(54) ИНСТРУМЕНТ ДЛЯ КАЛИБРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ КАЛИБРОВАНИЯ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ | 1968 |
|
SU217354A1 |
| Инструмент для калибрования внутренней резьбы | 1973 |
|
SU631278A1 |
| Самостопорящаяся гайка | 1982 |
|
SU1084499A1 |
| Инструмент для обработки отверстий | 1988 |
|
SU1731461A1 |
| Резьбонакатная головка | 1979 |
|
SU846020A1 |
| Резьбонакатная головка | 1982 |
|
SU1058697A1 |
| Устройство для выглаживания резьбы | 1980 |
|
SU893355A1 |
| СБОРНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2229964C2 |
| Бесстружечный метчик | 1980 |
|
SU946756A1 |
| Станок для изготовления по модели объемных изделий сложной формы | 1980 |
|
SU918116A1 |
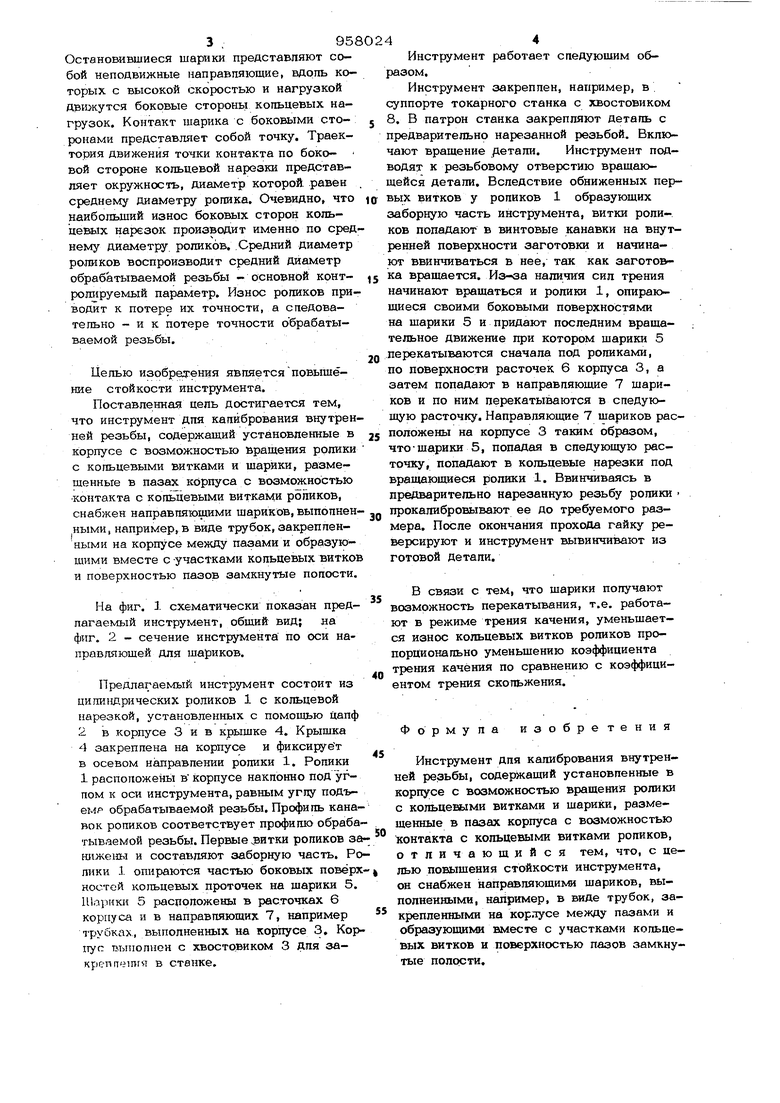
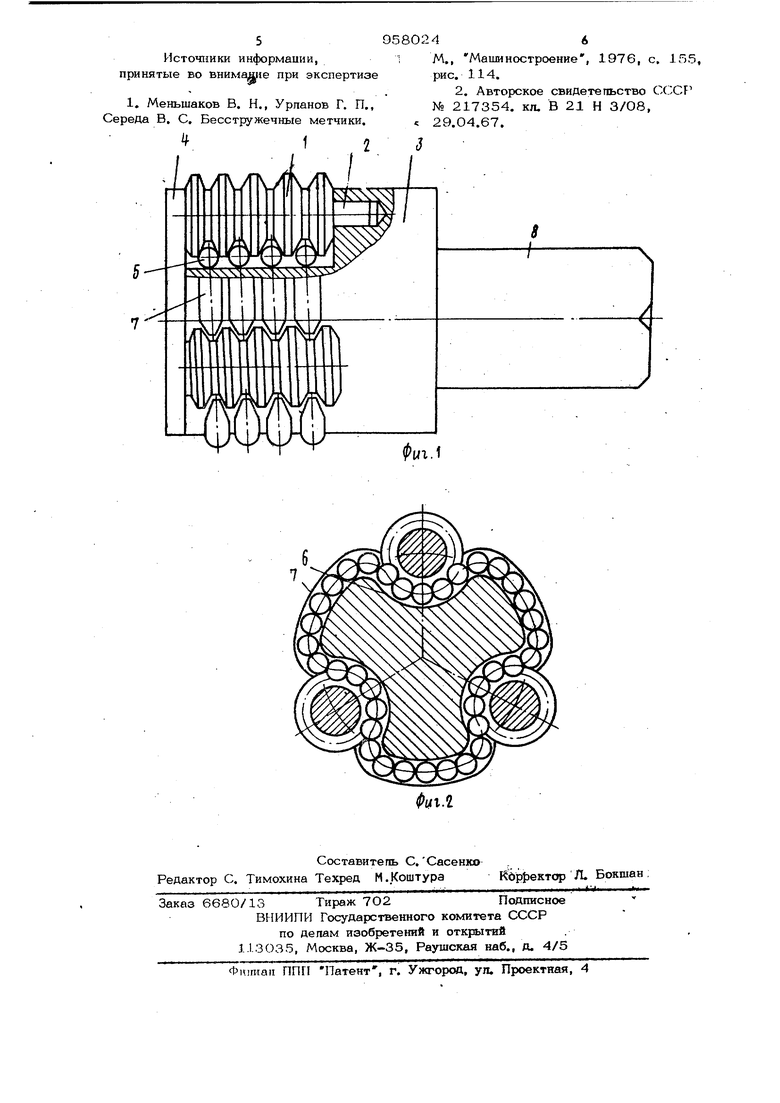
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для калибрования резьб в деталях из черных и цветных металлов. Известен инструмент, содержащий корпус, в отверстиях которого установлены оси с роликами. Ролики имеют кольцевую нарезку, а оси отверстийрасположены наклонно к оси корпуса. Угол наклона отверстий уст(анавливают равным углу подъема обрабатываемой резьбы Ll. Недостатком указанного инструмента является деформация осей под действием рабочих нагрузок, что приводит к снижению точности калибруемой резьбы. Наиболее близким к предлагаемому является инструмент для калибрования внут ренней цилиндрической резьбы, содержащий установленные в корпусе с воэмож- носхью вращения ролики с кольаевыми витками и шарики, размещенные в расточках корпуса с возможностью контакта с коптлюпыми витками роликов. На корлусе закреплены гребенки, своими выступами входящими во впадины резьбы роликов и удерживающие щарики от выкатывания из расточек. Оси роликов расположены под углом к оси инструмента. От осевого перемещения ролики удерживаются закрепленной на корпусе крыщкой. Ролики имеют цап(}ы которыеустановлены в корпусе и в крышке. Для образования винтовой линии ролики в осевом направлении смещены один относительно другого на величину отношения шага резьбы роликов к числу роликов 25 Недостатком данной головки является то, что при вращении роликов шарики перекатываются в расточках корпуса в направлении вращения роликов, упираются в зубья гребенок, входящих в кольцевые впадины роликов и останавливаются, останавливая движение и последующих за ними щариков. Вследствие действия значительных сил трения все щарики заклиниваются в расточках и останавливаются. 