В предлагаемой головке автома,тическая обрезка труб производится посредством муфты, снабженной канавками на ее внутренней конической поверхности и осуществляющей при сообщаемом ей осевом возвратном перемещении автоматическую подачу круглых резцов, установленных на гайках вицтов, снабженных роликами, расположенными в канавках муфты, при чем установка резцов на различные диаметры обрезаемых труб производится вручную путем вращения удерживающих резцы винтов через соответв:твующую зубчатую передачу.
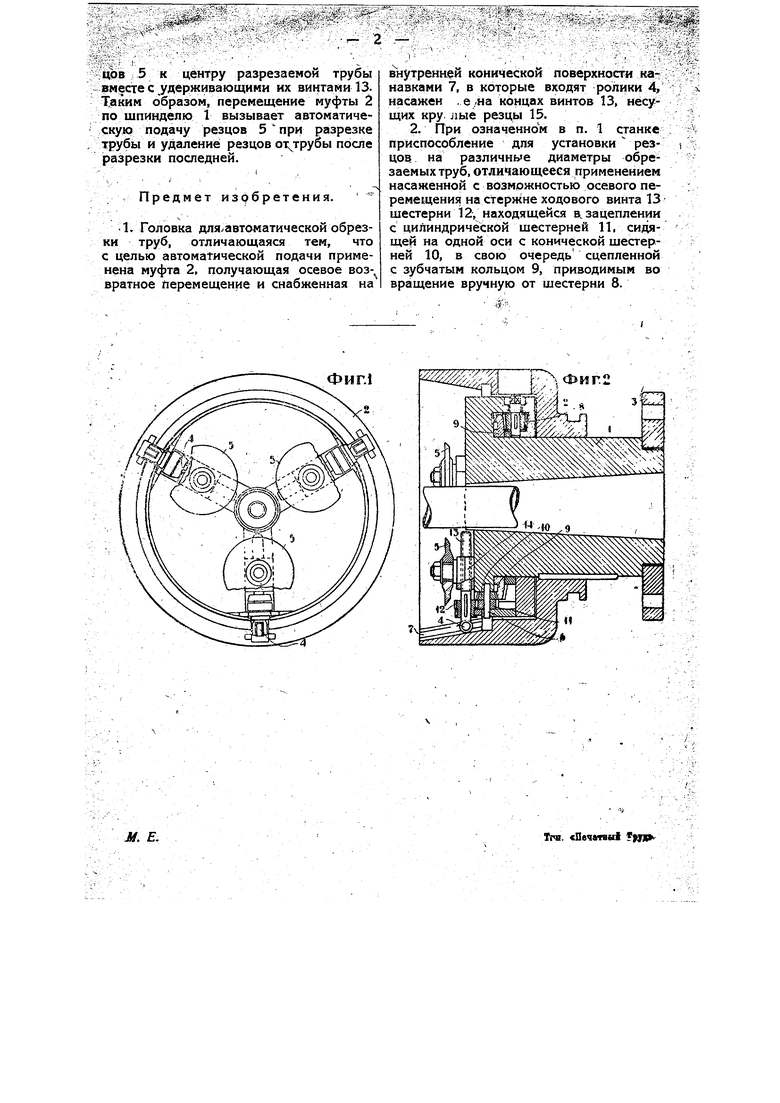
На чертеже фиг. 1 изображает вид головки спереди; фиг. 2-вид ее в продольном разрезе.
На шпинделе 1, скрепляемом при помощи флянца 3 с вращающейся частью станка и снабженном осевым сквозным отверстием, свободно, с возможностью осевого по нему перемещения расположена муфта 2. Муфта 2 снабжена внутренней конической поверхностью с продольными канавками 7, в которых располагаются ролики 4, установленные на концах винтов 13, снабженных гайками14, держивающими закрепленные на них круглые резцы 5. При помощи системы рычагов муфта 2 соединена с устацовленным на одном из валов станка ксцентриком, профиль которого опрееляет величину и скорость перемещения муфты 2 по шпинделю 1, при приведении станка в действие. На каждом из винтов 13 при помощи шпонки установлена с возможностью осевого по винту перемещения цилиндрическая шестерня 12, сцепляющаяся с цилиндрической шестерней 11, на оси б которой закреплена коническая шестерня 10. Все конические шестерни 10 находятся в сцеплении с зубчатым кольцом 9, свободно сидящим на шпинделе 1 и сцепляющимся в свою очередь с конической шестерней 8, ось которой снабжена на конце квадратом для ключа.
При пользовании головкой установка резцов 5 на диаметр разрезаемой трубы производится вручную при помощи ключа, путем , вращения шестерни 18, передающей вращение через зубчатую, передачу 9,10, 11, 12 винтам 13, осуще-, ствляющим осевые пере цещения гаек 14 с резцами- 5. В отверстие шпинделя 1 заводится предназначенный для отрезки конец трубы и станок приводится в действие, вследствие чего соединенный с вращающейся частью станка шпиндель приводится во вращение. Муфта 2 под действием на нее эксцентрика совершает осевое возвратное перемещение по шпинделю, при чем в результате перемещения роликов 4 винтов 13 в канавках 7 муфты прямой ход муфты сопровождается перемещением рез.цов 5 к центру разрезаемой трубы вместе с удерживающими их винтами 13. Таким образом, перемещение муфты 2 по шпинделю 1 вызывает автоматическую подачу резцов 5 при разрезке трубы и удаление резцов ох трубы после разрезки последней.
