Известны инструменты для калибрования внутренней цилиндрической резьбы в сплавах повышенной вязкости, оснащенные вращающимися роликами с кольцевой нарезкой, которые взаимодействуют с размещенными в расточках корпуса шариками.
Предлагаемый инструмент отличается от и.звестных тем, что щарики установлены во впадинах резьбы роликов и взаимодействуют с ней по среднему диаметру.
Такая конструкция инструмента обеспечивает калибрование резьбы диаметром до 50 мм.
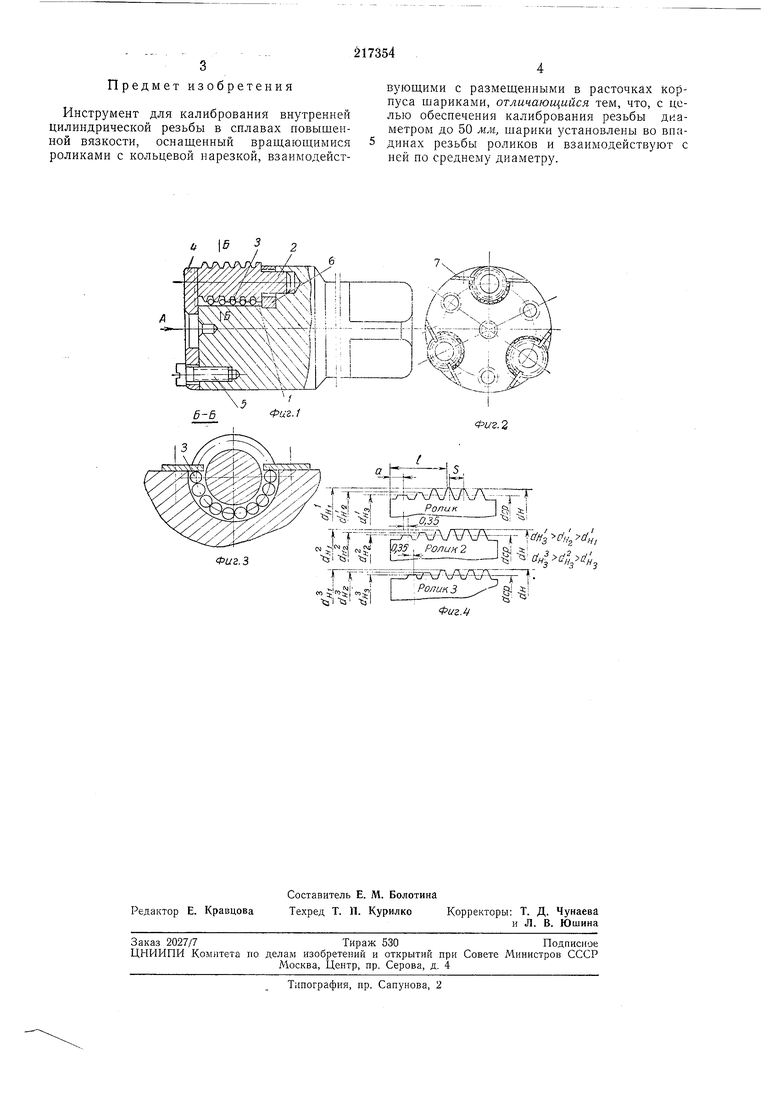
На фиг. 1 схематически изображен предлагаемый инструмент, общий вид; на фиг. 2 - вид по стрелке Л на фиг. 1 (при снятой крышке); на фиг. 3 - сечение по Б-Б на фиг. 1; на фиг. 4 - схема резьбовой части роликов и их расположение в развертке по щагу.
В цилиндрическом отверстии / корпуса инструмента установлены резьбовые ролики 2 с кольцевой нарезкой. Ролики опираются боковыми сторонами профиля витков резьбы по среднему диаметру на шарики 3, заполняющие пространство впадины каждого витка резьбы примерно на половине длины окру :ности ролика.
шайбой 6, устанавливаемой в пазу корпуса.
Ролики выполнены из твердого сплава и располагаются в расточках корпуса под углом, соответствующим углу подъема винтовой линии калибруемой резьбы.
Шарики удерживаются в расточках корпуса от выпадания пластинами-гребенками 7. Количество роликов выбирается соответственно диаметру нарезаемой резьбы. В комплекте может быть 2, 3, 4 ролика.
Ролики изготовляются таким образом, что резьбовые витки каждого следующего за первым ролика выполняются со смещением по
шагу от базового торца на величину - мм,
где п - количество роликов в комплекте, а S - шаг резьбы. Наружные диаметры резьбовых витков на участке / выполняются постепенно возрастающими как в пределах одного ролика, так и первым и каждым последующим роликом комплекта.
Диаметр опорного шарика определяется из условий обеспечения его контакта с боковыми сторонами профиля витка резьбы по линии, близкой к среднему диаметру.
Для калибрования резьб различных диаметров и шагов одним инструментом он можег быть снабжен подвижными в радиальном направлении сменными блоками с установленными в них роликами.
Предмет изобретения
Инструмент для калибрования внутренней цилиндрической резьбы в сплавах повышенной вязкости, оснаш,енный вращающимися роликами с кольцевой нарезкой, взаимодействующими с размещенными в расточках корпуса шариками, отличающийся тем, что, с целью обеспечения калибрования резьбы диаметром до 50 мм, шарики установлены во виадинах резьбы роликов и взаимодействуют с ней но среднему диаметру.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для калибрования внутренней резьбы | 1981 |
|
SU958024A1 |
| Инструмент для калибрования внутренней резьбы | 1973 |
|
SU631278A1 |
| Устройство для выглаживания резьбы | 1980 |
|
SU893355A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| РОЛИКО-ВИНТОВОЙ МЕХАНИЗМ | 2016 |
|
RU2631096C1 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| СБОРНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2229964C2 |
, ,
Фиг.