3 ,95 Остановившиеся шарики представляют собой неподвижные направпяюшие, вдоль которых с высокой скоростью и нагрузкой двюкутся боковые стороны кольцевых нагрузок. Контакт шарика с боковыми сторонами представляет собой точку. Траектория движения точки контакта по боковой стороне кольцевой нарезки представляет окружность, диаметр которой, равен среднему диаметру ролика. Очевидно, что наибольший износ боковых сторон кольцеИх1х нарезок производит именно по сред нему диаметру роликов. .Средний диаметр роликов воспроизводит средний диаметр обрабатываемой резьбы - основной контролируемый параметр. Износ роликов при водит к потере их точности, а следовательно - и к потере точности обрабатываемой резьбы. Цепью изобредгения являетсяповышение стойкости инструмента. Поставленная цель достигается тем, что инструмент для калибрования внутрен ней резьбы, содержащий установленные в корпусе с возможностью вращения ролики с кольцевыми и шарики, размещенные в пазах корпуса с возможностью контакта с кольцевыми витками роликов, снабжен направляющими щариков, выполненными, например, в виде трубок, закрепленными на корпусе между пазами и образующими вместе с -участками кольцевых витков и поверхностью пазов замкнутые полости. На фиг. 1 схематически показан предлагаемый инструмент, общий вид; иа фиг. 2 - сечение инструмента по оси направляющей Для щариков. Предлагаемый инструмент состоит из цилиндрических роликов 1 с кольцевой нарезкой, установленных с помощью цапф 2 в корпусе 3 и в крыщке 4. Крышка 4 закреплена на корпусе и фиксирует в осевом н аправлении ролики 1. Ролики 1 расположены в Корпусе наклонно под углом к оси инструмента, равным углу подъ- емр обрабатываемой резьбы. Профиль канавок роликов соответствует профилю обрабатываемой резьбы. Первые зитки роликов заШ1жены и составляют заборную часть. Ропики 1 опираютс;я частью боковых поверхкостей кольцевых проточек на щарики 5. Шарики 5 расположены в расточках 6 корпуса и в направляющих 7, например прубках, выполненных на корпусе 3, Корпус выноппон с хвостовиком 3 Для закреп ПЧШ1Я в стенке. 4 Инструмент работает следующим образом. Инструмент закреплен, например, в . суппорте токарного станка с хвостовиком 8. В патрон станка закрепляют Детапоь с предварительно нарезанной резьбой. Включают вращение Детали. Инструмент подводят к резьбовому отверстию вращающейся детали. Вследствие обниженных первых витков у роликов 1 образующих заборную часть инструмента, витки роликов попадают в винтовые канавки на внутренней поверхности заготовки и начинают ввинчиваться в нее, так как загото&ка вращается. Из-за наличия сил трения начинают вращаться и ролики 1, опирающиеся своими боковыми поверхностями на щарики 5 и придают последним вращательное движение при котором щарики 5 перекатываются сначала под роликами, по поверхности расточек 6 корпуса 3, а затем попадают в направляющие 7 шариков и по ним перекатываются в следующую расточку. Направляющие 7 щариков расположены на корпусе 3 таким образом, что-шарики 5, попадая в спедуклцую расточку, попадают в кольцевые нарезки под вращающиеся ролики 1. Ввинчиваясь в предварительно нарезанную резьбу ролики прокалибровывают ее до требуемого размера. После окончания прохода гайку реверсируют и инструмент вывинчивают из готовой детали. В связи с тем, что щарики получают возможность перекатывания, т.е. работают в режиме трения качения, уменьщается износ кольцевых витков роликов пропорционально уменьщению коэффициента трения качения по сравнению с коэффициентом трения скольжения. Формула изобретения Инструмент для калибрования внутренней резьбы, содержащий установленные в корпусе с возможностью вращения ролики с кольцевыми витками и щарики, размещенные в пазах корпуса с возможностью контакта с кольцевыми витками роликов, отличающийся тем, что, с целью повышения стойкости инструмента, он снабжен направляющими щариков, выполненными, например, в виде трубок, закрепленными на корпусе между пазами и образующими вместе с участками кольцевых витков и поверхностью пазов замкнутые полрсти.
5958024А
Источники информации,i М., Машиностроение, 1976, с. 155,
принятые во внимаш1е при экспертизерис. 114.
.2. Авторское свидетельство СССР
Середа В. С. Бесстружечные метчики.« 29 04 67