- .
Предмет изобретения.
1. Головка для автоматической обрезки труб, отличающаяся тем, что с целью автоматической подачи применена муфта 2, получающая осевое возвратное перемещение и снабженная на
внутренаей конической поверхности ка-навками 7, в которые входят ролики 4, насажен . е/на концах винтов 13, несущих кру. лые резцы 15.
2. При означенном в п. 1 станке приспособление для установки резцов, на различные диаметры обрезаемых труб, отличающееся применением насаженной с возможностью осевого перемещения на стержне ходового винта 13 шестерни 12, находящейся в, зацеплении с цилиндрической шестерней 11, сидящей на одной оси с конической шестерней 10, в свою очередь сцепленной с зубчатым кольцом 9, приводимым во вращение вручную от шестерни 8.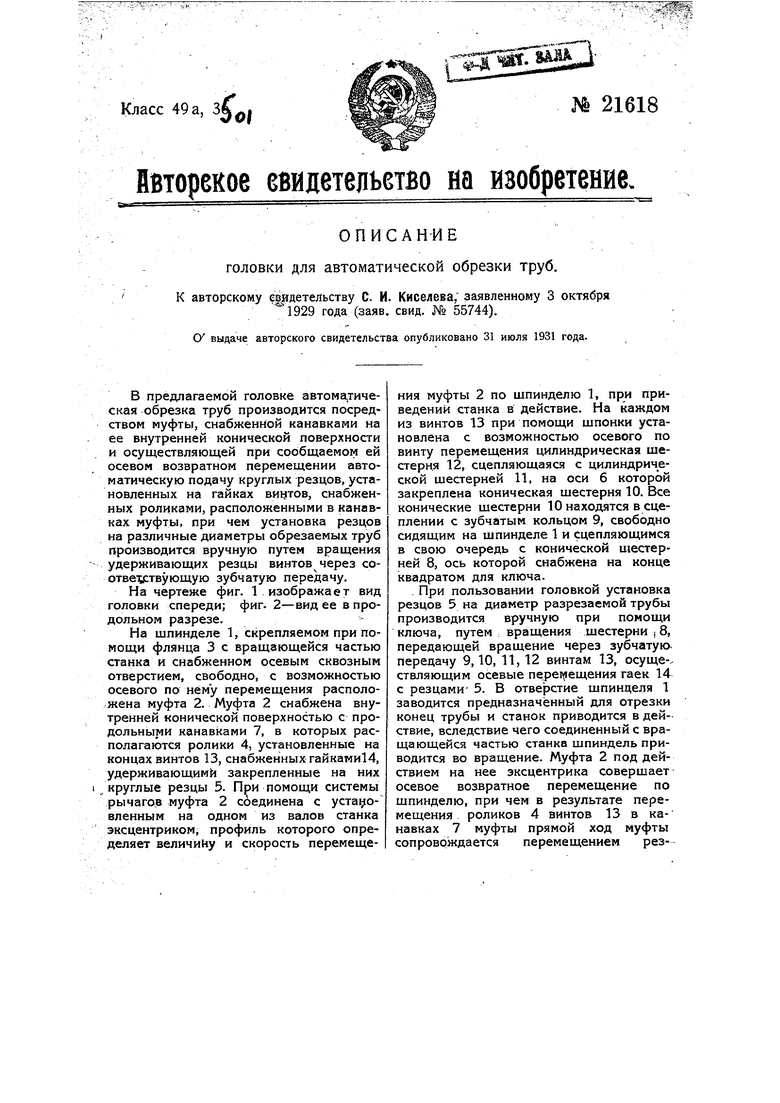
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ НА БОКОВЫХ И ТОРЦЕВЫХ ЧАСТЯХ ЗАГОТОВОК ДЛЯ ТКАЦКИХ ЧЕЛНОКОВ | 1929 |
|
SU20315A1 |
| ПЕРЕКЛЮЧАТЕЛЬНЫЙ МЕХАНИЗМ ДЛЯ ПЕРЕМЕННО-ВОЗВРАТНОГО ДВИЖЕНИЯ СТОЛА ШЛИФОВАЛЬНОГО СТАНКА | 1926 |
|
SU20979A1 |
| ОДНОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 1935 |
|
SU50823A1 |
| Патрон для обрезки труб | 1930 |
|
SU29161A1 |
| КОПИРОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ЛЫЖ, ПРОПЕЛЛЕРОВ И Т. П. | 1930 |
|
SU35107A1 |
| Фасонный токарный станок | 1930 |
|
SU26433A1 |
| Устройство для снятия початков и установки шпуль на прядильных машинах | 1948 |
|
SU81854A1 |
| Устройство для смены шпуль на кольцевых ватерах | 1939 |
|
SU59460A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |

