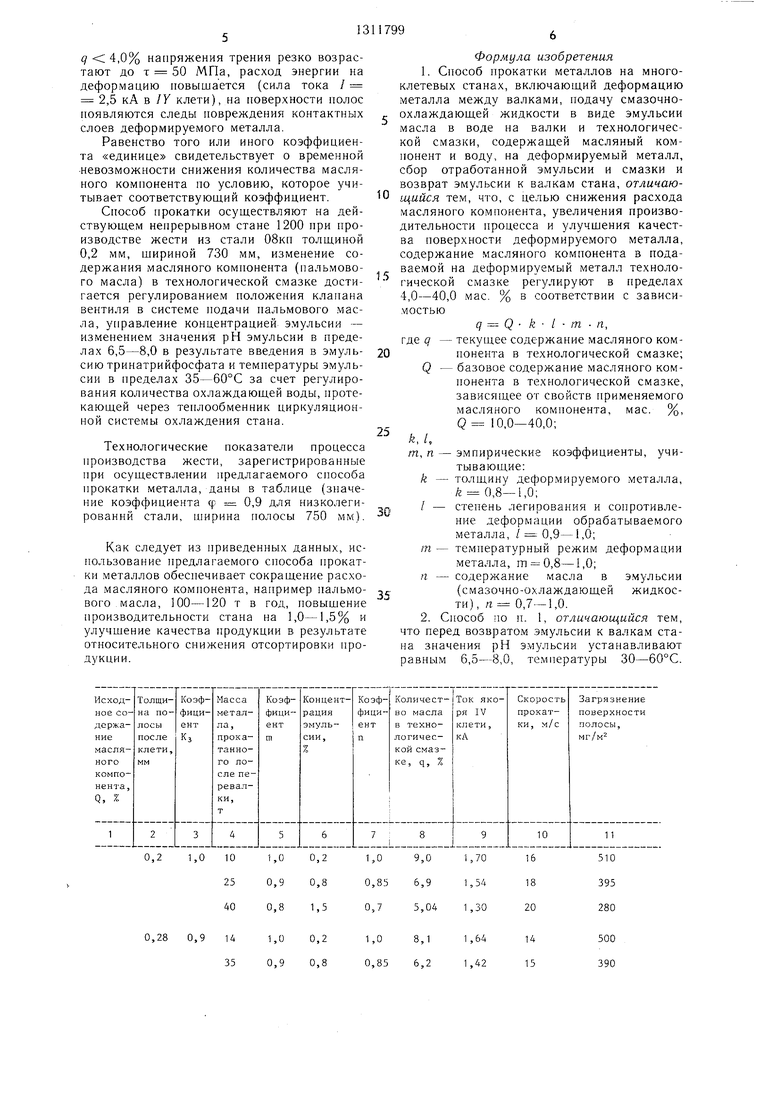
Технологические показатели процесса производства жести, зарегистрированные при осуществлении предлагаемого способа прокатки металла, даны в таблице (значение коэффициента ф 0,9 для низколеги- рований стали, ширина полосы 750 мм).
Как следует из приведенных данных, использование предлагаемого способа прокатки металлов обеспечивает сокращение расхода масляного компонента, например пальмового масла, 100-120 т в год, повыщение производительности стана на 1,0-1,5% и улучщение качества продукции в результате относительного снижения отсортировки продукции.
0,28 0,9 141,00,21,08,11,6414
350,9 0,80,856,21,4215
0
5
0
5
Формула изобретения 1. Способ прокатки металлов на многоклетевых станах, включающий деформацию металла между валками, подачу смазочно- охлаждающей жидкости в виде эмульсии масла в воде на валки и технологической смазки, содержащей масляный компонент и воду, на деформируемый металл, сбор отработанной эмульсии и смазки и возврат эмульсии к валкам стана, отличающийся тем, что, с целью снижения расхода масляного компонента, увеличения производительности процесса и улучщения качества поверхности деформируемого металла, содержание масляного компонента в подаваемой на деформируемый металл технологической смазке регулируют в пределах 4,0-40,0 мае. % в соответствии с зависимостью
q - Q k L т п,
где q - текущее содержание масляного компонента в технологической смазке; Q - базовое содержание масляного компонента в технологической смазке, зависящее от свойств применяемого масляного компонента, мае. %, Q 10,0-40,0;
5
k, I, т, п
коэффициенты, учиэмпирическибтывающие:
k - толщину деформируемого металла, k 0,8-1,0;
/ - степень легирования и сопротивление деформации обрабатываемого металла, / 0,9-1,0;
т - температурный режим деформации металла, т 0,8-1,0;
п - содержание масла в э.мульсии (смазочно-охлаждающей жидкости), п 0,7-1,0.
2. Способ по п. 1, отличающийся тем, что перед возвратом эмульсии к валкам стана значения рН эмульсии устанавливают равным 6,5-8,0, температуры 30-60°С.
500 390
1311799g
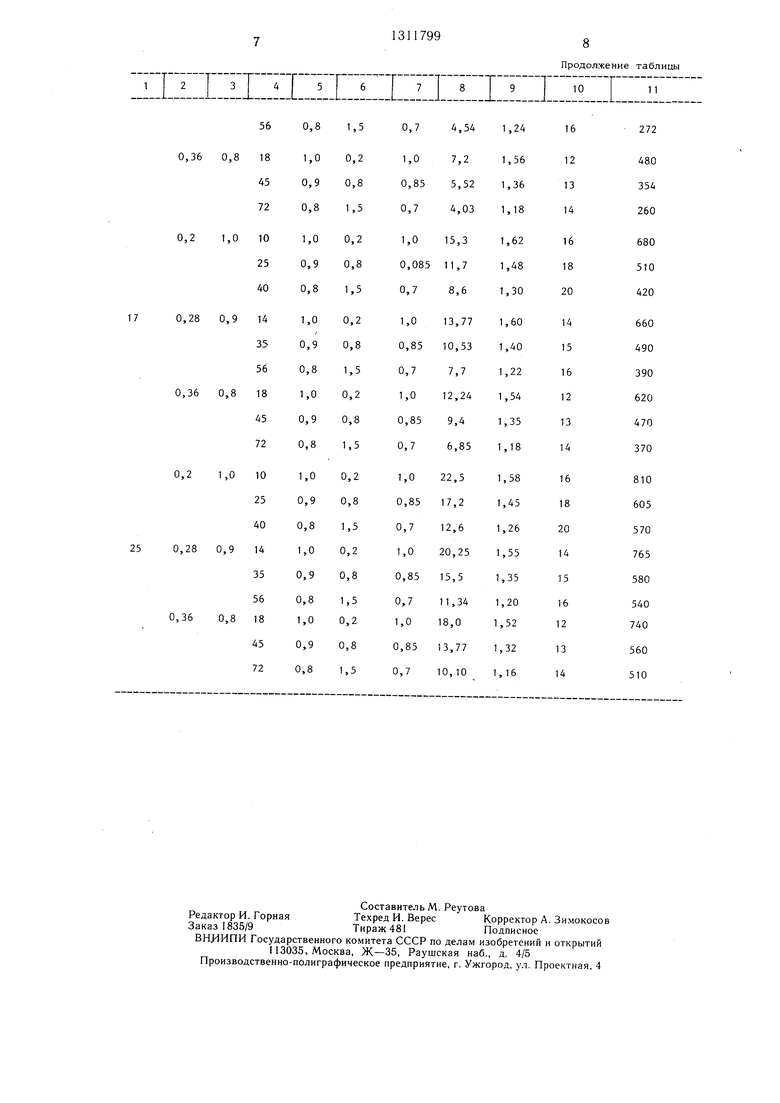
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ смазки полосы при холодной прокатке | 1988 |
|
SU1565554A1 |
| Способ приготовления технологической смазки для прокатки | 1991 |
|
SU1784310A1 |
| Способ получения технологического масла для холодной прокатки металлов | 1990 |
|
SU1765173A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКИХ СМАЗОЧНО-ОХЛАЖДАЮЩИХ СРЕДСТВ ПРИ ПРОИЗВОДСТВЕ ПРОКАТА | 1992 |
|
RU2030937C1 |
| СМАЗКА ТИПА "МАСЛО В ВОДЕ" С МАЛЫМ РАЗМЕРОМ ЧАСТИЦ | 2010 |
|
RU2542048C2 |
| Способ эксплуатации технологических смазочных и моющих средств при производстве проката | 1987 |
|
SU1542653A1 |
| Способ переработки отработанных смазочно-охлаждающих жидкостей на основе пальмового масла | 1985 |
|
SU1351971A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТОНКИХ ПОЛОС ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 2008 |
|
RU2387506C2 |
| Способ эксплуатации технологического смазочного средства при холодной прокатке | 1992 |
|
SU1831392A3 |
| Способ холодной прокатки тонких стальных полос | 2021 |
|
RU2769334C1 |
Изобретение касается обработки металлов давлением, конкретнее прокатки металлов на многоклетевых и реверсивных станах. Целью изобретения является снижение расхода масляного компонента, увеличение производительности и повышение качества поверхности деформируемого металла. Способ прокатки металлов включает деформацию металла .между валками, подачу сма- зочно-охлаждающей жидкости в виде эмульсии масла в воде на валки и технологической смазки, содержащей масляный компонент и воду, на деформируемый металл, сбор отработанной эмульсии и смазки и возврат эмульсии к валкам стана. Содержание масляного компонента в подаваемой на деформируемый металл технологической смазке изменяют в пределах 10-40 мае. % в зависимости от свойств масляного ко.мпонента, сортамента продукции, температурного режима процесса деформации и концентрации масла в смазочно-охлаждающей жидкости, подаваемой на валки, согласно выражению q Q-k-l-m-n, где Q - оптимальное содержание масляного компонента в технологической смазке, зависящее от свойств применяемого масляного компонента, мас.%; k, I, т, п - эмпирические коэффициенты, учитывающие соответственно толщину деформируемого металла, степень легирования и сопротивление деформации металла, температурный режим деформации металла, концентрацию масла в эмульсии - смазочно- охлаждающей жидкости, а перед возвратом эмульсии к валкам стана корректируют значение рН эмульсии до 6,5-8 и температуру эмульсии до 30-60°С для обеспечения концентрации эмульсии 0,2-1,5%. Значения каждого коэфф ициента k, 1, т, п 1, нижние их пределы назначают эмпирически в зависимости от свойств масляного компонента и перечисленных факторов, учитываемых этими коэффициентами. При использовании пальмового масла Q 10-25 мас.%. При производстве жести толщиной 0,36 мм к 0,8; при всех значениях толщины жести / 0,9. При прокатке труднодеформируемых металлов / 1,0. В начальном периоде эксплуатации вновь установленных валков т 1,0, в период установивщегося температурного режима валков т 0,8. При концентрации эмульсии 0,2% коэффициент п 1,0, при концентрации эмульсии 1,5% коэффициент п 0,7. 1 з.п.ф-лы. 1 табл. i (Л С со со ;о
| Чертавских А | |||
| К | |||
| и др | |||
| Трение и технологическая смазка при обработке металлов давлением.-М.: Металлургия, 1968, с | |||
| ДЖИНО-ПРЯДИЛЬНАЯ МАШИНА | 1920 |
|
SU296A1 |
